国家职业资格全国统一鉴定
数控铣技师论文
(国家职业资格 二 级)
谈塑胶模具中电极的数控加工
姓 名:
身份证号:
准考证号:
所在省市: 安徽省芜湖市
所在单位:
谈塑胶模具中电极的数控加工
摘要: 随着科技的进步和人们生活水平的提高,新兴物品快速的走进我们的生活并被接受,迫使产品迅速的更新换代,这样一来就会产生大量的污染,但是绿色与环保是我们发展的主题,因此塑胶模具就体现出它优越的一面:原材料获得方便、可回收再利用、耗能少、使用便捷,塑料产品几乎无处不在。塑料产品能够新兴,模具制造技术首先要走在前面,因此数控加工在模具制造中体现出它不可替代的作用,但是数控加工不是万能的,有些模具采用数控是无法直接加工的,比如直角、细小筋位等,此时多数采用专业的软件,利用模具型腔的形状设计出电极并放电的方法加工。
关键词:塑胶模具 电极 数控加工
论文主题:
电极加工也是数控加工的一部分,它最初的应用理念就是将不能或不容易加工的型腔转换成外形加工,但是电极加工质量的好坏会直接的影响模具的质量,下面就结合生产实践谈谈电极的加工和应用。
1、 电极光洁度
在放电加工中,如果电极的光洁度不好,放电时会留下比较明显的纹路,增加后续省模的加工工作量,有时甚至使模具报废。
电极加工多采用紫铜和石墨,由于石墨加工过程中会产生大量的粉尘,会影响到操作人员的身体健康和机床精度,所以石墨加工会采取专用的机床.我们这里着重谈谈紫铜的加工。由于紫铜较软,在加工中会出现粘刀现象,随着加工的继续,刀具会逐渐的丧失切削能力直至断刀。在如今的电极加工中大多是采用高速精雕机床并配合较合理的工艺参数,来提高电极的光洁度和效率。结合经验,针对常用刀具总结出以下参数:
1.1 硬质合金端铣刀
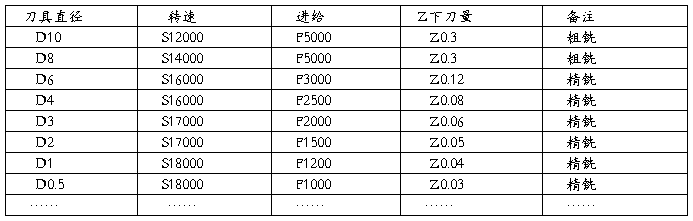
表一 常用硬质合金端铣刀加工参数
1.2 硬质合金球头刀
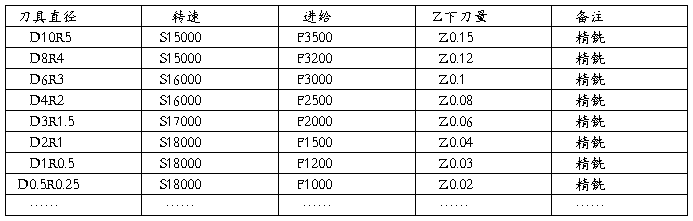
表二 常用硬质合金球头刀加工参数
1.3 硬质合金牛鼻刀
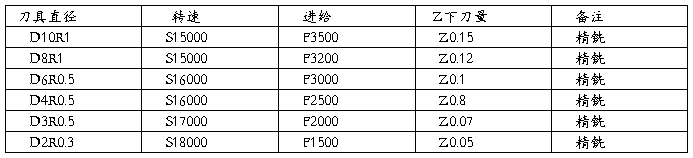
表三 常用硬质合金牛鼻刀加工参数
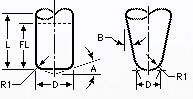
图一 5参数铣刀
2、 尺寸精度
在放电时如果电极的尺寸不准所带来的后果是非常严重的。如果产品尺寸较严格或客户是外资企业的话,模具就只有直接的报废重做。即使可以补救,也会浪费额外的人力财力物力,这样就会降低模具的品质,也大大的增加模具的加工成本。那么在加工中有哪些因素会影响尺寸精度呢?
2.1火花位:放电时电极的实际尺寸要小于型腔的尺寸,这个尺寸差就是火花位,又称放电间隙。火花位=(型腔尺寸-电极尺寸)/2,通常粗公电极火花位0.2-0.25mm,精公电极火花位0.05-0.08mm。端铣刀在加工曲面时是不允许给负余量的,这样就无法加工出想要的火花位,解决的办法是通过“骗刀”得到。例如我们要用D4的刀,编程的时候定义刀具直径就输D3.84(精公)。
2.2刀具的影响:刀具使用一段时间后都会变钝,为了节约成本都会刃磨后继续使用,但是在刃磨的过程中,如果将刀具的刀尖磨成的秃角,那么刀具的直径就会变小,加工出来的电极尺寸相应的变大,火花位尺寸增加,会使型腔尺寸变大。我们如果采用的是刃磨后的刀具加工电极,首先加工粗电极,并对电极的尺寸进行测量,确定准确后再加工精电极。即使刀具有误差,我们加工的是粗电极,由于留有精电极的放电余量,不会带来太大的影响。
2.3装夹的影响:一批电极加工多采用自制的夹具,用螺钉从背后锁紧,这样没有限制电极Z轴的转动自由度,如果切削力是沿逆时针切线方向,就会使电极松动,电极跑位,导致尺寸不准。
2.4操作人员的因素:此因素也是常见的,如加工中编程人员和操作人员配合不默契,或一方经验不足,就会出现换错刀、坐标不统一、对刀不准、选料尺寸不合理等,都会对电极的尺寸带来影响。
3、电极毛刺
切削的过程实际上就是挤压变形并分离的过程,在这样的过程中难免在电极边缘的位置出现挤压毛刺,这些毛刺如果不及时的处理,那么带来的后果和尺寸不准是一样的。处理的方法有两种,一是在加工结束后在容易产生毛刺的部位增加一刀光刀,去除毛刺,二是放电人员在放电前采用800号以上的砂纸省磨去除毛刺。
4、 分中台的应用
在数控加工中,找正的对刀的方式多数是四边分中Z轴对顶,由于电极大多都是不规则的曲面,无法做到,那么我们在做电极时就有意的在电极的底部做出一个高约5mm的方台,即分中台,在放电时既可以用来校正电极自身的水平,也可以用来找正放电的位置。
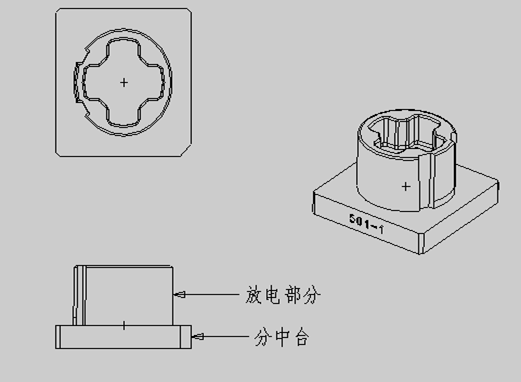
图二 电极结构
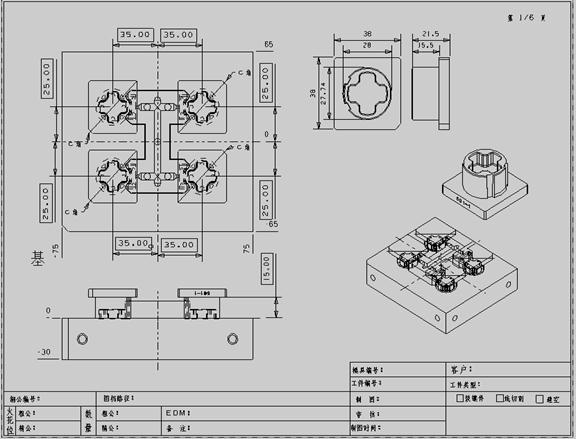 图三 放电图
图三 放电图
总结:
社会在进步,技术也不断的更新,结合工作中的一些积累,谈谈电极加工的一些方法,但是依然有许多的不足,目前电极的加工效率的提高依然是一个难题,希望今后能在这方面得到提高。通过本次培训我学到了许多,也发现了自己的不足,以此为契机,继续努力。
参考文献:
[1] 张云杰.UG4.0基础教程[M].北京:清华大学出版社,2007