中意实业有限公司

质量计划
20##
品质管理部
负责人: 袁杰
宋树华
目 录
第一章 进料检验... 1
1.1钢材进料检验... 2
1.2橡胶检验... 2
1.3螺丝﹑螺栓检验... 3
1.3螺母检验... 3
1.4木螺钉﹑木螺丝﹑双头钉的检验... 4
1.5标贴... 5
1.6外箱... 5
1.7托盘... 5
1.8进料检验流程……………………………………………………………………………10
第二章 冲压车间的日常巡查... 5
2.1下料... 5
2.2折弯... 6
2.3攻牙... 6
2.4焊接... 7
第三章 装配车间日常巡查... 8
3.1 切胶... 8
3.2 剥胶... 8
3.3 装配... 8
3.4 装配... 8
第四章 成品仓库... 9
4.1 打托... 9
4.2 箱数及排列方式... 9
4.3 托盘标贴及包装牢固度... 9
总结... 9
第一章 进料检验
公司产品的成型与包装都离不开外来供应商提供的外购配件,配件种类繁多,要控制本公司的产品质量首要环节就是要控制住外来物料的尺寸﹑外观等,因此本章节将介绍各类外来物料的检验方案。
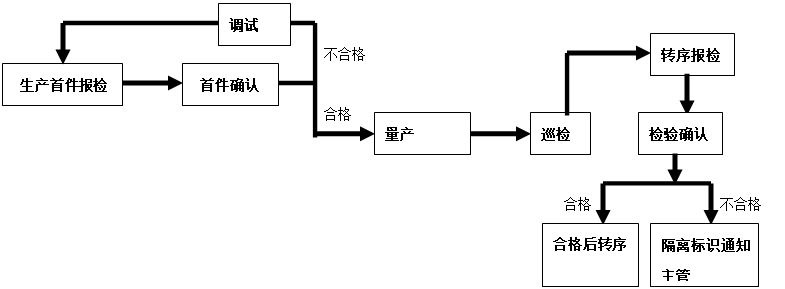
1.1进料检验流程

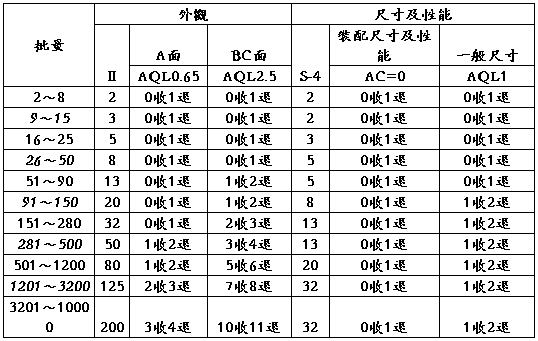
1.2进料抽样方案
1.1钢材进料检验
检验工具:卡尺、千分尺、卷尺
检验依据:产品图纸、采购合同
检检项目:规格、材质报告
抽检容量:全检
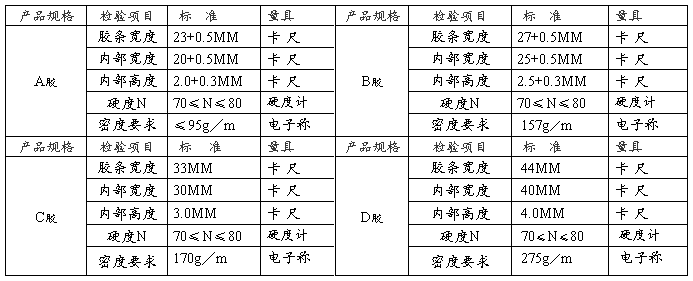
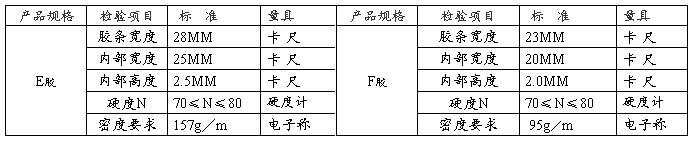
1.2橡胶检验
检验工具:剪刀﹑卡尺﹑电子称﹑硬度测量仪
检验依据:见表一、图纸
检验项目:颜色﹑尺寸﹑手感﹑硬度﹑气味﹑密度
 抽检容量:AQL2.5 Ⅱ
抽检容量:AQL2.5 Ⅱ
注:任何橡胶在进本公司时首要检查的是其颜色要求,即表面发白不可收纳及运用,在生产过程中表面发白的橡胶也一律不得运用。
1.3螺丝﹑螺栓检验
检验工具:游标卡尺﹑止通规(环规)
检验依据:见表二、图纸
检验项目:螺纹长度﹑螺纹直径﹑头部尺寸﹑止通效果﹑单重﹑外观整洁平整度。
 抽样容量:AQL2.5 Ⅱ
抽样容量:AQL2.5 Ⅱ

注:在螺丝﹑螺栓电镀前所用的止通规上印有6g及T/Z标示,电镀后再利用印有6h及T/Z标示的止通规测试一遍止通性。螺丝及螺栓尺寸要求须依据本公司图纸检验。螺丝硬度≥HRC45,测试螺丝表面硬度可根据SAE J933﹑J78、J81﹑J1273规范测试,其机械性能可参照ISO
898-1﹑ISO 898-7或GB/T 3098.1-2000,螺丝头部十字槽要求可参照DIN EN ISO 4757-Z3,螺丝底部要求可参照DIN EN ISO 4753-RL,螺纹标准可参照ISO 68-1:1998。
1.3螺母检验
检验工具:游标卡尺﹑止通规
检验依据:见表三、图纸
检验项目:对边距离﹑螺母厚度(高度)﹑止通性﹑单重抽样容量:AQL0.65 Ⅱ
 抽检容量 AQL2.5 Ⅱ
抽检容量 AQL2.5 Ⅱ

注:在螺母电镀前所用的止通规上印有6g及T/Z标示,电镀后再利用印有6h及T/Z标示的止通规测试一遍止通性。
检验完螺母尺寸后一定要观察其外观平整度及整洁度,再观察是否有多余的废料,若废料过度须要求供货商去除或按指标扣除。最后称取单重并留样。
1.4木螺钉﹑木螺丝﹑双头钉的检验
检验工具:游标卡尺﹑止通规﹑电子称
检验依据:见表三、图纸
检验项目:整体长度﹑螺纹直径﹑止通效果﹑单重
抽检容量:AQL2.5 Ⅱ

注:在木螺钉﹑木螺丝﹑双头钉电镀前用的止通规上印有6g及T/Z标示,电镀后再利用印有6h及T/Z标示的止通规测试一遍止通性。
1.5标贴
检验工具:目 测
检验依据:采购合同、样品、
检验项目:外观
抽检容量:AQL2.5 Ⅱ
外观:表面印刷清晰,表面无赃污、杂花点等不良;表面无破损,折叠;无明显的条纹、色差、脱色等不良;
注:标贴为本公司产品出厂重要标示,关系到产品类型﹑尺寸规格﹑客户名称要求等,因此标贴也须严格把关。
1.6外箱
检验工具:目 测
检验依据:采购合同、
检验项目:唛头﹑尺寸﹑纸张厚度
抽检容量:AQL2.5 Ⅱ
1.7托盘
托盘为成箱产品出厂时的重要载具,托盘的牢固度及尺寸大小影响到装车及集装箱的空间等问题。
托盘检验的主要项目有:尺寸﹑牢固度﹑免熏蒸印章。
托盘尺寸应根据客户或订单的实际装载要求来定制,其主要材料为木料,特殊情况下托盘制作材料实际装载要求决定。托盘牢固度应该通过反复装载不同重量的产品来衡量其最大承受力来衡量其平均承受力。熏蒸印章要保证字体清晰,内容要准确无误,处于明显的地方。
托盘木料过于劣质或做成的托盘易坏牢固度不够,制作尺寸过小不能最大限度的装载本公司所需摆放的产品箱数,免熏蒸印章字体模糊内容与实际不符,这些现象若在检验过程中出现应及时与供应商联系,通过协商予以退换或改制等要求。
第二章 冲压车间质量管理
本公司产品的成型多数是在冲压车间完成,生产线上的产品的品质优良直接关系到客户的满意度,因此作为品质管理人员应当做好日常管理工作。
2.1冲压车间生产流程

2.2制程检验流程
2.2下料品质管理
质量控制点:下料长度﹑印字﹑厚度﹑宽度﹑毛刺﹑中心孔偏差。
检验依据:生产任务单、作业指书。
检验工具:游标卡尺。
抽检容量:首检每次5PCS,巡检4H/次,转序检AQL0.65 Ⅱ
注:毛刺≥0.3MM 中心孔偏差≥
2.2折弯
质量控制点:跨度偏差﹑拱高﹑边孔尺寸。
检验依据:生产任务单、作业指书
检验工具:游标卡尺。
抽检容量:首检每次5PCS,巡检4H/次,转序检AQL0.65 Ⅱ
注:跨度偏差不超过0.4mm,加强筋高是材料厚度的1倍偏差不超过-0.5mm,两边耳朵偏差不能超过0.5mm
2.3攻牙
螺丝孔的好坏直接影响产品的装配速率,因此攻牙亦为本公司生产过程中的重要工艺。
检验攻牙的检验工具为止通规。
首先观察产品知否有漏攻现象,其次利用止通规试探产品止通性,观察止通规在通入过程中是否有倾斜现象。通规>98%,止规>80%,孔不能偏。
出现问题在作业员有技术能自行解决的情况下令其立刻改进,如作业员无能力改进应立即与车间主任沟通,采取恰当的解决措施,前提是必须按照技术图纸即作业指导书来正确操作。
2.4焊接
焊接是使产品与配件变为成品的重要环节。
检验前要准备好检验工具:止通规﹑卡尺。
焊接技术指标为:螺母必须居中不能偏斜,利用螺栓及止通规壳通过肉眼可判断。螺母不能有焊珠和焊渣,<2%,通过止通规及肉眼可以做出观察。通规>98%,止规>80%。材料厚度≤1.2的,拉力≥5KN,扭力≥36N*M,材料厚度≤1.5MM的,拉力≥9KN,扭力≥55N*M,材料厚度≥3.0的,拉力≥30KN,扭力≥100N*M,以上测试均通过拉力测试仪及扭力棒来检验得出。
出现问题在作业员有技术能自行解决的情况下令其立刻改进,如作业员无能力改进应立即与车间主任沟通,采取恰当的解决措施,前提是必须按照技术图纸即作业指导书来正确操作。
第三章 装配车间日常巡查
装配车间时本公司产品装箱及组装的重要车间,必须把关。
装配车间的工作环节为:切胶﹑剥胶﹑装配﹑包装。
3.1 切胶
检验切胶工具:游标卡尺及直尺。
切胶时着重检查切口是否平整,切胶长度依照技术图纸即作业指导书来剪切,根据不同产品的需求剪切,检验时,依照技术图纸即作业指导书及实际产品需求进行检验,长度公差控制在±0.5MM。误差较大令其停止作业。
3.2 剥胶
检验包胶时要观察操作员所使用的胶是否正确,仔细核对订单,其次观察橡胶在产品上的覆盖度﹑整洁度﹑牢固度。若发现橡胶有发白现象令其停止作业。用手拨离橡胶看是否容易拨除,若易拨除则停止作业,更换橡胶。
3.3 装配
检验装配时要观察螺丝进牙量,螺丝超过螺丝孔至少3个牙纹,若进牙不多则因攻牙不善造成,令其回牙修复再装配。螺丝电镀不良禁止装配,观察作业员是否用错螺丝,仔细核对生产指令单。PVC垫片颜色大小都要仔细核对生产指令单,若用错则令其更换或停止作业。
3.4 装配
装箱过程中要随意抽取几箱产品观察是否装错产品,是否和外箱相符,仔细核对生产指令单。观察箱上唛头是否与实物一致,标贴一定要贴正贴齐,观察产品清洁度,并挑取一定数量进行靠模实验。观察作业员装袋装箱是否用错配件,仔细核对生产指令单。若上述环节出现错误令操作员停止作业或更改。
第四章 成品仓库
仓库为本公司产品出厂前的最后存放地,亦是检验的最后一道环节。
4.1 打托
打托人员在打托时观察托盘大小,仔细核对生产指令单及订单,看产品摆放程度是否合理,观察托盘整洁度及其受力程度,若托盘过小或外观不合格令其更换。观察包装带是否帮扎牢固,通过拉提来呢判断。
4.2 箱数及排列方式
观察没托产品箱数是否相同,是否与订单要求及生产指令单相符。每托产品的排列方式必须保证美观整洁有序,不得多装少装,若发现个别箱子有破损或污渍应令其更换。
4.3 托盘标贴及包装牢固度
仔细核对托盘标贴与其所承载的产品信息是否一致,标贴内容及格式是否与订单相符,若不符令其更换标贴。包装完毕应仔细观察每托产品上的薄膜是否紧贴产品外箱,通过推挤来判断薄膜缠绕是否紧固。
总结
在检验过程中必须依照技术图纸即作业指导书﹑订单﹑生产指令单来检验,做到确保客户手中的百分百合格。
第二篇:特种设备检验计划书
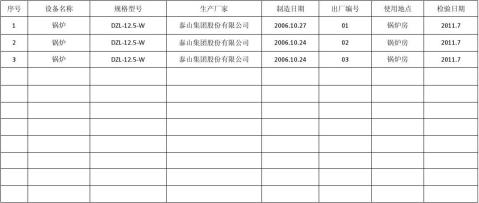
国投昔阳能源有限责任公司黄岩汇煤矿特种设备检验登记表
(锅 炉)
2011.11
国投昔阳能源有限责任公司黄岩汇煤矿特种设备检验登记表
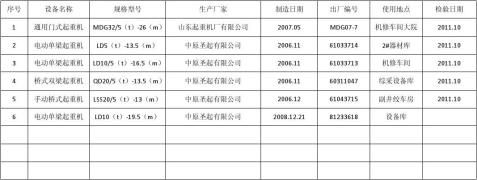
(起重机械)
2011.11
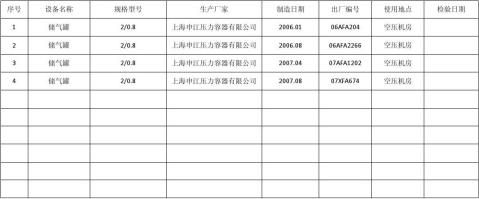
国投昔阳能源有限责任公司黄岩汇煤矿特种设备检验登记表
(压力容器)
2011.11
国投昔阳能源有限责任公司黄岩汇煤矿特种设备检验登记表
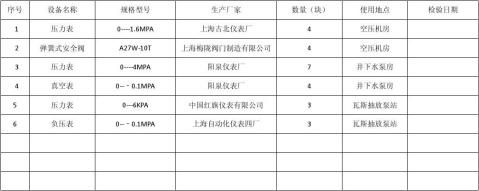
(安全阀、仪表)
2011.11
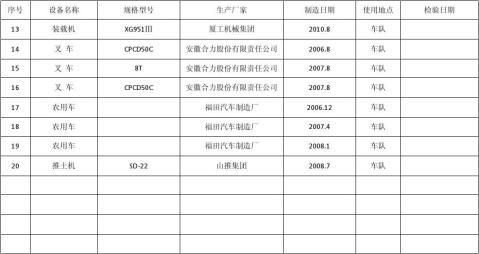
国投昔阳能源有限责任公司黄岩汇煤矿特种设备检验登记表
(场内机车) 2011.11

国投昔阳能源有限责任公司黄岩汇煤矿特种设备检验登记表
(场内机车) 2011.11