当CX20106A 接收到40KHz(发射频率和解制必须一致)信号时,会在第7脚产生一个低电平下降脉冲,这个信号可以接到单片机的外部中断引脚作为中断信号输入用于计算时间差。在本电路的调试中,如果一直发射超声波,在7脚将会有周期的低电平产生。只要通过单片机来来计算发射信号时到收到信号是产生下降沿这段时间的长度,再通过数学计算,转化为距离,然后在显示器上显示。 T时间为从开始发射到cx20106产生下降沿的时间。S=vt/2
.
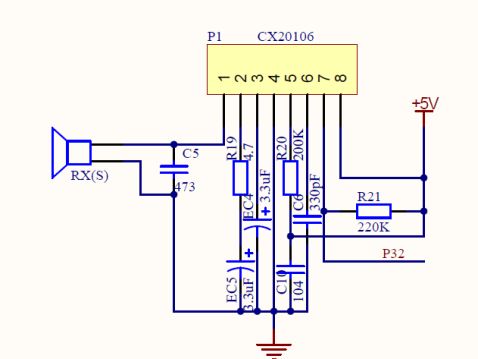
使用CX20106A集成电路对接收探头受到的信号进行放大、滤波。其总放大增益80db。以下是CX20106A的引脚注释。
1脚:超声信号输入端,该脚的输入阻抗约为40kΩ。
2脚:该脚与地之间连接RC串联网络,它们是负反馈串联网络的一个组成部分,改变它们的数值能改变前置放大器的增益和频率特性。增大电阻R1或减小C1,将使负反馈量增大,放大倍数下降,反之则放大倍数增大。但C1的改变会影响到频率特性,一般在实际使用中不必改动,推荐选用参数为R1=4.7Ω,C1=1μF。 3脚:该脚与地之间连接检波电容,电容量大为平均值检波,瞬间相应灵敏度低;若容量小,则为峰值检波,瞬间相应灵敏度高,但检波输出的脉冲宽度变动大,易造成误动作,推荐参数为3.3μf。
4脚:接地端。
5脚:该脚与电源间接入一个电阻,用以设置带通滤波器的中心频率f0,阻值越大,中心频率越低。例如,取R=200kΩ时,f0≈42kHz,若取R=220kΩ,则中心频率f0≈38kHz。
6脚: 该脚与地之间接一个积分电容,标准值为330pF,如果该电容取得太大,会使探测距离变短。
7脚:遥控命令输出端,它是集电极开路输出方式,因此该引脚必须接上一个上拉电阻到电源端,推荐阻值为22kΩ,没有接受信号是该端输出为高电平,有信号时则产生下降。
8脚:电源正极,4.5~5V。
注意:
安装时应保持两传感器中心轴线平行并相距4~8cm
若能将超声波接收电路用金属壳屏蔽起来,则可提高抗干扰能力;
,可适当调整与接收换能器并接的滤波电容C4的大小,以获得合适的接收灵敏度和抗干扰能力
接收头得到的波形:下行的是接收波形,上行的是8个40k的脉冲方波。 2脚电阻为52.7欧,其他参数没变。

软件调试:
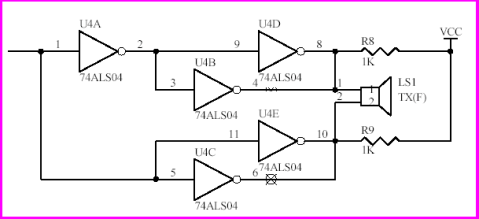
开定时器定时,先发射8个40k脉冲方波,直到下降沿的到来,关闭中断,记下定时器的时间,等待一会。再循环。
发射方波:void jishu_on()
停止发射:void jishu_off()
开定时计数:void jishu_on()
关定时计数:void jishu_off()
第二篇:超声波焊接工装调试技巧总结
超声波焊接工装调试技巧总结
如今超声波焊接已经在多个塑胶焊接行业的广为推广,在使用过程中,必然会出现各式各样的焊接缺陷。此文现在主要分析调试或者焊接过程中遇到的故障,应该如何排除。
一、压伤、擦伤
压伤、擦伤是最常见的问题,有的时候没这么严重,只是发白或者是有印痕。遇到此类问题时,首先是确保工装的位置没有对偏,可以先把气缸的气放掉,将焊头压下,仔细观察擦伤处的焊头位置是否正确。
如果焊头位置没有错,或者擦伤、压伤发生在支架(或者下盖)上,那么就要观察工装跟产品是否有干涉。如果是老工装建议此刻用酒精将工装清洗干净,如果是新工装就用砂纸在擦伤处(尤其是台阶根部)轻轻擦拭以防有毛刺。另外再观察焊接时气缸气压是否过大,焊接时垫的薄膜是否长时间没有换,或者薄膜上面粘有异物。
上述工作如果做完压伤依然存在,基本可以判定是工装干涉,此时要根据压伤的大小和位置等具体情况来修模:
(1)压伤轻微,在工装对应处用锉刀将工装的锐角锉钝,然后用砂纸抛光;
(2)压伤较严重,但是对应处没有焊接筋,用气磨棒将工装干涉处磨掉(注意不要碰到其他地方,尤其是气磨棒的根部,可能在不注意的情况下,把别的地方也磨掉了),磨完之后用油石磨平,用砂纸抛光;
(3)压伤较严重,对应处有焊接筋或者是压伤很严重,干涉部位很大,请与设计人员商量,修改图纸交由加工中心处理,并联系有关人员确认是否是注塑模开的有问题,或者是否要改善产品结构。
二、溢料
发现溢料时先不要急着调试或者修改焊接参数,先卡一下焊接后的尺寸,比正常值少多少,根据差异再来调试。
(1)只有溢料处尺寸偏低,其他部位尺寸OK,请调节水平板,将溢料处适当降低;
(2)整体尺寸偏低,请修改焊接参数,将绝对深度或者相对深度降低,或者减少焊接时间,或者降低输出能量,视不同的焊接模式而改,改完之后如果溢料消除,请确认一下其他位置的焊接强度;
(3)尺寸OK,请调节以下参数:降低振幅、加大气压、加快焊头下降速度,如果溢料消除,请确认一下其他位置的焊接强度;
(4)尺寸OK通过以上措施仍溢料,或者焊接后尺寸偏大仍溢料,请联系工艺、结构设计,修改焊接筋高度或者做其他相对应的修改。
三、焊接强度不够
如果是旧工装,先用产品贴在焊头上,观察焊接不牢处产品与焊头的之间的缝隙是否过大,以判定焊头是否磨损;如果是新工装,请用焊头扫描,观察他的频率、功率以及曲线图,确定焊头没有问题。
用卡尺卡一下焊接完的产品尺寸,根据数据的差异再进行调试:
(1)焊接不牢处尺寸偏大,其他位置尺寸OK,请调节水平板,将对应位置抬高,如果调节水平板对其他位置影响较大,可以在焊接不牢处的工装上贴薄锡纸;
(2)产品整体高度偏大,请修改焊接参数,加大焊接深度,改完之后,如果能消除不良,请观察其他位置有无溢料;
(3)尺寸OK,请调节以下参数:加大振幅、降低气压、减慢焊头下降速度,如果能消除不良,请确认一下其他位置有无溢料;
(4)尺寸OK通过以上措施仍焊接不牢,或者焊接后尺寸偏小仍焊接不牢,请联系工艺、结构设计,修改焊接筋高度或者做其他相对应的修改。
最近发现过这样的问题,有一些工人为了早点下班,私自调节数据,将气压和焊接速度调到不合理的状态,以加快焊接速度,如果有管理人员来就将数据恢复正常,人一走,又调回来,导致产品时好时不好。所以,当车间反映产品有的漏气有的不漏气时,如果工装、原材料确认OK,可以考虑是这种情况发生了,应当请车间管理人员协助,杜绝此类事件发生。
四、产品部件损坏
一些有柱子、小孔、薄壁特征的产品在超声波焊接过程中因为degating效应而容易被破坏。
在设计这类焊头的时候,就应该先考虑,焊接时的degating效应和变形可能会导致的损坏,并在相应位置做出较大的让位。
在生产过程中,如果此类情况发生,可以在相对应的位置垫泡棉、贴硅胶以减震。
五、焊接后变形
焊接变形是固然存在的,正常的变形量大概是在2-4丝,原材料的材质、焊接工装的结构不同,所造成的变形量也不同。
如果焊接变形量太大,焊接前后的尺寸相差太大,则要考虑工装的松紧问题。一般来说,我们认为,焊接后总长、总宽变大,是因为工装底座太松;焊接后总长、总宽变短,是因为工装底座太紧。另外,焊头下降压力过大也会使变形加剧。
所以,不管是哪种变形,首先先将焊接压力调低至一个合适值。如果焊接后尺寸偏大,则在工装底座限位处贴一些薄锡纸以加紧定位;如果焊接后尺寸偏小,在把工装定位较紧处磨松一些,并且焊接时不能垫厚膜。
超声波调试总体来说是件排除故障的过程,在动手调试之前,要先知道问题的本身是什么,而不是不管什么事上来就调水平就修改参数,要从多方面分析故障发生的原因,再来排除故障。