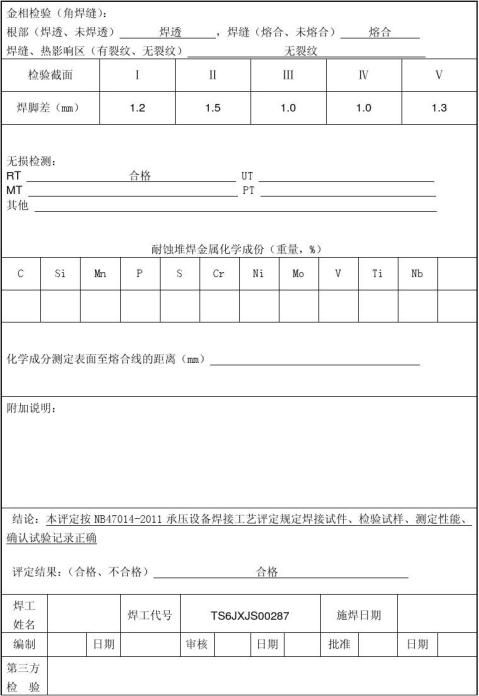
焊接工艺评定报告书
评定报告书编号:
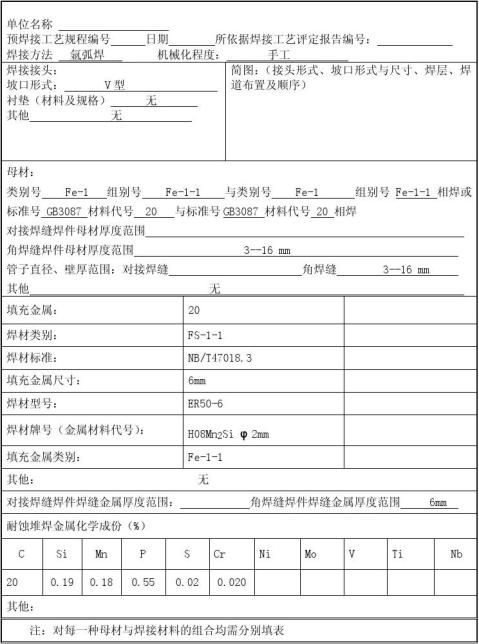
材 料 牌 号:20+20
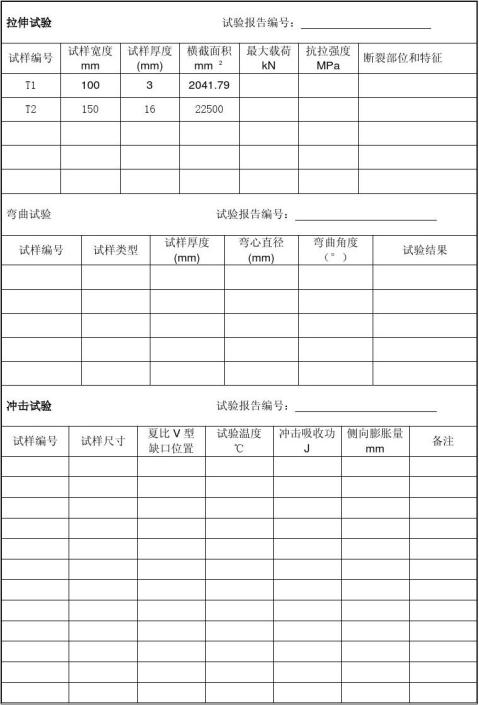
材 料 规 格: T1=16mm, T2=3mm
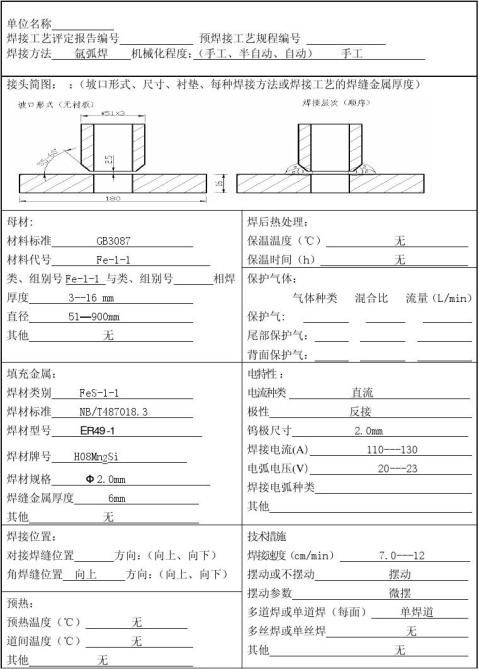
焊 缝 型 式:管板角焊缝(45°)
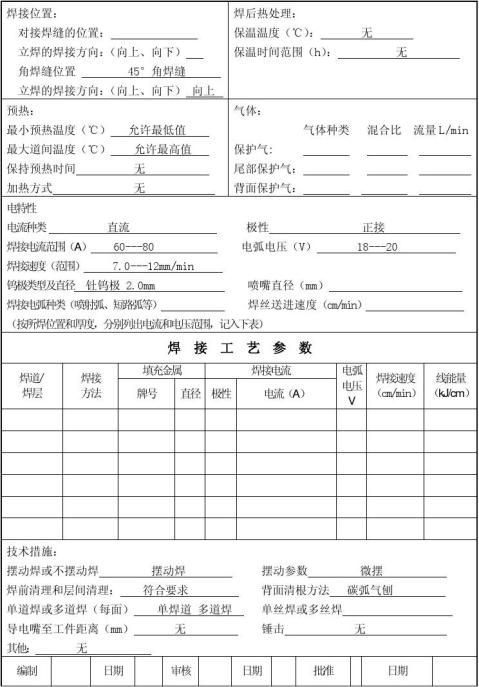
焊 接 方 法: 氩弧焊
试 件 编 号:WsFP1Ai-1
填 报 日 期:
预焊接工艺规程(pWPS)
焊接工艺评定报告
第二篇:对接焊缝、角焊缝焊接工艺评定规则
对接焊缝、角焊缝焊接工艺评定规则 (1)
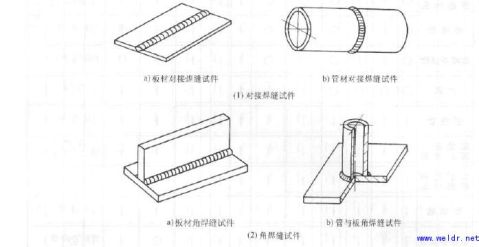
简介:1、焊缝的连接形式评定对接焊缝焊接工艺时,采用对接焊缝试件。对接焊缝试件评定合格的焊接工艺亦适用于角焊缝。评定非受压角焊缝焊接工艺时,可仅采用角焊缝试件。 板材对接焊缝试件评定合格
的焊接工艺适用于管 ...
、焊缝的连接形式
评定对接焊缝焊接工艺时,采用对接焊缝试件。对接焊缝试件评定合格的焊接工艺亦适用于
角焊缝。评定非受压角焊缝焊接工艺时,可仅采用角焊缝试件。
板材对接焊缝试件评定合格的焊接工艺适用于管材的对接焊缝,管材对接焊缝试件评定合格
的焊接工艺也适用于板材的对接焊缝。
管与板角焊缝试件评定合格的焊接工艺适用于板材的角焊缝,板材的角焊缝评定合格的焊接
工艺也适用于管与板角焊缝试件。
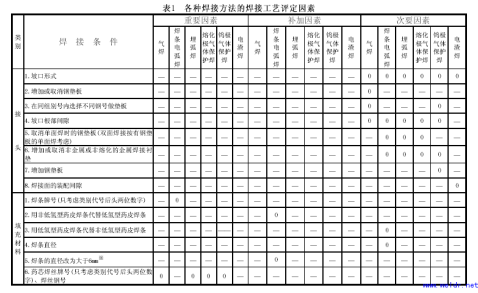
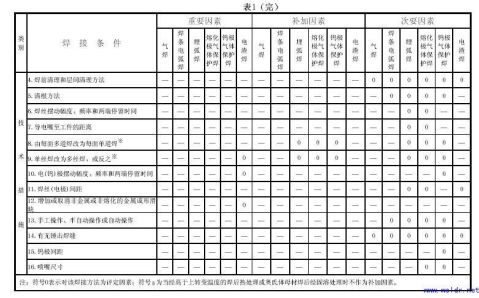
焊接工艺因素
焊接工艺因素分为重要因素、补加因素和次要因素。
重要因素是指影响焊接接头抗拉强度和弯曲性能的焊接工艺因素。
补加因素是指影响焊接接头冲击韧性的焊接工艺因素。当规定进行冲击试验时,需增加补加
因素。
次要因素是指对要求测定的力学性能无明显影响的焊接工艺因素。
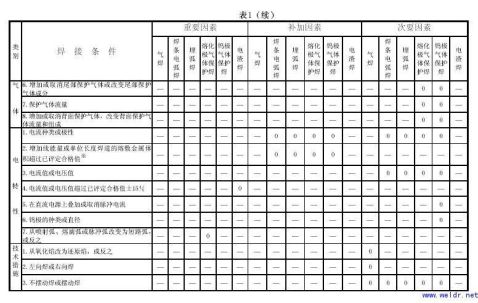
焊接接头的力学性能包括抗拉强度与冲击韧性,而弯曲性能除有力学性能性质外,还表现为工艺性能。按照制订本标准时的重新评定焊接工艺判断准则,将焊接工艺因素分为重要因素、
补加因素和次要因素。
变更或增加补加因素要不要重新评定焊接工艺,要看焊件是否要求冲击试验来决定,当规定冲击试验时,补加因素当作重要因素对待;当不规定冲击试验时,补加因素当作次要因素对
待。


焊接接头的力学性能包括抗拉强度与冲击韧性,而弯曲性能除有力学性能性质外,还表现为工艺性能。按照制订本标准时的重新评定焊接工艺判断准则,将焊接工艺因素分为重要因素、
补加因素和次要因素。
变更或增加补加因素要不要重新评定焊接工艺,要看焊件是否要求冲击试验来决定,当规定冲击试验时,补加因素当作重要因素对待;当不规定冲击试验时,补加因素当作次要因素对
待。