铸件孔位偏移借料的定量判断法
乌丹宾馆 乌尼
内容提要 许多单孔、多孔的套类、连杆、箱体等铸件,由于制造工艺和技术水平等因素的影响,造成孔位变形、变位、孔距变化、壁厚不均、裂缝、缺口、缩孔、歪斜、偏心等铸件缺陷。因此,在加工、划线中必须借料才能保证加工质量。在现有的技术文献中,借料往往采用多次试划法、定性分析来确定。本文采用定量判断法,运用借料量的具体表达式进行借料,在实际使用中效果较好。此法简便,利于操作,能大大提高划线加工效率,降低加工成本,减少产品的报废率。
关键词 孔位偏移 借料 定量判断法
一、前言与背景
本人在宾馆从事钳工机修,工作多年,对铸件中支架、连杆、箱体、套类等坯件的划线与加工,碰到制造工艺、技术水平、人员素质等因素的综合影响,造成铸件变形、变位、孔距变化、壁厚不均、裂缝、缺口、缩孔、歪斜、偏心等铸件缺陷,因此在加工过程或者在划线过程中,如果不通过正确的借料,会造成许多半成品的报废。本人通过赤峰市范围内各大铸造厂和机械制造厂的初步调查:不正确借料造成的报废占整体加工过程中报废70%以上,因此对这些形状复杂的铸件,除了在加工中借料外,还必须在划线中借料。如果在划线中能通过正确借料,那么在加工中就能保证技术要求,不出现报废品。如果通过划线借料不能保证加工要求的,就直接报废,不必要下道工序的加工,造成人、财、物、机、具等资源的浪费。因此钳工中,对划线工的综合素质要求比较高,同时在钳工的各操作岗位中,划线具有相当重要的地位和作用,通过划线便于复杂工件的装夹,便于及时发现处理不合格的毛坯,通过划线可使误差不大的不合格品变成合格的产品,同时划线中借料技术好坏直接反映划线工的技术素质,体现产品的质量和企业的效益。
我们在从事划线岗位时,碰到箱体类等铸件,需要借料时往往是通过眼睛看,凭经验多次的试划、调整来进行借料,费时、费力。查找有关资料、教材、技术文献,如各种版本的钳工工艺学、机械制造工艺等有关资料,对划线中的借料部分也只是介绍定性分析,通过试划调整来解决,没有明确的表达借料量的大小和借料量的方向,大大降低了划线效率,同时增加了铸件的报废。现介绍一种定量分析法,得出借料量的具体表达式及能否借料的判断式,即借料定量判断法。在实际工作中,直接运用此法,便于掌握,利于操作,大大提高了划线效率和划线质量,降低铸件的报废率。
二、定量判断法的表达式
(一)套类铸件的定量判断表达式。
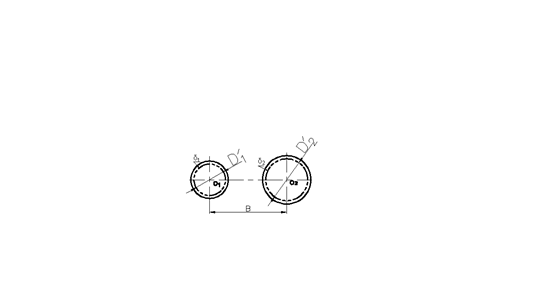
如图所示的圆环是一个铸件的毛坯,其内外圆都要加工,由于铸造原因造成内外圆偏心较大,需要内外圆同时借料才能确定。
设圆环毛坯尺寸,外圆直径d1′,内孔直径D2′,最大壁厚为hmax,最小壁厚为hmin,设加工后外圆直径为D2,内孔为d1,见下图一。,设外圆单边加工余量为δ1、内孔单边加工余量为δ2,借料后外圆最少加工余量为δ1min,内孔最少加工余量为δ2min,,斜线部分为加工余量,,内外圆中心偏心量为a,见下图一。
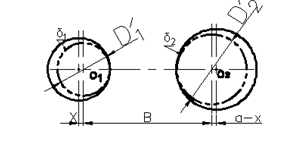
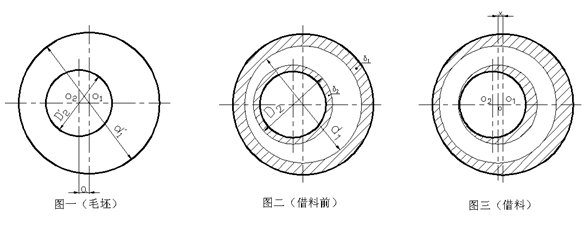 不借料划线时,见上图二,加工后工件出现偏心,不能保证产品要求。
不借料划线时,见上图二,加工后工件出现偏心,不能保证产品要求。
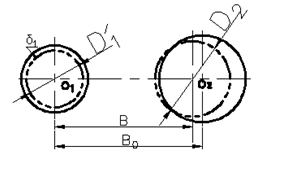
采用借料划线时,见上图三。
1、确定偏心量a
根据图3列方程:
hmax+(D1′/2 - a)= D1′/2+ hmin+a
解得:a=(hmax-hmin)/2
2、根据a判断能否借料
假设圆环借料后如下图所示:
①若δ1min<0或δ2min<0,或hmin<h标(h标为加工后的要求壁厚)则不能借料,此时即δ1-x<0或δ2-(a-x)<0,解此不等式得a>δ1 +δ2,
因此,不能借料的条件是a>δ1 +δ2或hmin<h标
②若δ1min=0或δ2min=0或hmin=h标时虽能借料但属于危险品
③若a<δ1 +δ2或hmin>h标,则能借料
借料有二种情况:
A、 当a<δ1 和δ2中的大值者,则可以一孔借料,借料量为a,另一孔不借料。
B、 当δ1 和δ2大值者≤a<δ1 +δ2时,则必须两圆同时借料,那么往哪个方向借料,借料范围多少?最佳借料多少呢?
3、确定借方向、借料范围、最佳借料量
①借料方向
借料方向的原则是两孔同时向中心借,故O1′向右借料,O2′向左借料。
②确定借料范围和借料量
设外圆O1借料量为x,内孔借料量则为a-x,根据加工要求:
由δ1min =δ1-x>0,δ2 min =δ2-(a-x)>0可得
借料范围:a-δ2<x<δ1
若内外圆的尺寸及技术要求,加工余量相差不大,可取δ1min =δ2min即得到
X=a/2+(δ1-δ1)/2 此式就是借料量的表达式
根据上述分析,把圆环偏心的借料定量法总结如下:
两圆偏心量a=(hmax-hmin)/2
若a>δ1 +δ2或hmin<h标,则不能借料,此时为报废品;
若a=δ1 +δ2或hmin=h标,此时为危险品;
若a<δ1 +δ2时,此时可以通过借料保证加工要求,
借料量为:X=a/2+(δ1-δ1)/2
借料方向为两圆同时向中心靠。
借料范围为:a-δ2 <x<δ1
当a<δ1 、δ2中的大值者,可利用一孔借料另一孔不借料,取δ1 、δ2中的大值的圆借料,也可以两圆同时借料,最好的借料是两圆同时借料。
当δ1 、δ2中的大值<a<δ1+δ2,则必须两圆同时借料,否则不能保证加工要求。
(二)箱体、连杆等两孔距偏小或偏大的借量定量判断法,现简单分析如下:
现有一箱体两轴承孔,毛坯孔距为B′。要求孔距B0,毛坯状态时,两孔距偏小,偏小量为a,两孔加工余量为δ1、δ2,现按三种情况分别划线如下图示:
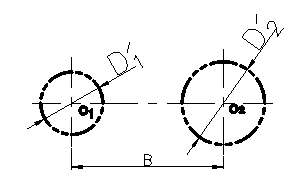
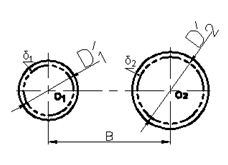
毛坯划线状态 1)不借孔距划线
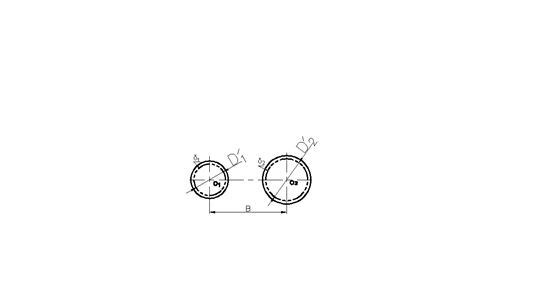
2)保证孔距前提下,借一孔划线 3)保证孔距前提下,借两孔划线
根据上图三种划线情况:
第一种情况:不借料划线需能保证合理的加工余量,但不能保证孔距B0。第二种情况:一般划线法,需能保证孔距和一孔加工余量,但另一孔无加工余量。第三种情况:采用借料划线法,既能保证孔距,又能满足两孔的加工余量。
1、确定两孔距变化量a,毛坯孔距为B0′与图纸要求孔距为B0之差,即a= B0′- B0,当a>0,孔距偏大,当a<0,孔距偏小。
2、根据a判断能否借料
①若a>δ1+δ2,则不能借料;
②若a =δ1+δ2,即δ1min=0, δ2min=0,虽能借料,但不能绝对保证加工要求,属危险品;
③若a<δ1+δ2,则通过借料,才能保证加工要求。
借料也有两种情况:
A、 当a<δ1 和δ2中的大值者,则可以一孔借料,借料量为a,另一孔不借料。
B、 当δ1 和δ2大值者≤a<δ1 +δ2时,则必须两圆同时借料,才能保证加工要求,那么往哪个方向借料,借料范围多少?最佳借料多少呢?
3、确定借方向,借料范围,最佳借料量
①借料方向
当a= B0′- B0>0时,两孔同时向内借料,当a<0时,两孔同时向外借料。
②确定借料范围和借料量
根据圆环的分析,同理两孔的借料范围为a-δ2 <x<δ1(x为O1孔向右借料量)借料量表达式X=a/2 +(δ1-δ2)/2(δ1、δ2为单独状态不借料时的单边加工余量)。
现把两种借料定量判断法总结如下:
两孔距变化量a=B0′-B0
若a>δ1 +δ2,则不能借料,此时为报废品;
若a=δ1 +δ2此时为危险品;
若a<δ1 +δ2时,此时可以通过借料保证加工要求,
借料量为:X= a/2 +(δ1-δ2)/2
借料方向为两孔同时向中心靠。
借料范围为:a-δ2 <x<δ1
当a<δ1 、δ2中的大值者,可利用一孔借料另一孔不借料,取δ1 、δ2中的大值的孔借料,也可以两孔同时借料,最好的借料是两孔同时借料。
 当δ1 、δ2中的大值<a<δ1+δ2,则必须两孔同时借料,否则不能保证加工要求。
当δ1 、δ2中的大值<a<δ1+δ2,则必须两孔同时借料,否则不能保证加工要求。
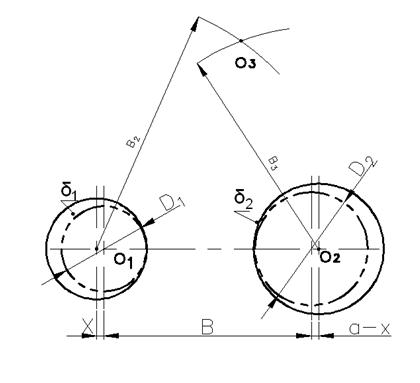
(三)三角形的三孔借料法,借料方法同上,在确定第三孔中心时,先确定两孔的借料点,再确定第三孔的借料点。见下图示:以O1O3′、O1O3″划圆弧得到交点O3即为第三孔的借料点。
三、实际应用举例
例一
现有一套筒坯件,经实测尺寸如下图示,请通过借料划出坯件加工线。
解:根据题意可求得:δ1 =(¢48-¢40)/2=4
δ2 =(¢26-¢20)/2=3
① 求偏心量a=(hmax-hmin)/2=(17.5-9.5)/2=4
② 判断能否借料:因为a=4<δ1 +δ2=7,或hmin=9.5<h标=6.5,所以能借料。
③ 确定借料方向:O1向右借,O2向左借。
④ 确定借料范围和借料量:根据a-δ2<x<δ1,xO1向右借料量,借料范围为0≤x≤4
借料量:x=a/2+(δ1-δ2)/2=4/2+(4-3)/2=2.5
讨论:若此题采用O1或O2单独借料,因为a=4=δ1,故为出现危险品。
例二:某一连杆的二孔坯件经测得如下图
解:孔距偏移量a=B0- B0′=40-36=4
δ1=(¢18-¢10)/2=4 δ2=(¢22-¢12)/2=5
因为a=4<(δ1+δ2)且,a<δ1和a<δ2,所以此题可以一孔借料,若一孔借料,则以右孔借料为好;若采用两孔同时借料,则两孔同时往外借,设左孔向左借料量为x,右孔向右借料量为a-x。
X=a/2+(δ1-δ2)/2=4/2+(4-5)/2=1.5
讨论:在上题中采用一孔借料时虽能保证加工要求,但对加工造成麻烦,切削会造成单边切削,不利于切削加工,甚至会出现危险品。
四、借料的定量判断法的推广应用及效果
我们把这种方法从在教学中每年向学生推广,学生毕业后在实际工作中运用此法感觉简单、方便,便于掌握,减少许多借料中的误区,提高工作效率,降低了产品报废率,通过与各企业相关技术工人技术交流,把此法推广给他们,他们也得到了积极的采用。
通过运用此法与不运用此法的调查,得出如下调查结论:
同一坯件划线时间降低一倍以上,劳动调度降低一倍以上,划线效率提高50%以上,对工人的综合技术素质降低要求,产品的报废降低30%以上。
当然,运用定量判断法还需要定性分析,也有必要一定的试划法和调整法,将此法应用于多孔距偏心借料,有待进一步探讨。
第二篇:钳工高级技师论文:高级钳工的复合教学与交叉教学

教育园地EDUCATION SALON
编辑︱王海英︱E-mail:zhiyezazhi@163.com
职业与教育
高级钳工的复合教学与交叉教学
文/梅少华
制造业市场的需求就像高考指挥棒,我们技工学校必须服从指挥、随之转动,适时调整培养目标和教学内容。因此,技工学校培养的高级钳工再不能是单一的钳工,而应该是广义的技艺精湛的高级钳工多面手。只有这样,才能适应当今制造业的各个层面要求;也只有这样,才能强化学生的上岗就业能力和职业迁移能力。基于市场调查,基于国家职业标准,我们实施推行的复合教学与交叉教学模式应运而生。
也编入高级钳工分级模块教学大纲。
所谓“交叉教学”,就是在高级钳工教学计划表中合理科学地规定三种主要技能和两种相关技能的教学时间段,并确定其教学时数。同时在高级钳工教学进程表中,合理科学地设置三种主要技能和两种相关技能的教学专题,并确定完成时间。在实际教学的运作中,将一个班40名学生分成甲、乙两组,在实习教学周中进行交替更换教学。
第一种交叉模式:
甲组由一名电氧焊模块教师进行教学,乙组由一名冷作钣金模块教师进行教学,连续实习两周后交换。
第二种交叉模式:甲组由一名机床维修模块教师进行教学,乙组由一名模具制造模块教师进行教学,连续实习两周后交换。
复合教学与交叉教学这一模式,是在学生的高级阶段即三年级第一学期开始运行的,也就是说,在学生完成了钳工基本操作技能的学习训练之后进行。
一、复合教学与交叉教学的主要模式
1.模式解读
复合教学与交叉教学是一种创新、尝试、探索的教学模式。所谓“复合教学”,就是按照国家职业标准的工作要求,将机修钳工、装配钳工、工具钳工的各自专项的职业功能加以综合后,作为三个主要技能模块编入高级钳工教学大纲。同时,将电氧焊、冷作钣金两个相关技能模块
表1 教学内容设置
是传授理论知识,让学生掌握基础理论,拓展专业
教学内容设置
模块技能要求
⑴电阻器、电容器、电感器、变压器
视野,为学生实践技能的训练以及可持续发展奠定基础;训练的项目就是要解决将理论和知识转化为具体技术能力的问题。这两者是密切关联和相互对应的,它保证了理论与实践的充分融合,也正是模块化教学体系的宗旨。此外,在模块的具体内容设置上,还要充分考虑前后模块之间理论知识、技能训练项目上的对接和呼应,要在逻辑上和教学安排上缜密地协调。
元器件识别能力钳工操作技能
仪器设备使用能力焊接技术能力
装与调试能家用电子产品维修能力
的基本性能;⑵半导体二极管、三极管、场效应管和集成电路的基本特性和主要参数
划线、锯削、錾削、锉削、钻孔、攻丝、矫正、装配等
计、示波器、万用表、扫频仪、数字示波器、JT仪的使用方法
⑴电子线路安装流程与调试方法;⑵收录机的制作与调试
组合音响、遥控彩色电视机等常用家电产品维修技能
《电工基础》《电子技术基础》《基本钳工操作技能》
《电子测量与仪器》
《收录机原理调试与维修》
试与维修》《彩色电视机原理调试与维修》
四、考核方法及评分标准
为保证每个能力模块的有效执行,在模块的设计中都必须包含以下内容:模块教学大纲、课程大纲、训练大纲、考核标准、考核试卷、实施计划。这些内容严格地规定了模块的教学目标、所应达到的标准、考核方式方法、试卷样题、课程与训练的具体实施安排等,具有良好的可操作性。考核是检查教学效果的重要手段,一套完善、规范的考核措施,可有效地提升实习教学质量。
考核的内容应尽可能全面地反映本模块的技能要求,考试内容强调实际技能,要有适当的开放性试题,重视考查学生的创新能力和综合运用专业知识解决问题的能力。通过对学生学习成绩的分析,及时指导和改进教学和学习,使考核评价真正促进学生学习与发展。
(作者单位:广东省工商技工学校)
简单电路开发与设计能力
术;⑵用AT89C51实现28路灯光控制;⑶用AT89C51制作八位数字频率《单片机原理》
职业基本素质
社会的时间管理和工作目标管理理念;⑶有效沟通技巧,使沟通带动工《职业道德》《就业指导》

职业与教育
EDUCATION SALON
教育园地
编辑︱王海英︱E-mail:zhiyezazhi@163.com
2.模式依据
《国家职业标准?机修钳工》的专项职业功能侧重于机床的安装与维修。其中国家职业标准的工作要求规定高级阶段:“能够完成精密、大型、复杂、成套、高温、高压和数控设备的搬迁和安装”,“能够对精密、大型高温、高压、耐腐蚀、高速运转的机械零件或运动副进行修复及调整。”
《国家职业标准?装配钳工》的专项职业功能侧重于加工与装配。其中国家职业标准的工作要求规定高级阶段:“能够进行复杂、畸形工件的划线”,“能够钻削、铰削高精度孔系;能够刮平板、方箱达1级”,“能够装配铣床、磨床、齿轮加工机床、镗床等普通金属切削机床,并达到技术要求。”
《国家职业标准?工具钳工》的专项职业功能侧重于工模夹具的制造。其中国家职业标准的工作要求规定高级阶段:“能制作多元组合几何图形的配合零件,并达到较高配合精度”,“能进行复杂、精密、大型工具、量具、夹具、刀具、模具等工艺装备的组装,修整及调试。”
国家职业标准关于上述三种钳工的工作要求,在基本操作技能的界定上,是完全相同的。比如:锯削、錾削、锉削、钻孔铰孔、功丝套丝、刮削与研磨等基本功方面,三种钳工的专项职业功能在高级阶段才有了明确的分支界定。
3.模式优势
(1)教师专长的充分发挥。在复合交叉模式的教学中,既能教授技术理论且在某项操作技能上有专长的模块教师至为关键。让这些教师专攻所长、专门从事某项技能模块的教学,让他们一心一意教好教精,淋漓尽致地发挥各个模块教师的专长,把他们的绝活绝招传授给学生。
(2)教学资源的合理应用。一般技工学校的教学资源都是有限的,采用复合交叉教学的模式,方能合理地、充分地应用有限的教学资源。比如说,电氧焊设备与刮研设备的交叉应用,机床维修设备与模具制造设备的交叉应用。
(3)学生能力的综合培养。高钳毕业生的技术综合素质的高低,直接影响到他们将来的职业适应能力和岗位变动能力。而采用复合教学与交叉教学的模式,则大大提高了学生的技术综合素质,不仅使毕业生有一技之长还有多技之长。2003级高钳班毕业生身兼机修、模具、冷作电焊三大技能,同时掌握了计算机CAD绘图的技能,成为各类企业的“抢手货”。某石化总厂一次就聘用该专业毕业生15名;远在上海的BYD公司也慕名而来,不等学生拿到毕业证就当即带走10名毕业生。这就是最好的社会效果评价,这就是该教学模式被实践所证明了的最大优势。
二、复合教学与交叉教学的过程控制
1.学生等级分流,末位教育和分级颁证的量化监控(1)等级分流。每学年分级模块考试结束后,进行学生成绩汇总。教务科组织各级模块教师共同分析学生考

试成绩的优劣,并结合学生平时学习态度、思维能力和独立操作能力,按优、中、差进行分档处理。将优秀生、中等生编为一个模块教学班,进入高一级阶段的学习;将差生编为一个模块教学班,强化补习本等级的教学内容,直至达标。
(2)末位教育。每学年分级模块考试结束后,按学生成绩的优劣,予以排序。每个教学班的最末两名进入停课思想教育程序,由学生科与班主任配合学生家长共同教育,并要求学生写出定期完成本等级学习任务的措施。教务科根据学生的态度和措施,决定末位学生是否继续学习。
(3)降级升级。进入高一级阶段的学生若不认真学习,平时考核最差者、分级模块教学专题考试两次不及格者,降级到补习班学习;本等级补习班的学生成绩提高较快且学习态度、学习热情稳定向前的学生可升级到高一级学习班学习。
(4)分级颁证。三学年按规定达标级别进行严格考核,考核成绩达到高级水平的学生,给予办理高级职业资格证书,达不到高级水平的学生,一律给予办理中级职业资格证书。
此种量化监控是既从学生进入高级阶段的源头上进行监控,又从毕业时达标颁证上给予监控。不少学生从不主动学到主动问老师,从懒动手到勤动手,无形推动差生,有效激励优秀生,逐渐形成了一种你追我赶、动手动脑、奋发向上的学风。
2.高级钳工教学专题的设置与细化监控
近年来,我校推行实施分级模块教学法,其精髓就是设置分级模块教学专题并按质按量地完成。它是分级模块教学法的一根红线、一根主线,实习教学和理论教学围绕它前行。所谓分级模块教学专题,就是按照国家职业标准的初级、中级、高级的工作要求而设置的典型零件加工系列,每一个教学专题包含技术图样、考核评分表、工艺卡片三种技术文件。
在复合教学与交叉教学的过程中,每一个模块教师都必须按照分级教学大纲中规定的高级钳工教学专题进行教学。如工具钳工的高级教学专题有《双燕尾合套》《V形圆弧锉后配》《内外六方组合体》等,机修钳工的高级教学专题有《半轴器制作》《CA6140车床装配与调整》《外圆磨床装配与调整》等。这些教学专题涵盖了操作技能的多个单项作业项目和专业基础模块所涉及的学习内容,在技术要求上又与国家标准的规定环环相扣。
“乘风破浪会有时,直挂云帆济沧海”,在职业教育的教研教改天地里,高技能人才的培养是一道复杂系数高、突破创新量大,需要勇于探究破解的“应用题”。笔者学校在“视质量如生命,视学生如子女”的教学理念指导下,正在努力解读破译这一道道的“应用题”。认真实施推行创新的教学模式,给学校注入了强劲的活力,能培养出一批批有着过硬技能技巧的毕业生,宛如涓涓细流不断融入到国企、外企、私企、军工企业的洪流。
(作者单位:湖北宜昌市机电技工学校)