一、《工程材料学》实验
实验一 金属材料的硬度测试
一、实验目的
1.了解不同种类硬度测定的基本原理及应用范围;
2.了解布氏、洛氏硬度实验的操作方法及设备特点;
3.学会使用硬度计。
二、实验原理
金属材料的硬度可以认为是金属材料表面局部区域在接触应力作用下抵抗塑性变形或破裂的能力。由于在金属表面以下不同深处材料所承受的应力和所发生的变形程度不同,因而硬度值可以综合反映压痕附近局部体积内金属的弹性、微量塑变抗力、塑变强化能力以及大量形变抗力,是表征材料性能的一个综合参量。硬度值越高,表明金属抵抗塑性变形能力越大,材料产生塑性变形就越困难。
硬度测量能够定量地给出金属材料软硬程度的相对数量概念。
硬度的实验方法有十多种,基本可分为压入法和刻划法两大类。在机械工业中广泛采用压入法来测定硬度。压入法又可分为布氏硬度、洛氏硬度等,它们只是一些不同的实验方法而已,没有什么必然的内在关系。
压入法硬度实验有以下几方面的优点,导致它在生产和科研中的广泛应用:
1、 硬度实验设备简单,操作迅速方便;
2、 实验对象可以是各类工程材料和各种尺寸的零件,无须加工专门的试样,而且实验时一般不会破坏成品零件;
3、 作为一种综合的性能参量,硬度与其他机械性能指标之间有着一定的内在联系,从一定程度上,可用硬度实验结果估算相关性能而免做复杂的实验。如:
金属的硬度与强度指标之间存在着如下近似关系:
бb=K*HB
式中:бb —材料的抗拉强度;
K—系数,取值见表一;
HB—布氏硬度。
表一 系数K取值表

4、 材料的硬度还与工艺性能之间有联系,可以作为评定材料工艺性能的参考;
5、 硬度能敏感地反映材料的成分与组织结构的变化,可用来检验原材料和控制冷热加工质量。
(一)布氏硬度:
布氏硬度实验是对试样施加一定大小的载荷P,将直径为D的钢球压入试样表面(如图1所示)保持一定时间,然后卸除载荷,根据钢球在试样表面上所压出的凹痕面积F凹求出平均应力值,以此作为硬度值的计量指标,用符号HB表示。
计算公式如下:
HB=P/F凹
式中:HB—布氏硬度;P—施加外力,N;F凹—压痕面积,mm2。
根据压痕面积和球面之比等于压痕深度h和钢球直径D之比的几何关系,可以求出:
F凹 =πDh
式中:D—压头直径,mm;h—压痕深度,mm。
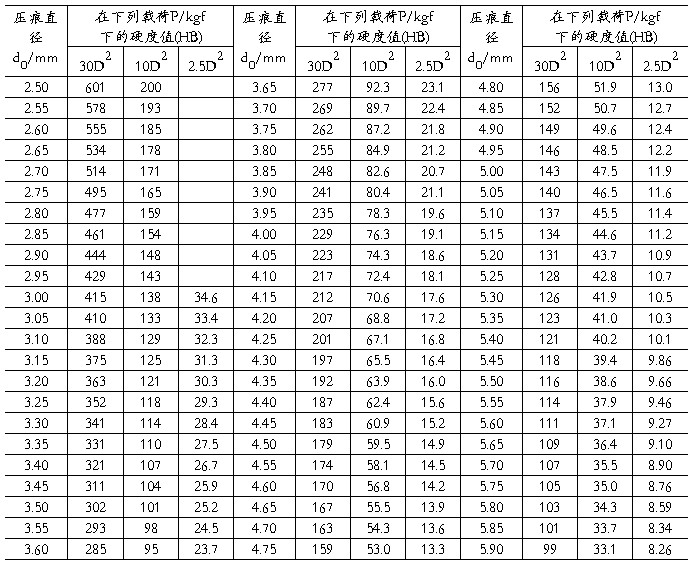
由于测量压痕直径d要比测定压痕深度h容易,而在数学表达式中可将h的改换成d来表示,这样,在实际测量时,可由压痕直径d直接查表得到HB值。
当压头为淬火钢球时,硬度符号为HBS,适用于布氏硬度值低于450的金属材料;当压头为硬质合金球时,硬度符号为HBW,适用于布氏硬度值为450~650的金属材料。
由于金属材料有软有硬,所测工件有厚有薄,若只采用一种载荷和同一个压头直径,则可能对有些试样合适,而对另一些试样不合适,会发生整个压头陷入试样中或将试样压透的现象。所以,在测定不同材料时应用不同的载荷P和不同的直径D的钢球。但为了得到统一的、可以进行相互比较的数据,必须使D和P之间维持一定的比值关系,以保证所得到的压痕形状的几何相似关系。经数学推导可知,只要满足P/D2=常数,所得到的HB值就是一样的,不同材料、不同载荷P和压头直径D所得到的HB可以进行相互比较。国标GB231-88对此进行了规定,具体实验数据和适用范围参见表一布氏硬度试验规范。
表一 布氏硬度试验规范
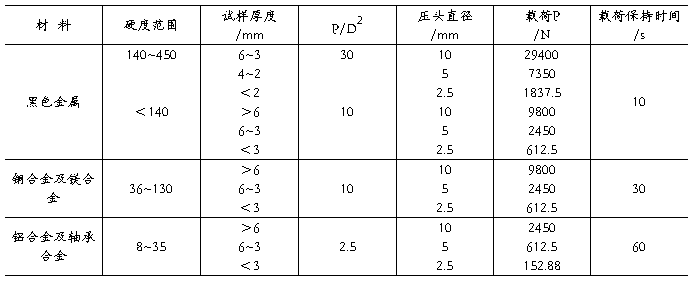
试样厚度不应小于压痕深度的10倍。压痕中心距试样边缘的距离不应小于压痕直径的2.5倍,而距相邻压痕中心距离不小于压痕直径的4倍。
用读数显微镜测量压痕直径时,应从相互垂直的两个方向测量,精确到小数点后两位的毫米值,并取其算术平均值。压痕直径之差应不大于较小直径的2%。
实验后压痕直径大小应在0.25D<d<0.6D范围内,否则认为试验结果无效;试验后试样边缘与试样背面呈变形痕迹,则试验无效,这时均应重新选择试验条件重做。
(二)洛氏硬度:
洛氏硬度试验常用的压头为圆锥角1200、顶部曲率半径0.2MM的金刚石锥体或直径D=1.588mm的淬火钢球。试验时先对试样施加初试验力F0,在金属表面得一压痕深度h0,以此作为测量压痕深度的基线,随后再施加主试验力F1,此时压痕深度的增量为h1。金属在F1作用下产生的总变形h1中包括弹性变形和塑性变形。当卸载后,总变形中的弹性变形恢复,使压头回升一段距离,于是得到金属在F1作用下的残余压痕深度h(将此压痕深度h表示成e,其值以0.002为单位表示)。e值越大表示金属洛氏硬度越低,反之,则表明硬度越高。
为了照顾习惯上数值越大硬度越高的概念,用一常数k减去e来表示洛氏硬度值,并以符号HR表示,即:
HR=k—e
当使用金刚石圆锥体压头时,常数k定为100;当使用淬火钢球压头时,常数k定位130。
实际测量洛氏硬度时,由于在硬度计的压头上方装有百分表,可直接测量出压痕深度,并可直接按上式换算出相应的硬度值。因此,在实验过程中金属的洛氏硬度值可直接读出。
为了测定软硬不同的金属材料的硬度,在洛氏硬度计上可配有不同的压头与试验力,组合成几种不同的洛氏硬度标尺,每一种标尺用一个字母在HR后注明。我国常用的标尺有A、B、C三种,其硬度值的符号分别用HRA、HRB、HRC表示。他们的试验条件、硬度值计算公式及应用实例如表二所示。
表二 洛氏硬度标尺试验条件、硬度值计算公式及应用实例

三、实验设备、仪器和试样
1. 硬度计。布氏、洛氏硬度计;
2. 读数显微镜。最小分度值为0.01MM;
3. 标准硬度块。不同硬度方法的标准二等硬度块各一套;
4. 试样。制备试样时表面应平整、光滑,不应有氧化皮和污物,并应避免由于冷热加工而影响表面硬度。
四、实验方法及步骤
1.了解硬度计的构造、原理、使用方法、操作规程和安全注意事项。见图一、二;


图一 洛氏硬度计 图二 布氏硬度计
2.对各种试样选择合适的实验方法和仪器,确定实验条件。根据实验和实验条件选择压头和载荷(砝码),必要时根据试样形状更换实验台;
3.用标准硬度块校验硬度计。校验的硬度值不应超过标准硬度块硬度值的3%(布氏)或1~1.5%(洛氏);
4.试样支撑面、工作台和压头表面应清洁。将试样平稳地放在工作台上,保证在实验加载过程中不发生移动和翘曲。实验力平稳地加在试样上,不得造成冲击和震动,施力方向与试样表面垂直。保证载荷规定的时间,卸载后测量读数(布氏硬度)或直接读数(洛氏硬度),准确记录试验数据。
五、实验报告要求
1.说明本实验所用硬度计的型号、操作规程和注意事项;
2.说明实验方法及选择实验条件的原则;
3.列举实验结果,并加以分析;
4.说明硬度值的表示方法。
六、参考资料及附件
1.参考资料:
1)GB321-84金属布氏硬度试验方法
2)GB230-83金属洛氏硬度试验方法
2.附件:
压痕直径与布氏硬度值对照表
压痕直径与布氏硬度值对照表
第二篇:络氏硬度实验
實驗 3
洛氏硬度試驗
(Rockwell Hardness Test)
一、實驗目的
金屬材料之硬度(hardness)是機械性質中很重要的性質之一,因硬度試驗方法簡單,其硬度值較易求得,且從硬度值大概可以推想其它的機械性質,如抗拉強度、含碳量、切削性、疲勞強度等機械性質。
洛氏(Rockwell)硬度試驗之目的在於測定金屬材料的洛氏硬度值,並熟悉洛氏硬度試驗機之操作,進而利用所得之硬度值,分析其它的機械性質。
二、實驗器材及設備
1. 洛氏硬度試驗機或萬能試驗機。
2. 附件箱(荷重塊、標準塊、各型砧座及壓痕器)。
三、實驗儀器介紹
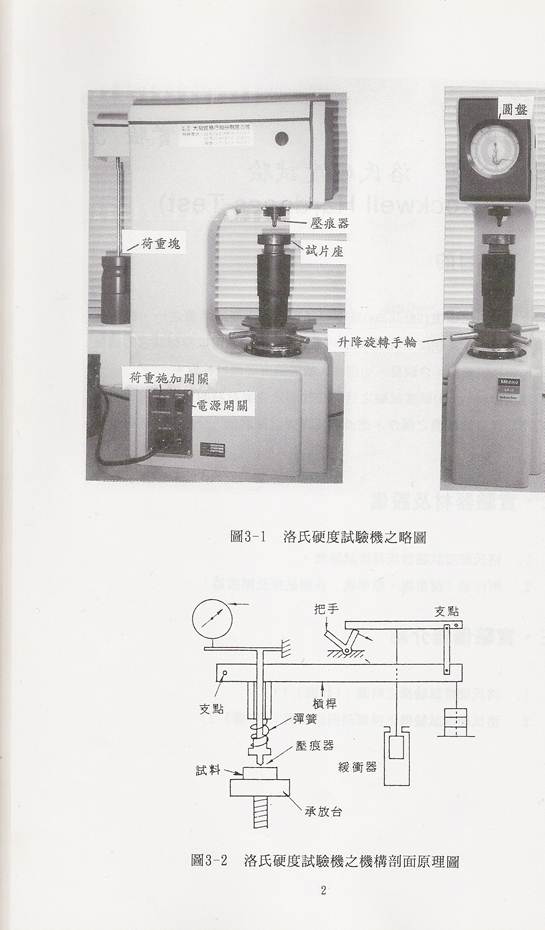
1. 洛氏硬度試驗機之略圖:(如圖3-1)
2. 洛氏硬度試驗機之機構剖面原理圖:(如圖3-2)
四、實驗原理
洛氏(Rockwell) 硬度試驗法於1919年由美國S.P. Rockwell發表,此硬度試驗機則由C.H. Wilson實用化,大量用於汽車用品生產之檢查,此法為現今工廠利用最多的硬度試驗法。
洛氏硬度試驗之主要原理是利用槓桿原理,用一定之荷重,以小鋼球(1/16"直徑或直徑1.59mm)或金鋼石圓錐(夾角
 ,尖端為0.2mm半徑之圓弧)為壓痕器,壓入試片之表面,使試片表生塑性變形之壓痕,再將其壓痕深度,利用機構原理轉換成指示盤中之刻度。
,尖端為0.2mm半徑之圓弧)為壓痕器,壓入試片之表面,使試片表生塑性變形之壓痕,再將其壓痕深度,利用機構原理轉換成指示盤中之刻度。
因為金鋼石圓錐之夾角尖端為0.2mm 半徑之圓弧,所以我們定壓痕器壓入試片之深度最深為0.2mm (若再深則套管便觸及試片),再利用機構原理將刻度盤指針之運轉與壓痕深度(t) 之相互關係,刻劃於刻度盤。Rockwell 試驗機公司將刻度盤上之刻度劃分成100刻度,因此每一小刻度相當於0.002mm 之深度,又由於刻度盤的每一刻度表示0.002mm之深度,所以深度t在刻度上是相當於 t/0.002=500t 之刻度。
通常洛氏試驗常用之尺度有兩種:
1. 對一般淬火鋼或其它較硬質之材料,所用之壓痕器(penetra-tor)是金鋼石圓錐,所施加之荷重為150kg,所得之硬度值為洛氏之C 尺度,以HRC 表示之。
通常C 指標之使用範圍在20~70之間,高於70則材料太硬,鑽石圓錐易壓碎,低於20則壓入太深,影響深度,而造成測量值之不準。
2. 對於退火鋼或其它軟質之材料而言,所用之壓痕器為小硬鋼球,所以施加之荷重100kg,此所得之硬度值為洛氏之B 尺度,以HRB 之符號表示之。
通常HRB 或B尺度之使用範圍,在0 在100 之間,其值太低則材料太軟,致使套管觸及試片,其值太高則鋼球有被壓扁之虞。
當我們瞭解HRC 及HRB 之後,再觀察一下洛氏硬度試驗機之刻度盤。刻度盤上之外圍為黑色之刻度,用於C 尺度之測定,內圍為紅色之刻度,用於B 尺度之測量。一般而言,材料愈硬,壓痕深度愈小,表示材料對變形之抵抗大,也就是硬度高,而刻度盤上之硬度值亦大。反之,對較軟材料而言,其壓痕深度愈大,表示材料對變形之抵抗小,也就是硬度低,而刻度盤上之硬度值亦小。
在測定硬度時,我們前面已說明刻度盤之1刻度表示0.002mm之深度,所以壓痕深度 t 在刻度盤上相當於 t/0.002=500t 刻度。
通常HRC 是採用從基準刻度100 減去相當於t 深度的刻度來表示,故可自下式求得深度t 與HRC 之關係:
HRC=100-500t
同時,我們在測定HRB 時,所採用的基準刻度為130,故HRB 與深度t 之關係如下式:
HRB=130-500t
洛氏試驗材壓痕深度t 之決定,如圖3-3所示,圖中
 :由小荷重所產生之壓痕深度
:由小荷重所產生之壓痕深度
 :由大荷重所產生之壓痕深度
:由大荷重所產生之壓痕深度
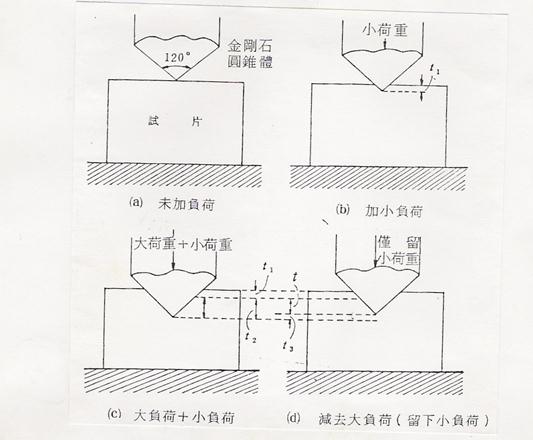
圖3-3 洛氏試驗材壓痕深度t之決定
 :除去大荷重,但尚留小荷重時,由於彈性變形部份的恢復而復原的深度。
:除去大荷重,但尚留小荷重時,由於彈性變形部份的恢復而復原的深度。
因此,壓痕深度  ,亦即加大荷重時所發生的永久變形部份的深度,即為壓痕深度。
,亦即加大荷重時所發生的永久變形部份的深度,即為壓痕深度。
茲將洛氏硬度之各種尺度及用途列於表3-1。一般我們常用之鋼的洛氏硬度值與各種硬度關係表列於表3-2。此外,亦將極軟鋼與非鐵金屬之洛氏硬度值與各種硬度關係表列於表3-3。
【1】 鋼料洛氏硬度值與抗拉強度  之關係
之關係
1.  (HRB≦90)
(HRB≦90)
2.  (90≦HRB<100)
(90≦HRB<100)
3.  (HRC≦10)
(HRC≦10)
4.  (10<HRC≦40)
(10<HRC≦40)
5.  (HRC>40)
(HRC>40)
【2】 硬度的表示法
1. 硬度的數值前要併示尺度
如:HRC 59.8,HRB 31,HRA 50。
2. 硬度值依JIS Z8401(數值的捨入法)圓化成整數第1位。
3. 洛氏C 硬度的50以上,是將小數第1位2拾3入(7捨8入)成0.5單位。
如:?HRC 56.2寫成HRC 56.0。
?HRC 58.3寫成HRC 58.5。
【3】 洛氏硬度試驗的特色
1. 個人誤差或測定誤差少,比其它方法正確。
2. 壓痕較小。
3. 適用於成品的硬度測定。
表3-1 洛氏硬度之各種尺度及用途

3-2 一般我們常用之鋼的洛氏硬度值與各種硬度關係表

表3-2 一般我們常用之鋼的洛氏硬度值與各種硬度關係表(續)
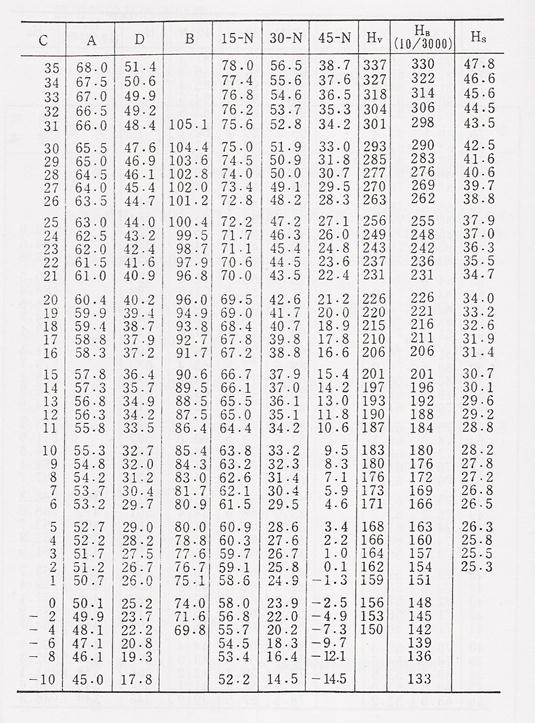
表3-3 極軟鋼與非鐵金屬之洛氏硬度值與各種硬度關係表

表3-3 極軟鋼與非鐵金屬之洛氏硬度值與各種硬度關係表(續)

五、實驗步驟
1. 先將試片以砂輪切割機或鋸子切成厚度在10倍壓痕直徑以上,一般取10mm。
2. 以銼刀銼平試片表面,並以砂紙將試片表面磨光,注意表面須平坦,測定面與底面要平行,並避免產生間隙,且表面不能灰灰塵、污垢、油脂及刮傷等。
3. 依材料狀況選擇適當之荷重及壓痕器。並掛上所選擇之適當荷重。(若用萬能試驗機則不必懸掛荷重,只須調整荷重選擇鈕)。
4. 將試片置於試片座上,旋轉升降手輪,使支撐台上昇,直到試片與鋼球接觸,然後再繼續上昇,使刻度盤上之小指針指到紅點中心(此步驟為預加小荷重於試片上,以防止大荷重施加於試片時試件之滑動)轉動圓盤使其0點或“set”對準大指針。
5. 按下荷重施加開關至施加荷重位置(Load Duration),使大荷重加到試片表面上,待大指針不動時計算30秒(此為使材料試片充份產生塑性變形)然後再按回開關至除去荷重位置(Auto Unload),去除大荷重。
6. 讀取刻度盤之刻度值即得洛式硬度值。(即讀取大指針之刻度)。
7. 旋轉手輪,使試片座下降,然後取下試片。
8. 試驗完畢後取出重錘(若用萬能試驗機做洛氏硬度試驗時則無此步驟)。
9. 將試驗機復原並保養之。
六、注意事項
1. 同一點不可重覆試驗(因為受壓後壓痕產生塑性變形,其機械性質亦改變)。
2. 試驗時,須在同一表面求取數點硬度,取其平均值,硬度值讀到小數點的下一位。
3. 兩壓痕間之距離須在4 倍壓痕直徑以上,壓痕中心距試件表面須在壓痕直徑2倍以上,否則硬度值偏高。
4. 試片材料不明時,應以尺度 A→B→C 之順序測試,以免損壞壓痕器。
5. 試片不得重疊試驗。
6. 各部份之操作宜緩慢進行,避免振動及衝擊,以免影響精確度及壓痕器。
七、問題與討論
1. 試討論洛氏硬度 HRC 與 HRB 之差異。
2. 洛氏硬度其尺度記號不同之理由為何﹖
3. 若試件表面粗糙是否會影響測試之硬度值﹖其值偏高或偏低﹖理由為何﹖
4. 為何洛氏硬度試驗機之刻度盤上,每個刻度表示0.002mm 之深度﹖
5. 試討論 HRC 指標及 HRB 指標之使用範圍為何﹖
6. 為何在夾持試片時,須緩緩上升升降手輪,直到刻度盤內之小指針指到紅點中心為止﹖
材料實驗報告
實驗 3
洛氏硬度試驗
科(系)級: 同組實驗者: .
組 別: . .
學 號: 實驗日期: 民國 年 月 日
姓 名: 評 分: .
一、實驗目的
二、使用之設備及器材
三、實驗原理
四、實驗數據記錄與結果
五、問題與討論
1. 試討論洛氏硬度 HRC 與 HRB 之差異。
2. 洛氏硬度其尺度記號不同之理由為何﹖
3. 若試件表面粗糙是否會影響測試之硬度值﹖其值偏高或偏低﹖理由為何﹖
4. 為何洛氏硬度試驗機之刻度盤上,每個刻度表示0.002mm之深度﹖
5. 試討論 HRC 指標及 HRB 指標之使用範圍為何﹖
6. 為何在夾持試片時,須緩緩上升升降手輪,直到刻度盤內之小指針指到紅點中心為止﹖