煤气化试车总结 作者/来源:汪泽强,陈兆元,朱宁,许荣发,朱勇(中石化南化公司合成氨部,江苏 南京 210035) 日期:2008-12-5
1 概况
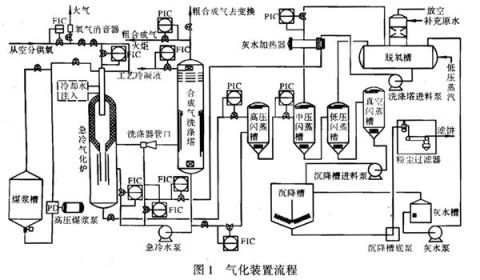
中石化南化公司大化肥合成氨气化装置采用德士古8.5 MPa部分氧化工艺、湿法水煤浆、激冷流程、黑水处理开路4级闪蒸,气化炉单炉最大干基产气量115000 m3/h。设计以烟煤或石油焦为原料制取合成氨原料气(CO+H2)。 其工艺流程见图1。烟煤制成59%~62%
水煤浆与氧气在8.5 MPa、1350 ℃的GE气化炉中发生反应制原料气,将富含有效气约75%~80%粗原料气经初步洗涤后送到净化单元。气化炉和碳洗塔排出碳黑水分别在 3.5,0.91,0.15,-0.08 MPa闪蒸降温、回收冷凝液、浓缩碳黑浆后送到碳黑过滤装置。
工程总投资约4.5亿元,2台8.5MPa、φ3200 mm高压气化炉,日产氨1000 t或小时产粗有效气(CO+H2)87500 m3,1开1备运行
模式。A炉于20xx年底工程竣工,20xx年1月11日正式投料,B炉20xx年9月建成投料成功。净化系统未作大的技改,目前在约83%负荷下稳定运行。
2 试车情况
2.1 运行情况和开工率
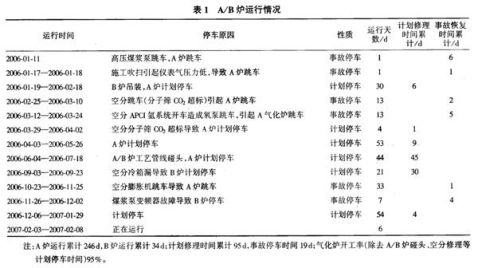
从20xx年1月11日至20xx年2月8日,2台气化炉共运行了6720 h,因为A/B炉不同时安装和试车,影响了生产的连续性;同时考虑到公司内的产品平衡(部分新建项目尚未投产或未试车完成)和油改煤项目中未对甲醇洗和变 换做彻底改动,影响了生产负荷。气化炉运行情况见表1。
2.2 试车数据与计算分析
随机抽取20xx年4月26日生产数据作为气化装置分析的依据,见表2,主要原料消耗数据见表3。
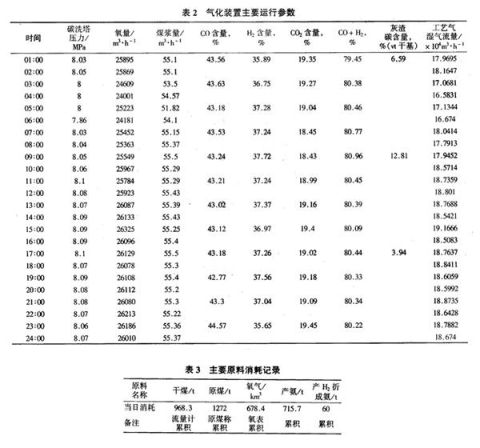
由表2可知,气化炉工况稳定,工艺气组分含量正常,有效气(CO+H2)均在78%以上,灰渣中残碳平均约7.8%,初步估计气化反应
碳转化率不低于96%。
1)碳转化率
吨氨折2100 m3(CO+H2)有效气,根据表2计算的日平均组分
含量:CO 43.36%,H2 36.99%,CO2 19.07%,查得当日干煤总碳含
量(质量干基)72.59%。
日干煤总碳:968.3×72.59%=702.9 t;折702.9×1000/12=58575 kmol。
当日气化炉产有效气(CO+H2):(715.7+60)×2100=1628970
m3。
当日气化炉产CO总量:1628970×(43.36%/(43.36%+36.99%))=879055.9 m3。
当日已转化碳(CO+CO2)总量:879055.9×((43.36%+19.07%)
/43.36%)=1265670.2 m3。
当日已转化的碳总量:折1265670.2/22.4=56503.13 kmol。 碳转化率:56503.13/58575=96.5%。
2)消耗及工艺气组分
当日产有效气(CO+H2):(715.7+60)×2100=1628970 m3。
干煤消耗:(968.3×1000)/1628970=0.60 kg 煤/m3(CO+H2)。
原煤消耗:(1272×1000)/1628970=0.78 kg 原煤/m3(CO+H2)。
氧耗:678.4×1000/1628970=0.42 m3 O2/m3(CO+H2)。
消耗比较见表4,工艺气成分比较见表5,其他原料消耗见表6。
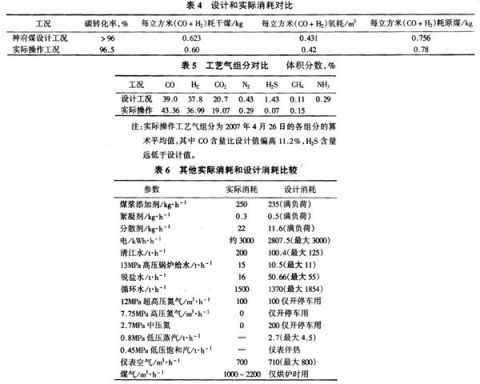
表4表明实际原料消耗和设计的原料消耗基本吻合,原煤消耗高主要是原料煤中的水含量(平均在14%~18%)高于设计值(8%~11%)所致。
3 试车中遇到的问题及处理措施
3.1 高压煤浆泵故障
高压煤浆泵多次发生电流超高、堵转等现象,使煤浆流量产生约
1.25 m3/h的大幅波动,初步判断煤浆稳定性较差,大煤浆槽有明显煤浆沉积。
处理方法:对棒磨机所有钢棒逐一检查,用新棒置换出磨损严重的棒和断棒;适当增加煤浆的黏度到0.8~1.2 Pa·s;将煤浆泵进
口管线由152.4 mm改为254 mm;增加煤浆添加剂流量计和吸铁器;对高压煤浆泵设备本体和地基进行检查;加强煤浆粒度的监控;投料前,高压煤浆泵提前强制打循环。另外,还准备将棒磨 机进口筛网由30 mm改为20 mm以下;大煤浆槽搅拌浆计划下移0.5 m;计划对棒磨机出口滤网改造,防止跑浆。
3.2 高压灰水泵故障
高压灰水泵(多级离心泵)多次发生轴瓦和机封损坏,最小回流减压阀阀芯多次磨损和断裂。
原因分析:每次开泵前准备工作不充分,盘泵、排气方法不正确,切换过滤器时忽略排气,最小回流减压阀长时间高压差操作。 处理方法:提前2h运行辅助油泵;辅助油泵运行后盘泵;排气主要在水连续注入泵体时在出口高点排;过滤器投用前一定排净内部气体,排气时先关闭过滤器出口 阀,排气完毕后再打开;增加过滤器排污口;对泵出口压力和流量加强监控,防止长时间超过额定功率;在最小回流减压阀后增加限流孔板;在最小回流减压阀旁增 加带弹簧自减压阀复线,防止启动时超压;泵启动并且运行正常后尽量全部关闭最小回流减压阀,减小磨损。操作优化后,泵检修周期连续运行6个月以上。
3.3 耙料机故障
槽耙料机发生2次严重轴变形和耙损坏。
原因分析:碳黑过滤机白天运行,晚上停,大量碳黑在沉降槽内积累,导致耙料机超负荷运行。
处理方法:碳黑过滤机24h连续运行;同时对碳黑过滤机、真空泵和渣浆泵等进行改造,保证碳黑过滤连续运行;将耙料机的监控电流由现场引到操作室24h监控。处理后已连续运行7个月基本正常。另外,还准备增加耙杆自提升装置。
3.4 闪蒸罐挡板损坏
高压、中压闪蒸罐内部挡板经常严重损坏,导致设备振动和罐壁明显减薄。
原因分析:气化炉排水量过大,压差大,排水闪蒸气量大、流速大,导致挡板容易损坏。
处理方法:对气化炉操作进行优化,逐步减少气化炉和碳洗塔的碳黑水排放量,降低减压水流速;投用2组并联减压阀,降低减压水流速。操作优化后,挡板修理周 期由1个月延长到2~3个月,到目前连续运行5个月,基本正常。另外,准备对高压—中压的减压阀采用竖式筒体减压阀模式,减少直接对挡板和罐壁的冲击;准 备增加第2套闪蒸系统,还准备考虑采用减压阀后增加分布管和孔板使减压水动量逐级衰减的方式。
3.5 其他
高压煤浆泵润滑油温度低曾造成润滑油流量低使煤浆泵跳车,后增加润滑油伴热;发生过气化炉烘炉多次回火,原因是锅炉水内漏,闪蒸产生蒸汽,使系统正压力; 氧切断阀的电磁阀进水导致氧阀误动作;高压煤浆泵变频器冷却风扇坏后变频器故障引起气化炉跳车;空分仪表气源压力低曾导致激冷水阀发生误动作等。
4 总结
1)煤气化装置在20xx年3月将煤气化负荷提到约100%,气化炉稳定运行约4h。因为净化系统在原料改造过程中未作大的动改,目前气化炉维持在约83%的负荷下运行,但此负荷下,甲醇洗等后续工序的CO2处理量已达到原始设计中以渣油/沥青为气化原料的满
负荷CO2处理量。
2)估算以烟煤为气化原料,83%的负荷下碳转化率为96.5%,有效气(CO+H2)平均80.36%,满足设计要求。同时根据3个月的
粗渣分析统计,碳含量<10%的样本率在70%以上,估计碳转化率应不低于96%。
3)现在煤气化炉约在7.5~8.2 MPa压力下操作,相对于同样煤种的4.0 MPa气化炉(如上海焦化厂),NH(和CH(30.025%)40.1%~
0.15%)的生成明显增加,碳黑水pH值低(出真空闪蒸罐pH值约
5.5)。目前气化炉高压运行时,工艺气中碳黑夹带明显减少,并且装置的热损失少,但泄漏率和闪蒸系统检修的频次较大。
4)初步估算装置的煤耗、氧耗和设计值吻合,装置的清江水消耗和分散剂消耗高于设计值,由于备用气化炉采用热备,燃料气消耗较大。
5)装置采用1开1备运行方式,系统可靠性和稳定性较差,同时气化压力高,设备和仪表选型困难,建议兄弟厂慎用1开1备高压运行模式。
第二篇:煤气化公司技能大比武总结
煤气化公司技能大比武总结
随着社会竞争的日益激烈,企业的发展不仅要注重外在经济效益的提高,更要注重内在的修养。而内在的修养则体现在员工综合素质的培养上面。所以,在此种形势下,煤气化公司组织了一场化工、维修电工方面的技能大比武。其目的是在不断提高员工劳动技能,不断增强员工创新意识,不断提升员工的综合素质。
此次比赛得到了公司领导的高度重视,成立了以公司领导为主任的组织委员会,并下设竞赛办公室,评审组,监察仲裁组,以确保比赛的公开、公平、公正。
本次大赛以“技能大比拼,争创公司技术能手”为活动主题,按实际情况分为A组(化工),B组(维修电工)。其中,A组主要进行的是……B组主要进行的是……
赛场上,选手们纷纷施展绝技,细心操作,一丝不苟,每位选手都立志要在比赛中亮出自己平时苦练的绝活,给公司和自己一个交代。经过几天的大比拼,比赛圆满结束。最终,电仪分厂6名选手中有5名进入了前八强。
这场比武激发了员工学习技术苦练本岗位技能的积极性,推动了大家整体素质的提高,进一步在全公司形成了尊重劳动、尊重知识、尊重人才、尊重创造的良好氛围,为实现企业的快速发展奠定了良好的基础。