多品种车身混流焊装
自动线夹具精度漂移的分析和解决
工 种:工具钳工
申报级别:高级技师
职 称:技 师
姓 名:梁 ****
单位:东风汽车****公司
******厂****车间
多品种车身混流焊装
自动线夹具精度漂移的分析和解决
单 位:东风汽车有限公司****厂 姓 名:*****
鉴定等级:高级技师 鉴定工种:*****
【摘要】:本文分析了大型夹具地板通常存在的精度漂移的原因及解决办法。焊装夹具通常采用整体式和拼装式两种本体,由于本体采用焊接线构件,体积较大,易产生局部强度不足和变形,如不消除就会造成夹具精度的走失,造成所焊接车身超差不合格。本文就多品种车身焊装自动线夹具的两种类型进行了分析和解决。整体式地板由于检测时和使用时所处安装状态不一致而引起尺寸漂移,分析后采用变形一致法解决了这一问题;拼装式夹具由于采用的支撑不合理而引起与左右侧夹具的位置精度走失,分析后采用了高度支撑和左右限制的方法控制了地板精度的走失。通过技术处理,避免了夹具精度漂移,提高了夹具精度,缩短了夹具生产周期,提高了劳动效率及经济效益。
【关键词】:地板精度 漂移 分析 解决
混流线是一条我厂设计制造可通过5种车型的混流焊装线。该线有地板4个工位、合装2个工位、补焊3个工位,共计9个工位。全长53米,生产节拍1台/3分钟,自动输送。该线有5种车型转换开关,自动换型和车型识别装置,可混流焊车。车型:单排、一排半、双排、东风之星、宽系列等5种车型。
1、问题的提出
由于混流车型较多,精度要求较高,夹具体为焊接结构件,体积大易产生局部强度不足和变形,如不消除就会造成夹具精度的走失,即地板精度飘移。焊装夹具是在车身焊接时起定位夹紧用的专用夹具,分为分装夹具和总成夹具。分装夹具由于所焊零件较小一般为整体式,合装夹具要求把各分装夹具所焊出的零件组合到一起,所以空间较大,一般为拼装式。车身总成的尺寸公差一般为±1mm,夹具上尺寸公差要求±0.3mm,夹具本体(底板)在设计时为减少材料消耗,降低成本经常采用框架式焊接结构件,本体在安装部件后由于受到重力的影响而引起本体产生弹性变形而局部下凹,带动部件位移而产生精度走失。这一现象在轻型车老线及美国DCT线上早已反映出来,后果是车身严重歪斜,影响车身质量及美观。由于当时轻型车两条线已严重超差,急需新的焊装线来生产车身,为避免新线产生和老线同样的问题,在安装前调试中进行原因分析及采取措施是必要的。
综上所述夹具地板精度飘移的解决在车身焊装上的应用极其重要,也是焊装线制造成功的关键问题。
2、问题的分析和措施
一般焊装夹具地板分整体式和拼装式两种。
2.1整体式地板夹具
整体式夹具地板在厂内预验收时三座标检测合格,然而在用户现场二次安装后往往发现50%的夹具精度超差,原因往往是地板支撑位置高度与三座标检测时不同变形所至。
2.1.1 分析
焊装夹具地板常采用钢板与槽钢焊接结构,如图2.1.1所示,焊接完后去应力退火,然后用刨床或铣床粗加工上下面,再以加工过的下底面为支撑精加工上平面。上平面平面度一般要求0.1mm。夹具在三座标检测时地板放在三座标基座上,地板下表面与精度很高的基座贴合,这时地板所处的状态与精加工时一致,地板无变形。在完成检测后到用户现场安装时要装上地脚,这时地脚与地面贴合支起地板,这就会造成两种变形,第一种是地脚支起地板时各支承点不能达到测量时放置的同一平面所带来的地板变形,另一种是由于地板中心部位没有支撑下凹而引起的变形,这两种变形使整个地板处于一种复杂变形中而造成的精度走失。
图2.1.1 整体式地板
2.1.2解决措施
解决这一问题也应从变形着手——变形的一致性。首先在三座标检测夹具时地板的安装方法与现场一致,用等高垫铁垫到各地脚处后压紧地板,然后测出地板上如图2.1.2至少八点高度坐标值,并打印在相应位置上,进行精度检测。在现场安调时,恢复八点的相应高度座标,这样三座标检测时和现场安装时夹具地板的状态一致,精度值也一致,经多次检测试验,采用这种方法的夹具精度合格,满足夹具的使用要求。采用这种方法的意义在于现场安装时无便携式三座标复检也能做到对夹具精度心中有数,避免了过去大量的复调精度时间及对便携式三座标的依赖。
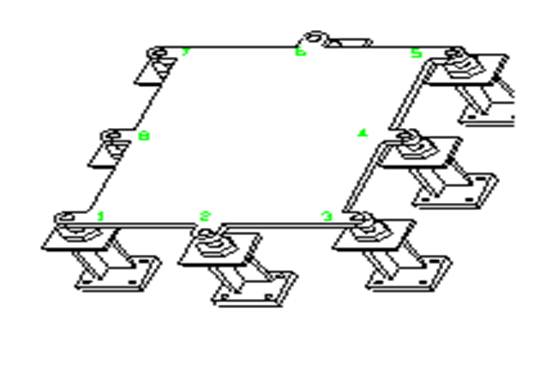
图2.1.2 变形一致性
2.2拼装式地板夹具
 总成焊夹具(如图2.2及照片所示)一般分三部分:地板夹具及左、右侧夹具,它们以准确的相互位置关系来保证车身总成的质量。通常左右侧围夹具与地面有良好的联接,地板夹具部分采用输送横梁架起的形式,由于输送横梁的下沉变形及输送时振动常常造成地板夹具的不规则移动,这就造成了地板与左右侧围的位置精度飘移,而影响车身总成质量。
总成焊夹具(如图2.2及照片所示)一般分三部分:地板夹具及左、右侧夹具,它们以准确的相互位置关系来保证车身总成的质量。通常左右侧围夹具与地面有良好的联接,地板夹具部分采用输送横梁架起的形式,由于输送横梁的下沉变形及输送时振动常常造成地板夹具的不规则移动,这就造成了地板与左右侧围的位置精度飘移,而影响车身总成质量。
图2.2拼装式地板

图2.2照片 拼装式夹具实物
2.2.1分析
空间直角坐标系中的物体有六个自由度 ,要使物体没有位移,就必须限制这六个自由度。地板夹具虽有输送横梁架起已限制六个自由度,但由于横梁刚性差,日久弯曲下沉引起地板夹具的不规则位置漂移,造成地板夹具与侧面夹具相互位置关系完全失效。为验证横梁的刚度,我在输送运转时使用百分表对横梁进行测量。运转时横梁最大位移为0.85mm,运转停止后横梁上一点所处位置相差最大为0.32mm左右,并且无规律,那么就会带来横梁上的夹具地板产生高度、前后、左右的位移,地板夹具与侧围夹具相对位置发生无规律变化而造成精度走失。所以如果保证地板夹具的位置精度,就必须在横梁下沉位移前采取措施,限制地板夹具的精度漂移,保证地板夹具与完全限制位移的侧围夹具的位置精度,来保证车身的正确性状。
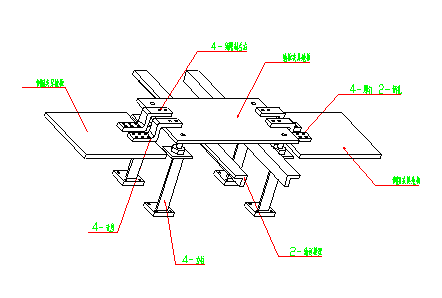
2.2.2措施
在解决这一问题时,在高度方向上,采用4根立柱,从四角支撑地板并固定,用立柱的作用是消除地板高度方向的尺寸飘移。在限制地板前后左右尺寸飘移时,采用4个连接支座,首先将支座联接在左右侧围上,待夹具三部分相互位置关系找正后,采用销子和螺栓分别将左右侧围与地板的位置固定。支座与左右侧围贴合固定而与地板之间有3-4MM间隙,原因是为了降低支座的加工精度。如果要贴合虽然可以增加地板定位的可靠性,但支座的修配量极大,外出调试条件不允许。而左右前后位置的控制由销子控制,作用不降低。
经过以上的处理,保证了焊装线夹具的精度,通过5个月每天160--320辆运行后对夹具进行了复检,证实了夹具精度稳定,其中总成的主精度走失在0.05mm以内,满足夹具使用要求,确保了车身精度要求,焊出的车身质量完全合格。
3、效果与应用
由于采取的措施合理有效,保证了设备质量的稳固可靠,延长了设备检修周期,保证了价值390万元的设备使用效果。混流线投入使用以来每班产出优质车身160台左右,创效明显,股份公司轻型车80%出自这条线,为股份公司的快速发展作出了较大贡献。混流自动线的安装调试为今后同类设备积累了宝贵经验,并得到了推广应用。八点法在神龙公司、中誉公司、D310等项目中运用效果良好,减少了调试时间及调试费用,缩短了生产周期。拼装式夹具的固定方法也在生产中得到了应用。
这是我厂第一条投入实际生产的焊装自动线,开创了国产焊装自动线的多品种混流,少投入高产出的典范,做为这条线的安装调试负责人,我获得了东风公司科技进步二等奖和中国汽车工业科技进步三等奖。
通过以上的实例,我们可以认识到技术工人必须掌握一定的夹具设计原理及专业知识,要在平时的工作中善于找出问题,解决问题,这样对提高产品质量、增产创效具有非常重要的现实意义。
第二篇:盐城市技师、高级技师论文格式及撰写答辩要求
盐城市技师、高级技师论文格式及撰写答辩要求
文 提 交 封 面 格 式

论 文 撰 写 格 式
文章撰写与答辩要求
1.文章撰写要求
●字数 2500-5000 字,一式三份;格式按统一规范要求打印装订。
●文章内容应达到以下四条标准:
①文章内容是否围绕主题,主题是否突出;
②论点是否鲜明,得出的结论是否正确,是否有创新;
③论证过程是否逻辑严谨,数据是否准确,阐述是否完整; ④文章的文字是否通顺流畅,表述是否恰当。
2.答辩要求
●答辩组的组成
一般由3-5 名评委组成,评委应具有本职业高级专业技术职务或高级技师职业资格且持有高级考评员证卡。
●文章内容评定要求
实操型专业文章应体现实用性和独创性;理论型专业文章应体现理论性、概括性和逻辑性;报告型文章应体现报告性、客观性和真实性;评述型专业文章应体现评论性和综合性。
跑题、偏题,或结论不正确,或论据、数据不准确,或逻辑结构严重混乱,或语句文字不通顺,病句、错别字太多的文章为不合格文章,不得参加答辩。
●成绩评定
文章内容占40%,个人表述及提问答辩占60%。
总成绩为每位评委评定的成绩算术平均值。
3.答辩程序
●答辩由答辩组组长主持;
●答辩人在5--8 分钟内简要叙述文章的主要内容和主要说明的问题;
●答辩组进行提问,答辩人当场作答,答辩时间15 分钟。答辩人须正确回答三分之二以上的问题才算通过。
文 章 答 辩 评 分 表