整机免喷漆工艺试验小结
为提高整机的外观质量,较大明显的降低产品的生产制造成本,我公司在08年,将整机免喷漆计划作为当年技术改进的首要立项任务之一,并根据国内外同行业生产厂家开展的整机免喷漆状况,为探索和积累经验及考验我公司相应工序的过程控制能力,进行了二台521F装载机装配和调试后整机不再进行喷漆的工艺试验。经我公司生产部门安排,涂装分厂在实施过程中,由于外协外购等覆盖件,表面漆膜质量明显的缺陷,为使计划不受干扰的影响,提前对不合格的外协外购部件涂装质量进行了修补和重新喷漆,对自制的前后车架和动臂进行了一次到位的喷漆工艺,均按工艺通知的要求达到了整机的最终涂装质量标准要求,为了保证这些部件在整机装配前,漆膜的表面避免在起吊和转运的过程中不受到磕碰、划伤,公司专门设计和制作了一些吊具和转运工装,例如像后配重和动臂等,做到了平起、平吊、平放、平移动等操作要求。由于当时自制部件生产量不是太大,现场有摆放的地方,喷过漆的这些工件表面漆膜的干燥程度比较充分,有利于对漆膜的保护作用。
实现整机免喷漆的关键是装配工艺的精细化管理和操作,其次是工件的转运和起吊方式。所以这次在装配的过程中,除了配重是平吊、平放,改变了通常侧吊翻转平放的方式,其余与通常装配方式没有变动,对整机装配后直观的重要涂装表面、用包装布及橡胶板隔离的方式进行了保护,员工对装配中的漆膜保护还是有初步认识的,在装配后车架、配重、前车架、挡泥板、油箱等部件时,基本上没有对漆膜造成损伤。但由于通常的操作习惯、使一些能够避免的部位得不到有效的控制。例如前桥包表面的磕碰产生的漆膜破损,由于调试本上装订的钉子,放在配重表面上、划伤了漆膜等,这些问题在今后的免喷漆中很容易纠正。在装配动臂油缸中,原认为很可能不会磕碰的,但实际缸体与前车架斗缸耳座有摩擦产生划伤、但不是很严重。四个动臂油缸,第一个用塑料薄膜屏蔽和胶板隔离,结果有明显磕碰,不如后三个什么也不包、反而只有轻微摩擦,这说明了只要精力集中、动作熟练,起吊的位置和操作动作方式正确,就完全可以减少表面漆的损伤程度。有些部位目前不得不磕碰划伤,例如装轮辋卡子及紧固轮胎螺丝时产生的漆膜破损、所有工作装置的销轴装配都是用铜棒硬砸、装配铲齿时、因螺孔不对要用电焊割孔,有些销轴进不去还要用铜棒锤击板材表面,用这种敲打震动进行装销轴对漆膜严重损害,后来通过做了个弓形器具用液压顶推销轴,消除了此种缺陷。
在物流转运的过程中,大型结构件只要放在工装上平起平铲,不要用铲车翻转,基本上没有产生磕碰,但小件表面有划痕,主要原因重量轻、放在手推车上容易晃动产生相互间磨擦,例如台架扶手漆膜的划伤。在摆放上,工件的装配面或在整机装配后露出的不直观表面,应放在地面的摆放架上,例如物流将前罩板装配后的直观表面,摆放在垫有橡胶板的货架上,造成漆膜与橡胶板粘在一起,起吊时漆膜被橡胶板粘下破损。这些问题都是由于摆放规范不明,转运员工缺乏应有的知识培训。所以只要制定规范、进行培训,就能完全避免。
此次二台整机免喷漆工艺试验,从每道工序在装配过程中实际操作时间来看,基本上区别不大,如果熟练后,应该不会因为免喷漆而影响生产进度。例如装配后车架与配重的过程中,平常用约20分钟,免喷漆工艺试验只用了约21分钟,其中还有操作迟钝的因素。又例如从起吊和装动臂工件,平常约用15分钟,免喷漆工艺试验只用了约16分钟。
此次整机免喷漆试验、在装配完工后的当日上午 、召开了评审会。从二台免喷漆整机的外观效果看还是成功的,根据整机喷漆完工后的涂装质量标准来看,整个全车共查找出27处(点)漆膜缺陷,但是这些缺陷存在的部位没有一处在重要的直观表面上(A面),在重要的直观表面上,漆膜保持了原工件装配前的面貌。在27处的问题中,其中B和C面的漏喷、流挂12处占了44.5% ,例如左右油箱上的3处漏喷和1处流挂,摇臂上有4处漏喷, 动臂和铲斗油缸有4处漏喷。除了油箱缺陷是人为因素外,是因工件摆放位置问题不对,使摇臂和油缸在不翻动的情况下,不能一次喷完,如是悬吊喷漆就可一次喷完。所以说这12处问题是喷漆自身的操作方法问题,今后完全能够避免。其次有7处磕碰划伤是在转运、摆放、装配的过程中完全可避免的,例如前桥的桥包表面有磕碰2处,配重上的划痕2处,台架扶手上的磨损2处,前挡泥板上磕碰1处,占了25.9%。还有8处暂时无法避免的,例如轮辋的漆膜磕碰脱落4处,动臂上的锤击处4处,(销轴都没算在之内,)占了29.6%。所以说此次试验,有70%的缺陷是可以避免的,只有30%的缺陷暂时是不可避免的,目前还要通过找补来解决。
至于此次试验的重点,是否能够降低生产成本,许多人持怀疑态度,对于成本问题应该分二种情况来分析,第一种情况外协外购件表面涂装质量按着整机ABC面不同的质量要求全部到位,第二种情况外协外购件质量不到位,或存在着前处理有锈、板材凹凸不平、底漆无附着力等等不同程度的问题和隐患,针对外协外购件不喷面漆的问题,从专业角度说是不对的,特别是配重、挡泥板、油箱等。通常说如果喷了面漆,对工件外表的形体质量很容易检查出来,如果凹凸不平,则要通过校正、打磨、刮腻子等花费功夫去不断的完善。我们公司的一些外协外购件不喷面漆处,在整机喷漆时、为了纠正它的问题还要重新处理后才能喷面漆,所以说不喷面漆容易掩盖矛盾。为什么我们的驾驶室和机罩的配套厂家能做到免喷漆,所以,所有的部件在装配前都要做到,面漆质量达到最终标准,整机装装配后不在进行喷漆。
附:
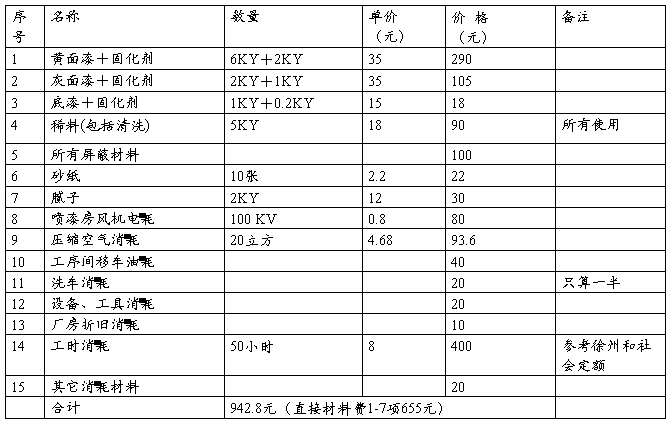
第一种情况成本分析:
每台整机免喷漆可节约的成本明细
第二种情况成本分析:按这二台整机实际试验过程,由我们将不合格的外协件重新喷漆后再装配,所消耗的成本因素包括在内。
每台整机免喷漆可节约的成本明细

注:增加消耗一项是指:外协件重新喷漆后,比定额多出的消耗量,实际上我们涂装工序所消耗材料的20%左右,是为外协件质量不合格而买单的,请大家要有清醒的头脑。
因时间已过得去5年多了,当时的数据收集和观点、可能与一些同志存在差异。不过,从现在看我们已经实现了整机免喷漆工艺,事实证明比较成功。今天通过回忆起,将当时的情况提供给还没有实行整机免喷漆的同行参考,说明实施整机免喷漆工艺本身不会有问题,肯定会降低成本,问题出在整机免喷漆操作的方式和方法上,只要大家齐心协力想办法,一定会成功。如果不坚持下去,就会被淘汰。
第二篇:喷漆工艺
喷漆工艺
一、预涂底漆的施工:
1. 喷涂前须对底材进行处理,要求无锈、无油污,保持清洁干燥。
2. 本产品为双组份体系,先将漆浆搅匀,按比例加入固化剂,搅匀熟化30分钟。 * Q$ ?) [% e& E: } j( Y; U9 c
3. 用专用稀释剂调整施工粘度;根据用量配漆,用多少配多少,配好的漆应在8小时内用完。 , p" W+ \$ n& |' b; S% Q
4. 建议喷涂一道,粘度在15-18秒(涂-4#)干膜厚度最大为25µm。 三维网技术论坛0 e% t3 l; m; v0 W i
二、底漆的施工:
1. 喷涂前须对底材进行处理,要求无锈、无油污,保持清洁干燥。
2. 本产品为双组份体系,先将漆浆搅匀,按比例加入固化剂,搅匀熟化30分钟。 三维网技术论坛: {# ^3 K; |+ i. L" c
3. 用专用稀释剂调整施工粘度;根据用量配漆,用多少配多少,配好的漆应在8小时内用完。
4. 建议喷涂2道,每道干膜厚度为35±5µm,要求施工间隔大于20分钟。
5. 如须打磨,需在环境温度15℃以上,干燥24小时后进行。
三、不饱和聚酯腻子的施工
1. 在底漆完全干透后,即可进行腻子的施工。 三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwors|caxa( y( D1 P4 h! x/ q0 g三维网技术论坛' U& M8 n. Q: L: i
2. 打开桶盖后,先将桶内腻子搅匀,按比例加入固化剂调配均匀,即可进行刮涂施工。 三维网技术论坛1 G" n6 g/ `7 T' _
3. 先刮一道15#腻子,再刮两道11#腻子,然后用三道15#腻子找平。
4. 刮完每道腻子间隔4小时后打磨,然后再刮下一道腻子,最后一道须仔细打磨。如果冬天气温过低,需延长打磨时间或加入催干剂,调整固化时间。
5. 配好的腻子一般须在10-30分钟内用完,根据施工需要也可以通过调整固化剂的用量调整适用时间。 # |. Y) w, N( y4 n( r. |+ c
四、中涂底漆的施工: 三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwors,caxa,时空镇江- u; E1 O: Z0 D1 z: S)
三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwors|caxa: c/ Q+ |2 R2 @% M* Y+ ?1. 刮好腻子,打磨平整后,即可喷涂中涂底漆。
2. 将桶内漆浆搅匀,按比例加入固化剂,加入固化剂,搅拌均匀,熟化30分钟。
3. 根据用量配漆,用多少配多少,配好的漆应在8小时内用完。
4. 用专用稀释剂调整到施工粘度{大约涂-4#杯、17-22秒}即可进行空气喷涂。
5. 建议喷涂两道,中间隔24小时,第二道完全干透后{环境温度15℃以上,24小时,根据施工需要,用腻子找平缺陷,用砂纸打磨平整,再喷第二道中涂底漆。 8 ^6 S: J0 Z0 i# t- m! v8 s% t!
三维网技术论坛0 ~4 K3 U A4 G6. 要求中涂层漆膜平整光滑,无流挂。
五、面漆的施工:
1. 要求底材干燥,无水珠、油污及其它杂质。
2. 在第二道中涂漆干燥24小时后,即可进行面漆施工。
3. 根据用量配漆,用多少配多少,配好的漆应在8小时内用完。 三维,cad,
机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwors,caxa,时空镇江: b5 y) z/ f: L
4. 打开桶盖,将桶内漆浆充分搅匀,按比例加入固化剂,搅匀后放
置20分钟后即可使用。
5. 使用配套专用稀释剂进行调稀,喷涂粘度约17-23秒。
6. 先喷一道面漆,找补底材缺陷,缺陷处理后,再喷下一道,每道
漆必须在环境温度15℃以上干燥24小时后,再喷下一道。如果进行
套色必须干燥24小时。 % ~3 w/ Q3 d- ~; a
7. 如须打磨,必须让漆膜常温干燥18小时以后,蘸水打磨。
喷漆工艺
1、常用油漆的种类、性质和用途
油漆的种类很多,其用途及施用对象、方法也各有不同。这里仅
就在铁艺制品方面常用的涂装漆种简介如下: ( v- [/ Q$ h8 M) m
(1)、醇酸树脂类漆类: 醇酸树脂漆耐气候性好,漆膜颜色鲜艳遮
盖力强,具有较好的机械强度,弹性和附着力,价格便宜。缺点是而
漆膜内部干燥慢,易起皱,不耐水、不耐碱、保色性能一般。醇酸漆
的施用采取喷涂,刷涂均可,常温自然干燥或者低温烘干;自干约
18小时,如烘干温度在60℃-100℃时需3小时。
(2)、硝基漆类: 硝基漆干燥快、漆膜坚硬程度适中,可打腊抛光。具有较好的光泽,持久、耐水、耐油、耐化学品等性能均好。缺点是
漆膜易发的,流平性差。
(3)丙烯酸漆类: 具有优良的附着力和附锈能力,干燥快、光泽
高、丰满度好、较好的耐候性、保光、保色性及耐水、耐油、耐化学
品等性能均达到理想效果。
2、基本操作方法: Y; r% O; n)
铁艺制品表面可以刷漆、喷漆或烤漆。因工件过大,烤漆时不方便和不适合安装后期的维护,所以,刷漆和喷漆是油漆施工中比较常见的基本方法。简述如下: ! X2 y, \8 t; R%
(1)、刷漆:用人工用刷子将油漆涂装在物体表面称为刷漆。其特点是:节省油漆、工具简装、施用方便、易于掌握,灵活性强。缺点是:劳动强度大,生产率低。对于快干性的油漆适用性差,若操作不熟练,漆膜易产生裂痕,流挂和不均匀等缺陷。三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwors|caxa5 W6 p; f5 w- f% C6 A; P
刷漆前必须将漆搅拌均匀(以防在存放期中颜料沉淀),并调到适当粘度,一般以经验判断:即用毛刷沾漆提起后,每分针自然流滴30-50滴/分为宜。少沾多刷,从上而下,从左至右、先里后外,先斜后直、先难后易、纵横涂刷。最后一遍涂刷时还应注意:对于垂直的表面应由上而下进行;对于水平表面应按光线照射方向进行。 8 E$ Q4 i- l2 d+ O
(2)、喷漆 用专用喷漆枪作为工具,以压缩空气为送漆汽流,将油漆从喷枪的喷咀中喷成均匀雾状液体,均匀分散沉积在物体表面称为喷漆。喷漆的特点是:漆膜薄而均匀、光滑平整,各种部位都能喷到,不出死角,施工效率高,比刷漆提高工效5-10倍,适用于大面积的表面及人工不易涂刷的死角畸型表面。缺点是:需具备喷漆的专用设备、油漆利用率低、污染严重。喷漆施工的质量主要取决于操作者的技术熟练程度,油漆粘度、工作气压、喷枪与物体的距离。 三维网技术论坛6 a6 }: L2 ?6 J
喷漆时使用油漆的粘度要根据油漆的种类、工作气压、环境温度来灵
活掌握。一般应控制在15-35滴/分钟;工作气压为3-6kg/cm2 ;喷枪与物体表面的距离一般约250-400mm为宜;喷出的漆流方向应尽量垂直于物体表面约在10-12米/分钟匀速运枪为好。
3、油漆施用注意事项
(1)、不同种类(化工特性)的油漆不能混合调配,并选用同类稀释剂;
(2)、使用前要充分搅拌均匀,并调到适宜的粘度(稀释程度);
(3)、多组份油漆,必须按使用说明规定的比例混合均匀后再用;时空镇江9 @4 r4 i8 W: {- E: j; u* L$ ^三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwors,caxa,三维网技术论坛% t5 ~# ~% Y. a+ b, X) C
(4)、油漆表面结皮或有粗颗粒状的现象时,应采取过滤措施,以免刷后漆膜不平整和堵塞喷枪; 三维网技术论坛& d5 z3 N* v*
(5)、每遍涂层不宜过厚,并应在完全干透的情况下再施用第二遍以防夹生(假干)起皱。
4、新漆种简介 * O6 x* x. J0 ]) G4 ~+ R9 V
越来越多的客户要求铁艺产品表面装饰有五光十色的华丽外观,所以我们可利用涂装技术的优势,选择不同质感、装饰性强的新漆种来装饰铁艺制品。如闪光漆,珠光漆,莹光漆,亚光漆,无光漆,金属漆,裂纹漆,锤纹漆等等。
5、喷塑 用热固化的方法将采用特殊手段涂在物体表面的热固性高分子树脂粉末溶融,并固化成一层塑膜的工艺称为喷塑。三维网技术论坛4 [# ]& I5 s) V7 q: D. 4 J" M
喷塑的方式有多种,最常用的为静电喷涂法。即:将予处理过的铁艺制品接地,喷枪头部金属导流杯接高压负极,在两者之间形成高压静
电电场。热固性高分子树脂粉末在压缩空气的作用下,由供粉机构经由喷枪喷出的同带上了负电核,因而吸附于铁艺制品表面。然后,将吸附有树脂粉末的制品经一定温度,使原来松散的高分子树脂粉末熔融流平,固化成膜后便形成均匀、连续、平整的塑质涂层。
6、喷塑与喷漆的比较 喷塑具有如下优点:涂层质量好,涂膜坚固耐磨,附着力强,外表美观,装饰性好,比一般油漆的机械性能,耐化学性能好,而且一次喷涂即可,其缺点是不能现场施用,对施工及使用时的损坏、维护困难。; ^1 {& u0 v) b1 ^4 M, A
7、铁艺制品表面装饰新工艺简介
(1)、电泳涂漆 , |( ]) ]4 x7 e$ `1 H6 T: r: r/ g/ {
采用电泳涂漆,可得到无色透明漆膜,如在漆料中加入色料也可得到彩色漆膜。电泳涂漆的光亮镀层表面富有金属感和光泽、色泽鲜艳、外观美丽。三维网技术论坛' b, o1 W, M3 u6 M2 s- O
三维网技术论坛% \ s9 a' H. `) A(2)、仿金和仿古铜涂饰工艺
仿金和仿古铜涂饰工艺是电镀和油漆相组合的装饰新工艺,即是在通过电镀得到底层上直接涂复无色或有色透明的油漆,具体施用方法类似刷涂。