特种加工实习教案
(C)

工 程 训 练 中 心
20##年9月
特种加工实习教案(C类)
适用专业:本科无机非金属材料工程、金属材料工程、自动化 、测试技术与仪器、化学工程与工艺等专业
一、目的与要求:
1、通过本实习的学习,懂得电火花线切割机(快走丝)加工、激光雕刻机加工基本原理、加工特点、分类与应用;
2、培养学生的观察、思维、分析的能力;
3、初步掌握电火花线切割机(快走丝)加工、激光雕刻机加工基本操作方法与技巧;
4、电火花加工又称放电加工,在加工过程中工具和电极之间不断产生脉冲性的火花放电,因此,要特别注意电气安全和防火安全。电源(或控制柜)油箱外壳要妥善接地,防止人员触电。加工中,禁止用裸手接触加工区任何金属物体,防止意外短路。加工时人不能离开机床,随时注意工作液是否溢出。装夹工件时要特别小心,避免碰断电极丝;
5、每个学生实习完成后,独立完成实习报告的撰写。
二、教学设备:
多媒体教学系统(可选)、电火花线切割机(快走丝)、激光雕刻机。
三、时间及进行方式
1、多媒体演示及讲解(选)及现场机床操作讲解 1学时
2、实习操作加工训练 3学时
四、教学内容、方法及步骤
单元1:电火花加工知识介绍
一、组织教学
课前准备: ⑴ 机床设备,排除非安全因素;
⑵ 检查学生着装并点名考勤、做好安全教育,安排教学内容。
二、实习讲解
1、电火花加工概念
当工具电极与工件之间间隙达到脉冲性的火花放电,依靠放电时局部瞬时产生的高温将金属蚀除下来的一种加工方法。

放电过程 电火花加工原理
2.电火花加工的实质与特性
 A、电加工实质:电能 热能转换
A、电加工实质:电能 热能转换
B、加工特性
⑴ 放电加工时工具电极与工件之间是不接触的,无机械力产生,故工具电极可小尺寸材料较软,如紫铜、石墨、铸钢等;
⑵ 放电点温度高达万度以上,足可融化任何金属材料;
⑶ 加工精度高,可易于实现自动化。
3.电火花加工机床的分类及构造
 A.穿孔成型机
A.穿孔成型机
⑴ 分类 B. 电火花线切割机
C. 电刻机
D. 电火花抛光磨削机
⑵ 构造(重点介绍快走丝电火花线切割机床)

快走丝电火花线切割机
A、电火花线切割机分类
 快走丝线切割机:V=8-12m/s 电极丝:钼丝 丝径φ0.1-0.2mm
快走丝线切割机:V=8-12m/s 电极丝:钼丝 丝径φ0.1-0.2mm
慢走丝线切割机:V= 0.2m/s 电极丝:铜丝 丝径φ0.3mm
B、基本构造
 机床本体:床身、十字坐标工作台、走丝机构、丝架、工作液循环系统、附件和夹具等。
机床本体:床身、十字坐标工作台、走丝机构、丝架、工作液循环系统、附件和夹具等。
脉冲电源:RC电源、晶体管电源、分组脉冲电源及自适应控制电源机床等
控制系统:微机控制
 C、简介慢走丝电火花线切割机、电火花成型机(选)
C、简介慢走丝电火花线切割机、电火花成型机(选)

慢走丝电火花线切割机 电火花成型机
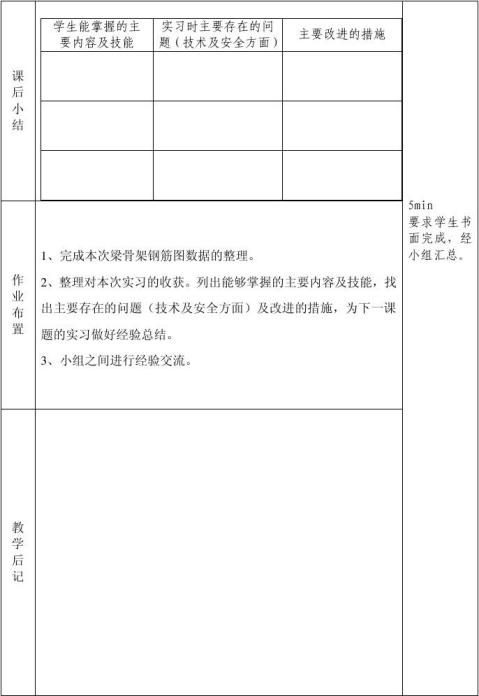
4、加工范围(加工实例欣赏)(选)
A.⑴穿孔成型机:可实现通孔、型孔、方孔、窄槽、清角加工。


清角工作
B.电火花线切割机:用于加工冲裁模的直通孔(件)、异形孔(件)的加工,还实现特殊零件的加工。
5、线切割机的基本操作(简介)
⑴图纸分析:a 认真分析研究工件图纸及其技术要求,以确定哪些工件材料适宜线切割加工,一般为导电材料;
b 根据加工件图形确定凸、凹模,设置穿丝点的位置,凸模是外穿丝,凹模是内穿丝;
c 确定冲孔或落料模的冲裁间隙及加工尺寸计算。
⑵加工前的工装夹具准备及必要的工艺准备;
a.工件的定位基准确定与安装
b.工件的支撑方式:单边、双边、桥式和复合
c.工件的预加工:对定位表面、基准面进行必要的加工;
d.工装夹具:螺栓组、压板、垫块(常用夹具);
e.钼丝的安装与校正:包括上钼丝、穿丝、张紧、校正等操作要点;
f.工作液的配比:1:10;
⑶选择加工参数及确定加工路线,工件进行装夹找正;
a.选择加工参数:根据板厚选择功率放大管:薄板用1-2个功放管,厚板用10个管;V工=30v,I工=1.5A
b.加工路线:视装夹点的位置确定,一般是远离装夹位起割,绕到装夹位前,再回到起点;
c.工件的装夹与找正:以工件的最大加工尺寸为依据,与工作台的最大行程相比较,小于行程范围内方可加工;
找正方法:机自动找中、火花法、划针找中;
⑷主机控制元件的操作
A 总电源开关:控制所有电源的。
B 数控柜电源开关:控制彩显及微机部分。
C 编程及加工操作:微机编程、控制加工操作(F10手动/自动、F12坐标锁定)
D开主电源:机床总电源控制→运丝筒开关→工作液泵开关控制液泵的开停→脉冲电源开关(F11高频);
E脉冲电源开关:(F11)加工时高频头带电,开始加工。
四、机床操作演示
1.开机前检查:
a各关联在位置是否正确,电源可否接通,处于待命状态;
b工件,电极丝(钼丝)位置准确,电极丝不能与工件相碰,否则因短路无法加工;
c工件装夹时所用的夹具(垫板、压板、螺栓组)、工具(扳手)、量具(钢直尺、直角尺、百分表或杠杆式百分表)的正确使用方法;
2.绘图编程:根据工件与钼丝所在位置,利用快走丝线切割机绘图软件或CAX′A或AUTOCAD软件编程,画出五角星,生成轨迹程序并保存;
3.加工操作:用HL控制软件调出加工件程序,给定相关参数,按下F10、F12锁定工作台,实现自动进给;
4.开主机加工:强调开机顺序:A→B→C→D→E
5.关机顺序:E→D→C→B→A;重点强调丝筒停放位置和操作要点。
6.分配任务
指导老师讲解演示:
(1)、画图、存盘
A、进入微机线切割软件首页
B、选择绘图功能菜单
C、画半径为10mm的五角星
D、存盘输入文件名----生成文件名.DAT格式
(2)、生成数控代码(3B码)
A、选功能菜单:数控加工
B、选功能菜单:加工路线
C、确定起刀点、切入点
D、确定走刀路线及相关参数
E、选功能菜单:代码存盘----生成文件名.3B格式
(3)加工
A、进入首页选功能菜单:加工1#
B、选文件名.3B
C、对刀:按F10(手动)→按F12(X、Y坐标释放)→按F11(加高频脉冲)→开运丝开关→移动X、Y坐标(注意慢速)→见到火花→对刀完成
D、F10、F11、F12选中→冷却液开启→按F1(启动)→按enter键→再按enter键→机床进入自动加工
学生练习:
(1)、根据学生人数分成2小组(两台设备计),分别实习。
(2)、学生根据指导老师演示的上述(1)、(2)点进行练习,重点老师示范。
五、操机训练,巡回指导
1. 突出实操训练,增强学生认知能力。对反映稍慢的学生,耐心细仔地讲解,增强自信;及时发现和培养学得好、上手快的学生作助手,让他们互助学习,共同提高。
2.对每个小组学生遇到不懂的地方,集中辅导,纠正错误,强调操作要点,提高基础技能。
六、 结束指导
1.学生谈论实习体会,教师作最终点评。以鼓励为主、改进为辅,认清问题所在,共同提高技能训练。
2.做好下课前的清理工作,如工量具、工件的摆放,机床、场地的卫生清洁,培养学生养成良好的工作作风和习惯。
3.实习报告书写和批改
单元2:激光雕刻机练习
一、组织教学
课前准备: ⑴ 机床设备,排除非安全因素;
⑵ 检查学生着装并点名考勤、做好安全教育,安排教学内容。
二、导入新课
提问:
1、激光雕刻机的用途是什么?
2、激光雕刻机能加工哪些材料?
三、新课讲解
1、激光雕刻机的结构讲解
2、激光雕刻机的操作步骤
1)雕刻机机床操作
A、电源开关 ON
B、激光开关ON
C、激光扫描 ON
2)微机软件 YZ505操作
A、章形状、尺寸大小设计
B、字体选择、大小、格式设计
C、章边框、字体边框参数选择
D、OK确认
E、输出操作扫描域参数设计
F、定位操作
G、激光笔速度参数选择
H、输出操作
3、考核标准
设计自己名字的章,然后加工,看设计效果及加工效果进行评分
四、操机训练,巡回指导
1.突出实操训练,增强学生认知能力。对反映稍慢的学生,耐心细仔地讲解,增强自信;及时发现和培养学得好、上手快的学生作助手,让他们互助学习,共同提高。
2.对每个小组学生遇到不懂的地方,集中辅导,纠正错误,强调操作要点,提高基础技能。
五、 结束指导
1.学生谈论实习体会,教师作最终点评。以鼓励为主、改进为辅,认清问题所在,共同提高技能训练。
2.做好下课前的清理工作,如工量具、工件的摆放,机床、场地的卫生清洁,培养学生养成良好的工作作风和习惯。
3.实习报告书写和批改
单元3:总结、考评
1.学生完成本单元实习内容后,需完成实习报告;
2.本实习单元成绩由三个部分组成:
1)技能操作(60%):主要根据学生完成二个实习项目的效果进行考核。
2)平时成绩(10%):主要根据学生完成的实习报告质量、纪律、考勤等进行考核。
3)理论考生(30%):闭卷形式进行。
第二篇:钢筋加工绑扎安装实习 教学教案
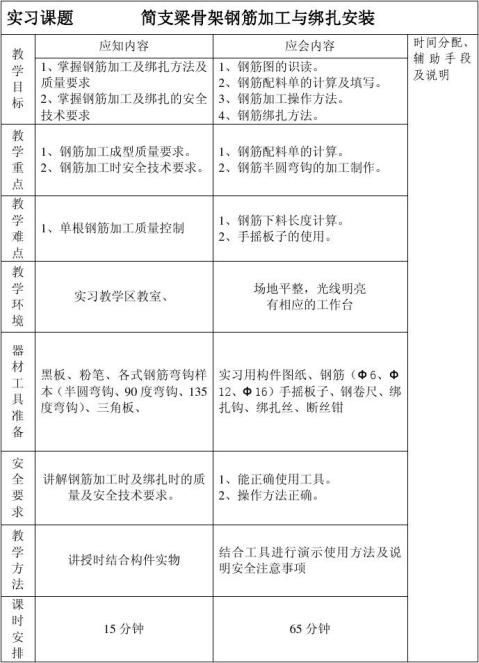
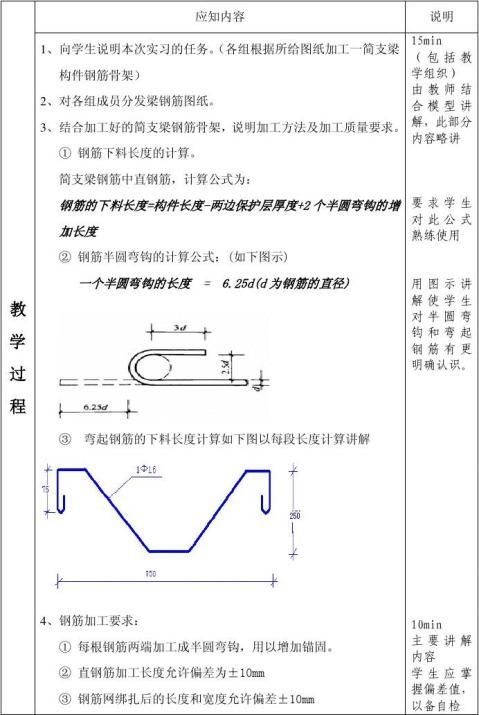
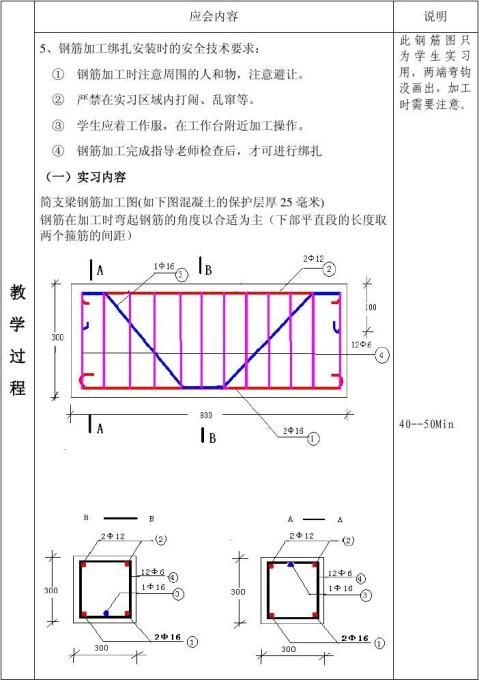
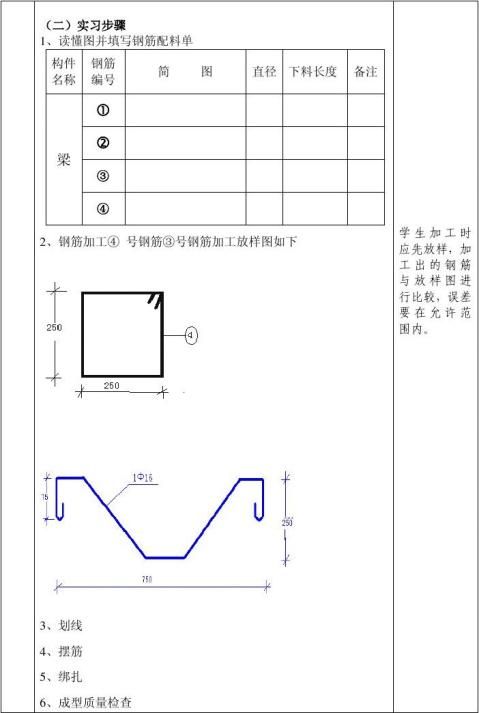
钢筋加工绑扎安装实习 教学教案