装配工序质量控制要求
一、目的:
保证总装车间在生产过程中(组装和包装)的各道工序质量,得到合理有效的控制。
二、范围:适用总装车间生产全过程的质量检验与控制。
三、职责
3、1 质检部控制总装车间生产过程中各工序的检验。
3、2检验员负责对所辖区域内所有工序、配件、包材等所有总装零部件进行检验、测量。
3、3检验员负责所辖区域内各工序的首检、巡检进行品质状况的初步确认;并对品质异常状况进行
标识、反馈。
3、4检验员负责所辖区域内相关产品形成检验记录,并与车间主任协作沟通。
3、5车间主任负责随时纠正生产过程中影响质量控制的因素,并配合检验员对质量问题采取措施。
3、6操作工负责生产过程中的首检、自检。
3、7车间主任应对特殊工序(试压)安排专职人员进行全检。
四 作业细则:
4、1、检验依据:技术部发放的装配图纸、标准样件、技术要求等有效文件。
4、2量检具如卡尺,深度尺或特定的有效量具,专用工具等。
4、2、作业前的准备:
4、2、1所有的检验作业在检验前,检验人员确认测量工具是否准确无误。
4、2、2确认所要检验的产品,与检验依据是否相符,比如图纸版本是否有效。
4、2、3产品装配、包装的零配件,包装物料领到车间后,车间主任和检验员,应依据总装图要求
确认数量、规格、尺寸,若有差异应向仓库调换。
4、3、首检:
4、3、1所有产品在组装前要由车间主任组装3只,自检合格后交车间检验员确认合格后,进行批量
生产。
4、3、2首检不合格的产品要查找原因,待重新修调把问题解决后,由检验员确认合格,才可进行
批量生产。
4、4、自检、互检:
4、4、1在生产过程中装配人员应对产品的外观,等可目测的部位进行全检,发现不合格超出2%时
要立即汇报车间主任或检验员。
4、4、2在生产过程中操作人员应对产品进行自检;自检时发现产品不合格应查找原因,若不能自
行处理,要立即上报车间主任或检验员协助解决。
4、4、3在自检时发现产品不合格,要对产品进行追溯性自检。
4、4、4不合格品经检验员确认后,根据实际情况按规定摆放指定区域(因组装原因返修的产品放黄
盒子里)。
4、 5、线检:
4、5、1 流水线上的线检应对所有产品(详见技术要领)进行全检。
4、6、巡检:
4、6、1检验员在生产过程中,应根据实际情况对所有产品,进行不定时巡检(巡检频次1小时/次)
并做巡检记录。
4、6、2巡检时发现不合格项,立即整改,如有需要应根据实际情况让其停线,停线后必须立即通知
车间主任进行处理。
4、6、3在巡检过程中,要对所有工序进行抽检, 发现不合格超出2%时填写《品质异常报告/处置
单》进行处理.
五、技术要领:
5、1、外观质量状况
5、1、1锻造、铸造产品不可有裂纹、冷隔、穿孔以及严重缺料,碰伤、错模、掉皮,夹渣及飞边
等缺陷。
5、1、2阀体、手柄等产品的字样标志清晰、正确。
5、1、3各产品装配后不可有水渍、胶水等脏污现象。
5、2、阀杆(或丝杆)与阀体和填料(或“O”型圈)的配合状况:
5、2、1阀杆(或丝杆)与填料(或“O”型圈)应配合良好,密封档不可有间隙。
5、2、2阀杆两端(丝杆一端)扁方的长度,及各零配件的配合状况,须符合相应的产品装配图样
要求。
5、2、3阀杆(或丝杆)与阀体装配后应位置端正、无歪斜,转动时手感松紧适宜。
5、3、密封圈的装配状况:
5、3、1密封圈与阀体或阀帽、接管等需配合良好,无划伤,且内孔与流水孔不应出现较大偏差或
外露。
5、3、2球阀类余紧量不可过大或过小。
5、4、阀球与阀体和阀杆的配合状况
5、4、1阀球装配后能受阀杆控制、无卡阻,且球面与密封圈面无间隙。
5、4、5球槽与阀杆扁方配合紧凑,无明显间隙,球槽不可太深。
5、4、6阀球表面无撞伤、变形凹凸,孔边无毛刺。
5、5、阀体与阀帽(盖)或接管的配合状况。
5、5、1螺纹面涂胶应均匀,不得有外流或未涂到位。
5、2阀体与阀帽(盖)或接管配合端面无明显间隙、错位。
5、6、手柄(或手轮)与阀杆(或丝杆)的配合状况:
5、6、1手柄(或手轮)的键槽与阀杆(或丝杆)扁方配合紧凑牢固,不可有晃动或空转现象;不
可有明显间隙或歪斜。
5、6、2螺帽(或螺钉)应锁紧,不可有松动现象。
5、6、3阀杆(或丝杆)与手柄(或手轮)、螺帽等零件配合状况,符合相应的总装图样及有关技术
文件要求。
5、7、启闭状况:
5、7、1扳动手柄(或手轮)时能顺畅开启或关闭,连续转动时,应启闭灵活,手感松紧适中,无
卡阻。
5、7、2球阀开启扭力,须符合客户要求。
5、8、球径夹角与手柄角度位置
5、8、1阀门全开时球孔轴线与阀体通孔轴线夹角不大于2°。
5、8、2阀门全开时,手柄与阀门轴线基本成一直线,偏差不可大于2°。
5、8、3阀门关闭时,手柄与阀门轴线应垂直,角度偏差不大于2°。
5、9、所有产品在在包装前必须进行脱水、烘干处理,含有水份的产品严禁进入包装工序。
5、10、产品装盒数和其它要求,需符合公司生产指令单的要求。
5、11当合同要求与上述检验和试验内容,要求不一致时,应按合同要求执行。
六、试压注意事项:
6、1、检查空压机运转是否正常,预置气压在0.8Mpa,送气管路无泄漏。
6、2、试压机功能正常,控制气压表在0.6-0.8mpa左右。
6、3、不合格品应根据泄漏种类(比如:壳体漏、平面漏、内漏等)进行摆放,并应在泄漏部位作
上明显的标识。
七:公司单发件产品,必须按图纸技术要求和客户要求完成包装和检测。
八:分水器系列:
a 流量计分水器:介质(水),压力(3.5bar),介质:(气),压力(0.8Map).
要求:第一次气试要求5秒不漏,水试每头开关一次不漏水,当关闭和全开状态下,红点要在指定的刻度上,水温45-50度,气压在水下顺序轮流开关3次。
b. 温控分水器:介质(空气),压力(0.8Mpa).
要求:第一次试壳体关气5秒不漏,第二次试阀芯,关气5秒不漏。
C. 截止分水器:介质(空气),压力(0.8Map).
要求:第一次试壳体关气5秒不漏,第二次试阀芯关气5秒不漏,内六角阀芯结构,用自制手轮关气,每头各开关3次不漏,每次停顿3秒,手轮结构要求用手轮关气5秒,或3.5扭关紧不漏,硬密封试压前先用自制扳手将阀芯磨合一下。
以上所有分水器上下接头打紧压力为0.4Map,生产前必须控制好气压。
九:暖气阀:
介质(空气),压力(0.8Map)。
要求:第一次试壳体关气5秒不漏,第二次试阀芯关气5秒不漏,包括压帽。
十:减压阀:
介质(空气),压力(0.8Map).
要求:先气试不漏,再水试调压至3-6bar,指针稳定即可。
十一:安全阀:
介质(空气),压力(0.8Map),3-5bar, 6-8bar 9-10bar 安全阀,第一次调压±0.2bar 第二次分别±0.3bar ±0.5bar ±0.6bar
十二:排气阀:
a. 自动排气阀,介质(空气),压力(0.8Mpa)排气不排水。
b. 手动排气阀:介质(空气),压力(0.8Map),关闭不排,打开排气。
十三;混水阀:
介质(水),压力(3bar±0.3
要求:高温调试达到60±2度,低温调试达到30± 2度,水温要求热水温度65-85度,冷水5-28度之间。
十四:扭力标准:
1. 所有下接头扭力要求45N.M以上。
2. 分水器上的球阀扭紧力要求如下;
1/2本色(40N.M)
1/2电镀(35N.M)
3/8本色(35N.M)
3/8电镀(30N.M)
带摒帽1/2本色(35N.M)
带摒帽1/2电镀(30N.M)
带摒帽3/8本色(35N.M)
带摒帽3/8电镀(30N.M)
3. 球阀阀杆启动扭力标准:
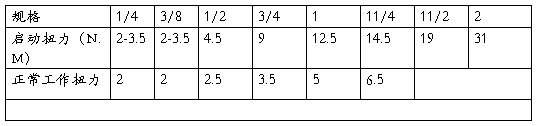
品质部: 杨光胜
2011.12.
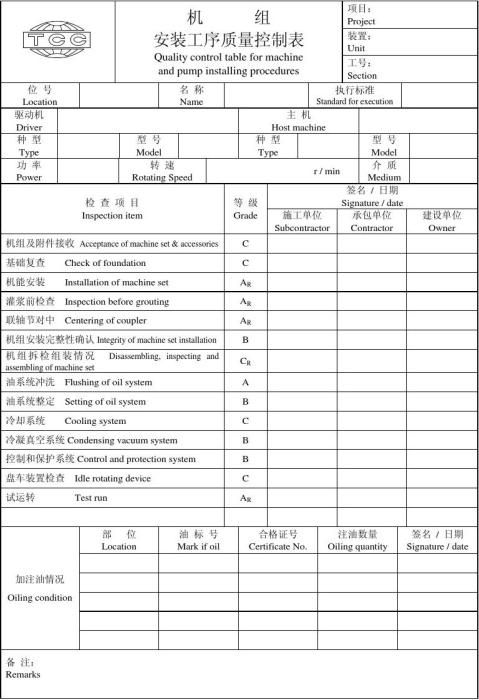
第二篇:机组安装工序质量控制表
表H—202