精益生产理论学习总结——ANPS
作者:川北小哥 来源:blog 时间:20##-02-09
ANPS代表先进(A),新(N),生产(P),技术(S)。
1.何为ANPS?
ANPS代表:Advanced (先进)?New (新)?Production (生产)?Skills (技术).它是整合近代所有生产技术及管理的整合运用,其目的在协助企业赚取更多利润的改善策略。它融合了下列的主要观念及技法:
(1)Six Sigma六个西格码
(2)Lean Production精益生产
(3)Toyota Production System丰田生产方式
(4)Just In Time及时生产
(5)Total Quality Management (TQM)全员品质管理
(6)Total Productive Maintenance (TPM)全员生产保全
(7)Supply Chain Management供应链管理
(8)Quality Control Circle(QCC)品管圈活动
2.ANPS先进新生产技术它包含了“心”、“技”、“体”三大内涵的完整改善体系。
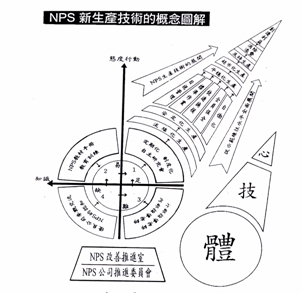
“心”"是指思想,观念的部份,ANPS与传统生产观念思想有完全不同的认识。
“技”"是指技法,手法的意思。虽然有了思想观念,但若不知道有什么方法才能夠实现這些思想观念。那么,这些思想观念也只能像空中楼阁虛幻存在,一点用处都沒有。ANPS为实现前面的"心",即思想观念,也特別提供了相关的改善技法,分为"四大招式":
(1)第一招:流线化生产
以建立"一贯化、一个流、同步化"的产品別細胞式(Cell Production)的流线生产线为目标。透过流线生产,可以快速縮短生产交期,減少在制品库存,提高劳动生产力,降低不良率,节省空间等诸多好处,可以说是"ANPS-Lean 6 Sigma"改善活动的切入点。
(2)第二招:安定化生产
追求使生产线能夠定生产,又包含如下六个子技法:
a.6 Sigma六标准差:借用统计手法及寻找真因七手法及防错机制的(Fool Proof)来追求零ppm不良的品质保护,满足顾客之要求。
b.Standard Work标准作业:要以最少的人力配置,达成目标的生产量及沒有不良品的品质保证之生产方法。
c.Quick Changeover快速换模:锁短产品型号更换而停止生产活动的时间,以提升设备可动率,建立多种少量平准化生产的基础。
d.Jidoka人字边自动化:这与传统一般沒有人字边的自动化是不同的观念及做法。人字边的自动化是以追求零不良品质保证为目标。有不良品发生时,能自动停止生产。并能以低成本的方式达成少人化的小型、专用的适当速度的自动化机器设备。
e.TPM全员生产保全:强调结合作业员、管理干部、维修技术员、设备工程师等不同领域的人员,共同改善机器设备,消除设备可动率六大损失,以提升设备的可动率及制程能力。
f.5S and Visual Control 5S环境与目视管理:5S代表整理、整顿、清扫、清洁、教养五个主要的工作环境管理项目。目视管理则是使在生产现场能看一眼,即知有否异常状況存在的管理方式。
(3)第三招:平准化生产
意指要能以"多回少量"生产方式來生产。以減少材料、人力、设备等资源需求的波动幅度,保持稳定需求的状态。同时,也能缩短生产交期时间,也是生产计划体系的改造活动。
(4)第四招:超市化生产
意指以超级市场的后拉式(Pull)的运作方式,并借用"看板"來协助吾人进行物料库存降低管理的改善活动。利用"后拉式"之"看板",可以指示生产线及资材部门,何時该生产或购买何物多少数量。以达成降低库存及避免缺料停线的魚与熊掌兼得的效果。可以说是采购及资材管理体系的改造活动。
“体”是指实践,实做的意思。虽然,提供了"心"思想,观念,理论,以及实践的改善技法。但如果都沒有行动做的話,则永远不能实现理想。
3.此次项目涉及到的工具、手法、技法主要有:
a. 改善八大步骤 kaizen 8 setps
b.价值流程图 value stream map
c.生产意识大改革 concept change
d.一件流生产 one piece flow
e.标准作业 standard work
f.作业改善 motion improvement
g.5S目视管理 5S visual control
h.TPM生产保全 Equipment maintainment
i.快速换模 Quick Changeover
j.平准化生产 leveling producttion
k.后拉式看板生产 pull kanban production
l.单元生产cell production
4.何为kaizen?
Kaizen是中字"改善"的日文读音。但是,具体而言,Kaizen的意义,不是如大多数人想像的"改善"之意而已。跟英文 Improvement的字义有所不同。"Kaizen"隐含着下列的意义:
(1)要用自己的头脑智慧去改善,不是花钱从外面买近來做改善。
(2)从现状改起,持续不断地从小改变,而不是一步登天。
(3)是全公司每一位不同部门的员工都能做改善,不是某一特定部门的人才能做改善。
(4)要以小团队(自主研究会)定期(每月一回)从事改善活动(Kaizen Event)。
(5)着重五现原则:现场、现物、现实、现做、现查,并以"拙速巧迟"精神立即采取改善行动。
(6)Kaizen要设定具体化、数量化的阶段性之改善目标。
(7)Kaizen特別强调要具备"ANPS先进新生产技术"的观念,技法及实做。
5.何为精益生产lean production?
英文Lean的意义為"沒有赘肉且结实"。"Lean Production精益生产",是將Lean的意义,引用到企业的经营上。意指期望將一家公司企业,经营成沒有任何资源浪费的现象;运作成精致结实的样子,永续成長生存。"Lean Production精实生产",是由美国麻省理工学院的"日本专案计划"的研究教授James P. Womack及Daniel T. Jones,在研究日本丰田汽车的卓越生产方式之后,于1990年出版之一本书"The Machine That Changed the World"中首先提出。其后,又于1996年作者又出版另一本书"Lean Thinking"中,又再进一步详述更完整的概念,而使更多的国际知名大企业竞相导入实施。简而言之,"Lean Production精益生产",就是要彻底消除企业体內的任何投入资源的浪费,以创造出更多的利益产出,使企业赚取更多的钱。作者在"Lean Thinking"一书中,提出实施"Lean Production精益生产"的五大原则:
(1)Specify Value 确定价值
(2)Identify the Value Stream 掌握"价值流程"
(3)Flow 朝流线方式迈进
(4)Pull 建立"后拉式"
(5)Perfection 追求"尽善尽美"
6.何为TPM全员自主保全?
"TPM全员生产保全"的改善活动,是由日本发展出來的改善三大策略活动之一。其他二个为"TPS丰田生产方式"及"TQM全公司整合品质管理"."TPM全员生产保全"改善活动主要着重于对机器设备的保养及改良等的改善活动。近代的生产大都要使用不同的机器设备,机器的精度不良会影响产品的品质。机器如果故障多,就会影响产出量,延误生产交期,增加成本等等。所以"TPM全员生产保全"活动的主要目的,可以简化成要提升设备的综合效率(Overall Equipment Efficiency),或称为"可动率",也可以说要追求零故障、零不良、零灾害。"TPM全员生产保全"活动,着重于下列六大支柱的活动:
(1)自主保全
(2)计划保全
(3)个別改善
(4)初期管理
(6)易制设计
(7)教育训练
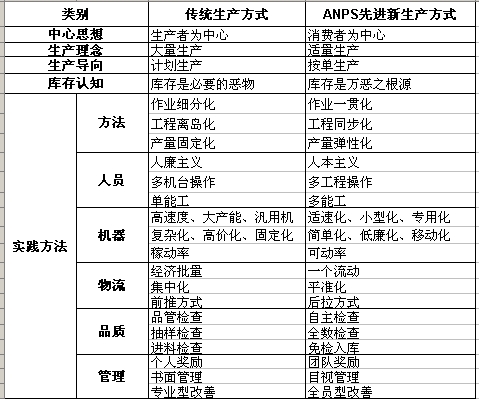
7.传统生产与ANPS先进新生产的区别:(见图)
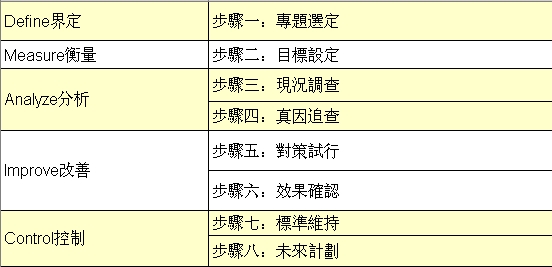
8.什么是ANPS-Lean 6 Sigma精益六标准差的DMAIC改善五大阶段及Kaizen 8 Steps改善八大步骤?
进行五大阶段,再分成Kaizen 8 Steps改善八大步骤制定如下的改善过程,并配合ANPS提供的工作表格,以利改善活动的实施。
ANPS提供的相关表格主要有:
(1)改善自主研究会登記表
(2)价值流程图
(3)时间测定表
(4)标准作业票
(5)自主研究改善成果表
(6)改善快报
(7)改善事例
(8)每小时生产管理表
(9)标准作业組合票
(10)产品別加工能力表
(11)五问表
(12)作业重点书
(13)生产绩效趋势图
(14)人员疏失表
(15)多能工训练计划表
第二篇:精益生产理论学习总结
精益生产理论学习总结
精益生产一切从改善开始,变传统的经验做法为科学有效的方法,消除MUDA,进而达到为企业获取更多的利润.
一.改善的意识
1.改善行动的20守则
在这次培训的课程上,许老师先给我们写了改善行动的二十守则,个人觉得对于指导改善蛮不错的,如下;
(1) 好就是不好,不好就是好,要能永无止境的改善下去.
(2)永无止境就是要追求 a) 提高劳动生产力 b) 减少不良率 c) 缩短交期时间 d) 降低库存 e) 节省空间
(3)就是有问题才要改善,不要等待没有问题才去改善
(4)要打破传统一个人,固定一个工序的观念,朝一个人操作多工序,操作的弹性化需求发展.
(5)要掌握现场、现物、现实、现做、现查五项原则,不要仅仅看书面记录.
(6)有五十分把握即可尝试去做。不要等到一百分把握才去做改善.
(7)改善要经历尝试才能成功,不是一次就成功.
(8)要贯彻拙速巧迟精神,马上动手做。不要在会议室思考讨论.
(9)用头脑智慧去克服问题,不是用金钱解决问题.
(10)要朝理想姿态迈进,不要寻找说明不能做的理由
(11) 理想姿态即是:a)依据产距时间生产 b)一个流生产 c)后拉式看板生产
(12)要发挥团队互助精神,不要单打独斗,要共同努力达成目标.
(13)要问五次为什么,找出问题的真正根源所在.
(14)先顾大局,例外情况要例外处理.
(15) 要观察有否无駄(Muda),无理(Muri),无稳(Mura),三无现象加以改善.
(16)改善固然可喜,维持更是重要.
(17)维持即是要遵守标准作业.
(18)要具备改善循环四大意识: a)品质意识(Plan计划) b)维持意识(Do执行) c)问题意识(Check 查核) d)改善意识(Action处置).
(19)医生开处方,病人要吃药, 老师教改善,要维持.
(20)问题就是机会,改善就是赚钱.
2.解决问题的两种方法:
一种是创新,但是必须应用最新,最好的科技或设备,这种方法必须投资大笔的金钱.
一种是改善,利用常识性的观念与方法,来达到提高的效果,不须花费多少金钱.
3.改善的五"心":
(1)信心:相信这些改善活动能给你带来好处.
(2)决心:下定决心赶快去做,不要忧郁不决.
(3)耐心:要永远持续地改善下去,成果自然呈现.
(4)关心:对员工表示出你的关心与重视之意.
(5)爱心:多用鼓励或者奖励的方式来激励士气.
二,改善活动的组织
1.改善活动的方式:
改善活动的意义:在顾问老师指导下,由跨部门的成员组成的小团队,在特定的期间内改善特定的课题.
改善活动的频率:每月一次
改善的天数:一般3-6天.
改善小组的组数:2-3个小组.
每组的成员数:一般3-9人
2.改善活动的程序安排:
(1)起始会议(一般在会议室1-2个小时)
目的:
a)检讨上一期改善活动的进展成果;
b)报告上期改善活动的困难点.
c)由改善小组组长报告本期改善的主题.(涉及的报告主要有自主研究会登记表,价值流程图,作业人员配分表,标准作业表,成果记录表,改善前后对比表)
d)指导老师的改善方向指示.
e)朗诵改善行动二十守则.
(2)在现场实施改善活动(第3-40小时)
a)所有改善小组成员及顾问老师均到现场进行改善.
b)依据改善八大步骤,进行改善活动.(八大步骤:拟定主题、设定目标、现状调查、原因分析、对策试行、效果确认、标准维持、未来改善计划)
c)要掌握五现原则(现场、现物、现实、现做、现查)
d)要以"拙速巧迟"的精神来进行改善.
(3)在会议室准备报告会资料(最后3-4小时)
主要准备的资料包括:价值流程图、改善事例、柏拉图、五问表、成果记录表、未来计划。
(4)召开结束会议(最后2小时)
a)各改善小组报告改善活动。(涉及的表格:自主研究会登记表、价值流程图、改善快报、柏拉图、五问表、改善事例、改善成果表、标准作业票、作业人员配分表(改善后)、未来计划)
b)指导老师讲评
c)公司最高层讲评
d)结束会议。
三.改善活动的实践
1.改善的八大步骤:
(1)主体选定
使用表格:自主研究会登记表.
要点:主题的写法要按照动词+名词的描述.比如提升劳动生产力,缩短交期时间等等。
(2) 目标设定:
使用表格:自主研究会登记表.
要点:选定与改善主题适当的衡量指标。用改善前指标与改善的目标指标达到指标量化。
(3)现状调查:
使用表格:时间观测表、价值流程图、作业人员分配表、标准作业组合票、加工能力表、柏拉图、五问表、改善成果表。
要点:是现状调查,而不是数据收集、现况调查意味着同时进行“寻找真因”、要掌握五现原则。
(4)真因追查:
使用表格:改善快报、五问法、作业人员分配表。
要点:利用“发掘真因七手法”即是:五现法、五问法、比较法、放大法、解剖法、地图法、潜水法。
(5)对策试行:
使用表格:改善快报、改善事例
要点:a)消除三无,即无駄.无理、无稳。b)拙速巧迟 c)用头脑智慧去解决问题,而不是用金钱去摆平问题。 d)有五十分的把握就去做改善,不要等到一百分才去做改善。
(6)效果确认:
使用表格:每小时生产状况表、生产排程表、改善成果表。
要点:效果若不好,要重复3-5步。成果要数量化。
(7)标准维持:
使用表格:标准作业票、作业人员分配表、每小时生产状况表、生产排程表、作业标准书、人为疏失表。
要点:应加强目视管理工具,一旦有异常情况发生,要立即采取措施纠正行动。
(8)未来计划:
使用表格:改善快报
要点:先建立一条示范线供观摩学习,然后尽量将改善的行动扩展到其他的地方。
2.改善成果的衡量指标:
(1)劳动生产力=产出量/劳动力投入(生产力=产出/投入).
(2)交期时间=库存数量/每日生产速率
制造交期时间=(材料+在制品+成品)/每日生产速率
生产交期时间=在制品/每日生产速率
(3)直通率=[(总生产数-总不良数)/总投入生产]*100%
(4)可动率=可动时间/生产计划时间
(5)三准率=准量率*准时率*准序率
准量率=实际良品产出率/计划良品产出率
准时率=按订单要求完成的良品数/计划完成数
准序率=依照顺序完成的项目数/生产的计划顺序项目数
(6)供货总合格率=品质效率*成本效率*交期效率(QCD)
(7)换模时间:因产品型号更改而必须更换模具或重新安排生产条件而停止生产的时间.
换模工时:因换模而耗用的人工工时.