课程设计任务书
学生姓名: 专业班级:
指导教师: 工作单位:
题 目: 超前校正系统分析与设计
初始条件:某单位反馈控制系统结构图如下:
要求完成的主要任务: (包括课程设计工作量及其技术要求,以及说明书撰写等具体要求)
1、 求K=70000时的相位裕度和幅值裕度
2、 求相位裕度为70°时的K值
3、 求相位裕度为0°时的K值
4、 用Matlab绘制K=5000时的Bode图和Nyquist图
5、 用Matlab绘制根轨迹
6、 K=100000,扰动为阶跃信号,为使稳态误差≤0.1,允许的扰动信号的最大幅值是多少?(输入信号为0)
7、 如果实际扰动大于上一步计算的允许值,怎样解决?详述理由
8、 认真撰写课程设计报告。
时间安排:

指导教师签名: 年 月 日
系主任(或责任教师)签名: 年 月 日
超前校正系统分析与设计
1、求K已知时的相位裕度和幅值裕度
由结构图可列以下几式:
G =
= (1)
(1)
G =
= (2)
(2)
 = GG (3)
= GG (3)
将(1)、(2)式代入(3)式中,得系统开环传递函数:
=  (4)
(4)
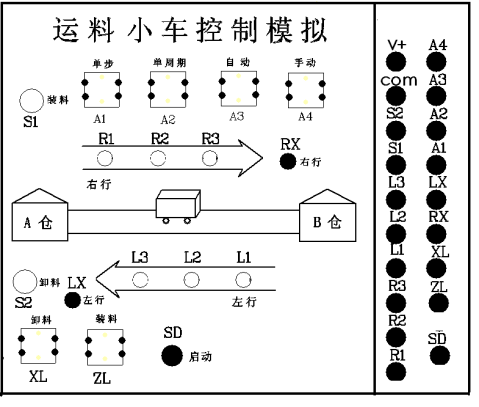
当K=70000时,带入④式中,用matlab计算,得:

图1 k为70000时相角裕度与幅值裕度
故相角裕度 r=17.0077
幅值裕度 h=20lg =7.2035
=7.2035
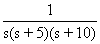
2、相角裕度为70时K值大小
利用matlab画伯德图,取不同K值,采用夹逼法得当相角裕度为70时K值的值,如图:

图2-2 K值过程图
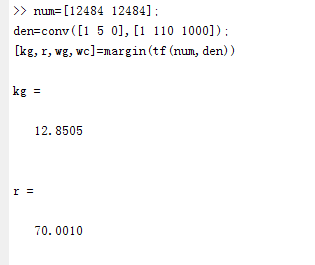
图2-2 K值结果图
因此当相角裕度为70时,可知K=12484
3、相角裕度为0时K值大小
方法同上,利用matlab画伯德图,取不同K值,采用夹逼法得当相角裕度为0时K值的值,如图:
图3-2求K值过程图
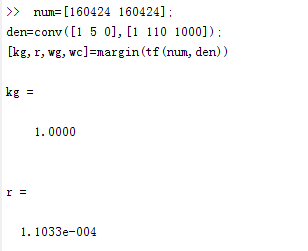
图3-3求K值结果图
因此当相角裕度为0时,可得K=160424
4、当K=5000时,其Bode图和Nyquist图
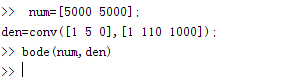
图4-1画bode图程序图
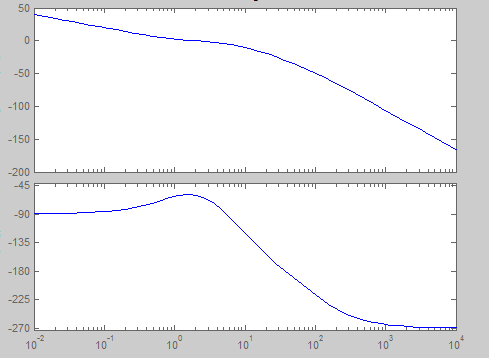
图4-2 bode图
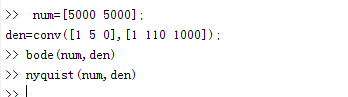
图4-3 画Nyquist图程序图

图4-4 Nyquist图
5、用Matlab绘制根轨迹
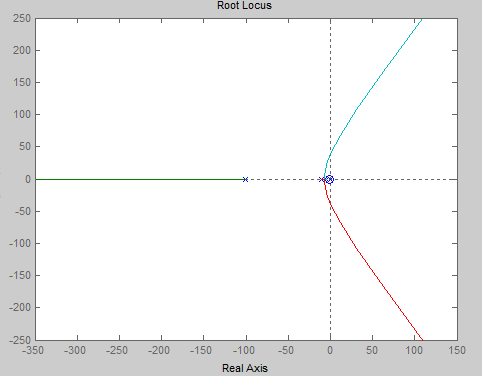
图5根轨迹图
6、允许的扰动信号的最大幅值
K=100000,扰动为阶跃信号,为使稳态误差≤0.1,求允许的扰动信号的最大幅值
e (∞)=
(∞)= s·E
s·E (s)
(s)

 =100R/K
=100R/K
因为稳态误差≤0.1,故
100R≤0.1K
R≤100
即允许的扰动信号的最大幅值为100
7、扰动的解决方法
解决方法: 增大系统开环增益或着扰动作用点之前系统的前向通道增益。
理由: 在本系统中,增大扰动点作用前系统的前向通道增益,使K值增大,稳态误差为100R/K,K值增大,致使稳态误差减小,也就是说,在误差允许范围内,使得扰动信号的最大允许幅度也随之增大。
8、心得体会
在很多人眼中为期一周的课程设计是一种煎熬,确实,课设和我们习惯的单纯的看书做题目不一样,它更考验我们对知识的理解和应用。通过这次自控的课程设计中我可谓受益匪浅。
首先当然是对于课本知识的再学习和更深刻的理解,和做题目不一样,在做课设时需要全方面的考虑问题,而不是单纯的算出一个结果,虽说这个过程并不算是多么的漫长或艰难,但是这种经历确实能让我们养成一种不断探索的科学研究精神,我想对于工学学生这个是很重要的。
这次课设对我的另一大考验就是MATLAB的应用,虽说之前也有过应用经历。但是并没有具体到在自动控制系统上的应用,所以自己查资料是必须的,对于工科学生来说查资料也是必备的能力,有些问题在不会时看上去很可怕,但是在看过资料后才发现也没有想象的那么难,这次课设中用到的MATLAB就比我之前想的要容易,提高我们的自学意识和自学能力,通过这次课设,我在查资料的能力上也确实得到了提高,除开图书馆,上网搜索也的确是不错的选择。
无论是在学习还是在生活上只有自己有心去学习和参与才可能有收获,这也算是课设给我知识之外的一点小小的感悟。
9、参考文献
(1)张德丰. MATLAB自动控制系统设计. 北京:机械工业出版社,20##年第1版
(2)胡寿松. 自动控制原理(第四版). 北京:科学出版社,20##年
(3)何衍庆. MATLAB语言的运用. 北京:化学工业出版社,20##年
(4)谢仕宏. MATLABR2008控制系统动态仿真实例教程. 北京:化学工业出版社,20##年
本科生课程设计成绩评定表
指导教师签字:
年 月 日
第二篇:20xx级自动化课程设计
运料小车控制模拟
在运料小车单元完成本实验
一、 目的
用PLC构成运料小车控制系统,掌握多种方式控制的编程。
二、说明
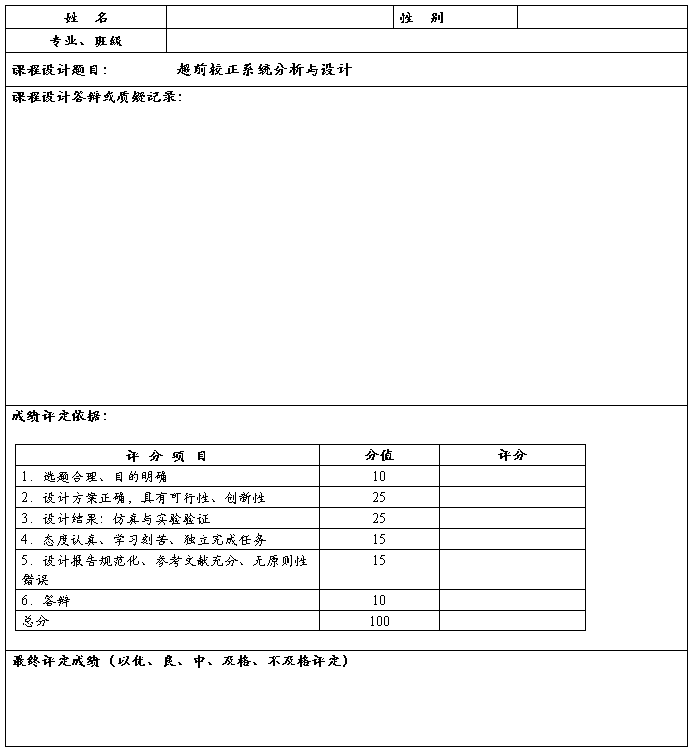
系统启动后,选择手动方式(按下微动按钮A4),通过ZL、XL、RX、LX四个开关的状态决定小车的运行方式。装料开关ZL为ON,系统进入装料状态,灯S1亮,ZL为OFF,右行开关RX为ON,灯R1、R2、R3依次点亮,模拟小车右行,卸料开关XL为ON,小车进入卸料状态,XL为OFF,左行开关LX为ON,灯L1、L2、L3依次点亮,模拟小车左行。选择自动方式(按下微动按钮A3),系统进入装料->右行->卸料->装料->左行->卸料->装料循环状态。选择单周期方式(按下微动按钮A2),小车运行来回一次。选择单步方式,按一次微动按钮A1一次,小车运行一步。
三、面板图 :
1
十字路口交通灯控制(带倒计时显示)
在十字路口交通灯单元完成本实验
一、目的
熟练使用基本指令,根据控制要求,掌握PLC的编程方法和程序调试方法,了解使用PLC解决一个实际问题。
二、说明
信号灯受一个启动开关控制,当启动开关接通时,信号灯系统开始工作,且先南北红灯亮,东西绿灯亮,东西和南北的LED数码管由25秒开始倒计时,当启动开关断开时,所有信号灯都熄灭,LED数码管复位显示25;南北红灯亮维持25秒,在南北红灯亮的同时东西绿灯也亮,并维持20秒;东西和南北的LED数码管也开始由25秒开始倒计时,到20秒时,东西绿灯闪亮,闪亮3秒后熄灭。在东西绿灯熄灭时,东西黄灯亮,并维持2秒。到2秒时,东西黄灯熄灭,东西红灯亮,同时,南北红灯熄灭,绿灯亮,东西和南北的LED数码管又由25秒开始倒计时。东西红灯亮维持30秒。南北绿灯亮维持20秒,然后闪亮3秒后熄灭。同时南北黄灯亮,维持2秒后熄灭,这时南北红灯亮,东西绿灯亮。周而复始
三、面板图:

2
装配流水线的模拟控制
在装配流水线单元完成本实验
一、目的
了解移位寄存器在控制系统中的应用及针对位移寄存器指令的编程方法。
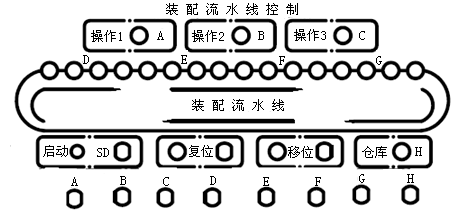
二、说明
在本实验中,传送带共有十六个工位。工件从1号位装入,依次经过2号位、3号位???16号工位。在这个过程中,工件分别在A(操作1)、B(操作2)、C (操作3)三个工位完成三种装配操作,经最后一个工位送入仓库。
按下启动开关SD ,程序按照D→A→E→B→F→C→G→H流水线顺序自动循环执行;在任意状态下选择复位按钮程序都返回到初始状态;选择移位按钮,每按动一次,工件运行一步 。
三、面板图 :
3
液体混合装置控制的模拟
在液体混合装置单元完成本实验
一、目的
熟练使用置位和复位等各条基本指令,通过对工程实例的模拟,熟练地掌握PLC的编程和程序调试。
二、说明
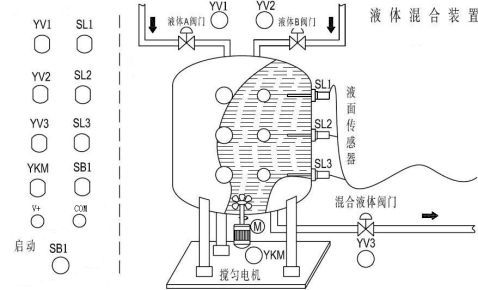
由实验面板图可知:本装置为两种液体混合装置,SL1、SL2、SL3为液面传感器,液体A、B阀门与混合液阀门由电磁阀YV1、YV2、YV3控制,M为搅动电机,控制要求如下:按下启动按钮SB1,装置投入运行时,液体A、B阀门关闭,混合液阀门打开20秒将容器放空后关闭:液体A阀门打开,液体A流入容器。当液面到达SL2时,SL2接通,关闭液体A阀门,打开液体B阀门。液面到达SL1时,关闭液体B阀门,搅动电机开始搅动。搅动电机工作6秒后停止搅动,混合液体阀门打开,开始放出混合液体。当液面下降到SL3时,SL3由接通变为断开,再过2秒后,容器放空,混合液阀门关闭,开始下一周期。停止操作:在当前的混合液操作处理完毕后.按下停止按钮SB1,停止操作。
三、面板图:
4
机械手动作的模拟
在机械手单元完成本实验
一、目的
用数据移位指令来实现机械手动作的模拟
二、说明
下图为一个将工件由A处传送到B处的机械手,上升/下降和左移/右移的执行用双线圈二位电磁阀推动气缸完成。当某个电磁阀线圈通电,就一直保持现有的机械动作,例如一旦下降的电磁阀线圈通电,机械手下降,即使线圈再断电,仍保持现有的下降动作状态,直到相反方向的线圈通电为止。另外,夹紧/放松由单线圈二位电磁阀推动气缸完成,线圈通电执行夹紧动作,线圈断电时执行放松动作。设备装有上、下限位开关和左、右限位开关,它的工作过程如图所示,有八个动作,即为:
原位下降夹紧上升右移
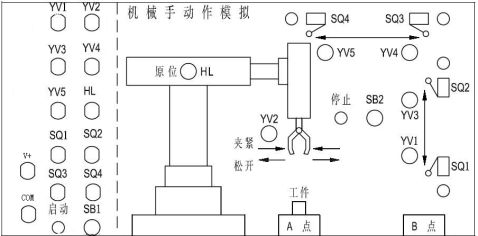
左移放松下降
三、面板图:
5
四节传送带的模拟
在四节传送带单元完成本实验
一、 目的
通过使用各基本指令,进一步熟练掌握PLC的编程和程序调试。
二、说明
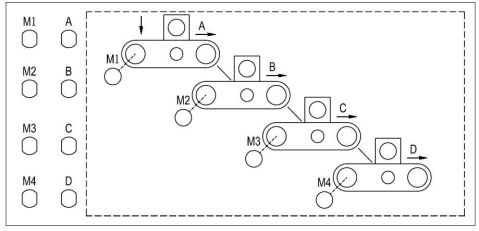
有一个用四条皮带运输机的传送系统,分别用四台电动机带动,控制要求如下: 启动时先起动最末一条皮带机,经过1秒延时,再依次起动其它皮带机。 停止时应先停止最前一条皮带机,待料运送完毕后再依次停止其它皮带机。 当某条皮带机发生故障时,该皮带机及其前面的皮带机立即停止,而该皮带机以后的皮带机待运完后才停止。例如M2故障,M1、M2立即停,经过1秒延时后,M3停,再过1秒,M4停。当某条皮带机上有重物时,该皮带机前面的皮带机停止,该皮带机运行1秒后停,而该皮带机以后的皮带机待料运完后才停止。例如,M3上有重物,M1、M2立即停,再过1秒,M4停。
三、面板图:
6
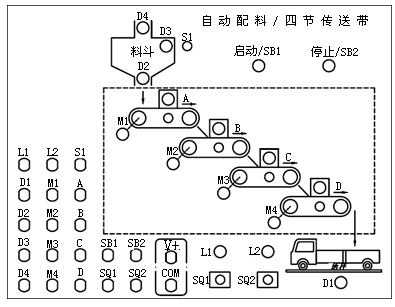
自动配料系统控制的模拟
在自动配料单元完成本实验
一、目的
(1)熟练掌握PLC的编程和程序调试。
(2)了解掌握现代工业中自动配料系统的工作过程和编程方法。
二、说明
系统启动后,配料装置能自动识别货车到位情况及对货车进行自动配料,当车装满时,配料系统能自动关闭。
(1)初始状态
系统启动后,红灯L2灭,绿灯L1亮,表明允许汽车开进装料。料斗出料口D2关闭,若料位传感器S1置为OFF(料斗中的物料不满),进料阀开启进料(D4亮)。当S1置为ON(料斗中的物料已满),则停止进料(D4灭)。电动机M1、M2、M3和M4均为OFF。
(2)装车控制
装车过程中,当汽车开进装车位置时,限位开关SQ1置为ON,红灯信号灯L2亮,绿灯L1灭;同时启动电机M4,经过1S后,再启动启动M3,再经2S后启动M2,再经过1S最后启动M1,再经过1S后才打开出料阀(D2亮),物料经料斗出料。
当车装满时,限位开关SQ2为ON,料斗关闭,1S后M1停止,M2在M1停止1S后停止,M3在M2停止1S后停止,M4在M3停止1S后最后停止。同时红灯L2灭,绿灯L1亮,表明汽车可以开走。
(3)停机控制
按下停止按钮SB2,自动配料装车的整个系统终止运行。
三、面板图:
7
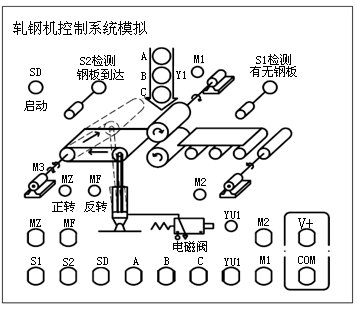
轧钢机控制系统模拟
在轧钢机单元完成本实验
一、目的
用PLC构成轧钢机控制系统,熟练掌握PLC的编程和程序调试方法。
二、 说明
当启动按钮SD接通,电机M1、M2运行,传送钢板,检测传送带上有无钢板的传感器S1的信号(即开关为ON),表示有钢板,电机M3正转(MZ灯亮);S1的信号消失(为OFF),检测传送带上钢板到位后的传感器S2有信号(为ON),表示钢板到位,电磁阀动作(YU1灯亮),电机M3反转(MF灯亮)。Y1给一向下压下量,S2信号消失,S1有信号,电机M3正转??重复上述过程。
Q0.1第一次接通,发光管A亮,表示有一向下压下量,第二次接通时,A、B亮,表示有两个向下压下量,第三次接通时,A、B、C亮,表示有三个向下压下量;在Q0.1第三次接通断开时,电磁阀YU1灯灭,“A、B、C”全灭,“M2”灯亮送走钢板,按下启动开关系统停止工作。
三、面板图:
8
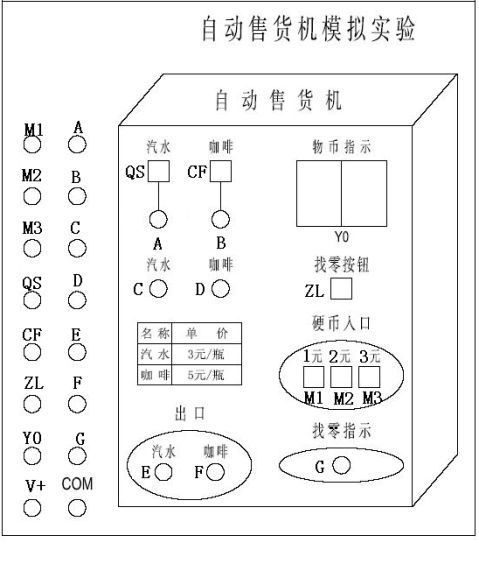
自动售货机的模拟控制
一、目的
了解并掌握可逆计数器CTUD在控制系统中的应用,灵活运用定时器TON使他实现脉冲的功能。
二、说明
M1、M2、M3三个复位按钮表示投入自动售货机的人民币面值,YO货币指示(例如:按下M1则Y0显示1),自动售货机里有汽水(3元/瓶)和咖啡(5元/瓶)两种饮料,当Y0所显示的值大于或等于这两种饮料的价格时,C或D发光二极管会点亮,表明可以购买饮料;按下汽水按钮或咖啡按钮表明购买饮料,此时A或B发光二极管会点亮, E或F 发光二极管会点亮,表明饮料已从售货机取出;按下ZL按钮表示找零,此时Y0清零,延时0.6S找零出口 G发光二极管点亮。
三、面板图:
9