20##年2月9日上午
中船澄西CSSC Chengxi Shipyard 概况介绍
主讲:李斌
1973年12月26日,澄西船厂成立,当时隶属交通部。经过市场经济体制改革,现隶属南方集团,即中船工业集团公司,现在全名为中船澄西船舶修造有限公司。澄西船厂的地址是由粟裕大将选择的。
公司现有员工2300人,其中各类专业人员1000余人;生产区域面积77万平方米,沿江岸线2000多米。公司拥有岸壁式舾装码头1630米(码头前沿水域深8~14米,主航道深30米),配有60吨、30吨、25吨门式起重机,1600吨、100吨、60吨浮吊,17万吨级、8万吨级、3万吨级的浮船坞各1座,10万吨级浮船坞2座;7万吨级船台1座,并配有150吨、120吨、40吨门式起重机和120吨、100吨龙门吊,以及完善的修造船配套设施。钢结构制造场地6.5万平方米,喷涂房1.8万平方米,并拥有精良的钢结构制造设备。
公司主要从事船舶及海洋工程修理、制造及大型钢结构件制造。具有年修理、改装30万吨以下船舶200艘,年建造7万吨以下各类船舶20艘,年产钢结构件6万吨的能力。公司奉行“一条船就是一条广告,一条广告就是一个市场”的经营理念,推行质量、环境、职业健康安全管理标准,开展节能减排、“5S”管理等活动,打造绿色发展平台,在国内修船行业率先取得了中国船级社和英国劳氏船级社的质量管理体系(ISO9001:2000)、环境管理体系(ISO14001:2004)和职业健康安全管理体系(OHSAS18001)认证证书。
公司质量、环境和职业健康安全三标管理体系在国内修船行业率先取得了中国船级社和英国劳氏船级社认证证书,通过了德国SLV机构的钢结构焊接生产制造和企业资格认证。
公司以“修造好每条船,为世界航运事业进步和人类幸福做出贡献”为宗旨,实践“尊重、责任、创新、可持续”的核心价值观,秉承“协力攻坚、奋力争先”的优良传统,不断打造运行高效、客户满意、行业领先、社会赞誉、员工幸福的卓越企业。
在新世纪初的几年里,火爆的造船市场一样没能抵挡住20##年经济危机的冲击。所以澄西厂在船市低糜的情况下,进一步拓宽了它的产品类型。如,钢结构、风力发电塔。
澄西船厂的一大特色就是交船速度快,由原来的121天缩短到33天。
造船生产线亦实现3线并举
17万吨船台
2租用启东厂的船坞
3浮船坞35500 45000
4坞内造船正在开辟
新形势下的新举措:保交船、抢订单、强管理、降成本、防风险、谋发展。
2012年2月9日下午
入厂安全教育
主讲:周其元
1.基本概况
高危行业:所谓高危行业是指危险系数较其他行业高,事故发生率较高,财产损失较大,短时间难以恢复或无法恢复。比如地下采煤业、高空作业的行业、爆破业等等!
最高危的三大行业为矿产行业、建筑行业、危险化学品行业。
中船澄西从事修船、造船与非船三大核心产业。共有34个部门,71支工程队和3家相关方。
1.1公司H.S.E管理
HSE管理体制 是健康(Health)、安全(Safety)和环境(Environment)管理体系的简称,HSE管理体系是将组织实施健康、安全与环境管理的组织机构、职责、做法、程序、过程和资源等要素有机构成的整体,这些要素通过先进、科学、系统的运行模式有机地融合在一起,相互关联、相互作用,形成动态管理体系。
中船澄西的管理机制与经验取得了CSQA(中国船级社质量认证公司)、LRQA(英国劳氏船级社质量认证公司)的认证。
三级组织管理体制
1级:安全生产委员会
2级:管理部室 生产车间
3级:科室 班组
公司拥有专职的消防队,隶属于安技环保部,承担了公司的各类防火巡查、抢险救援行动。
1.2项目H.S.E管理
船舶修造项目均成立了专门的安全工作组,由各部门单独派遣人员组成,实行项目总管负责制。
管理要求细化为安全“高压线”
20##年2月25日,公司发布《中船澄西“高压线”管理办法》,并启动安全“高压线”专项整治。4月26日起,安全“高压线”正式实施。
凡触犯安全“高压线”者每次罚1000元,正式员工扣6分。
“高压线”款项
1. 进入外场生产区域和有警示标识的车间内场必须戴安全帽
2. 2米以上需要戴安全帽与保险带
3. 非烟点禁止吸烟
4. 特种作业需要持证上岗(电工作业、焊接与热切割作业、高处作业、制冷与空调作业、煤矿安全作业、金属非金属矿山安全作业、石油天然气安全作业、冶金(有色)生产安全作业、危险化学品安全作业、烟花爆竹安全作业、安全监管总局认定的其他作业)
5. 危险作业要经批准
6. 不能从梯道上、下行走,禁止翻越
7. 不能从高空抛物件
2. 安全要求
2.1 基本要求
2.1.1 进入生产区域前,要规范穿戴劳防用品。
比如:橙色安全帽为起重工种。白色安全帽为电焊工种。
2.1.2 熟悉张贴的定置管理图、信息栏、危险源\环境因素清单、安全标识、规章制度等信息。
2.1.3 走路要走安全通道,有红白黄黑的颜色部位要注意。
2.1.4 遇到物件吊装时,要听从现场管理人员的指挥,注意避让;严禁吊运物件下走过或逗留;严禁跨越门机。
2.1.5 不得擅自操作、触摸各种设备
2.1.6 未经允许严禁进入危险场所
2.1.7严禁涂改、破坏、拆除消防设施、安全标识。
2.1.8 上、下梯台或行走时,集中注意力,双手扶好栏杆,观察路面。
2.1.9 遵守公司内交通管理要求,不得嬉戏
2.1.10 船舶下水时要注意保持安全距离
2.1.11 注意避让来往车辆
2.1.12 严禁饮酒
2.1.13 服从管理
2.2 特殊要求
2.2.1 使用明火时注意安全
2.2.2 涂装作业时避免爆炸和中毒
2.2.3 大件吊装时按照规范操作
2.2.4 脚手架搭拆时保证稳定和安全
2.2.5 清理驳油时注意避免爆炸
20##年2月10日
造船工艺讲座
主讲:陶海
1. 造船工艺的分类
1.1 传统分类
船体建造工艺与舾装工艺
1.2 现在分类
船体建造工艺、舾装工艺和涂装工艺
1.3 分类变化的原因
1.3.1 进入20世纪70年代以来,由于船舶大型化导致涂装工程大量增加
1.3.2 质量要求不断提高
1.3.3 涂装技术迅猛发展
2. 船体建造工艺作业内容包括
2.1 船体放样号料
2.2 船体构件加工
2.3 中间产品制造
2.4 船台总装
3. 舾装工程包括
机电装置、营运设备、生活设施、各种属具和舱室装饰
4. 涂装作业包括
钢材预处理、分段涂装、总段涂装、船台涂装和码头涂装等制造级的生产作业系统。
5. 总结
现代造船法已经发展为壳舾涂一体化的区域造船(壳舾涂一体化作业,即确立了以“船体为基础、舾装为中心、涂装为重点”的管理思想,从设计、采购、生产计划与控制等方面围绕中间产品进行协调与配合。
现代造船模式是区别于传统造船模式的现代先进生产组织模式,目标是贯彻以"中间产品"为导向的建造策略,实现造船效率、质量和安全水平的不断提高。)
6. 详解船体建造工艺
钢料加工历来是首先考虑的对象,因为其过程需要:大型设备、大型设施、大面积的场地以及大量人力。
6.1 船体放样
放样是造船生产过程中的首道工序。
传统的人工放样已被数学放样代替,现在的数学放样不仅能完成传统功能,还有大量延伸。
日本钢管公司,最早将数学放样应用于造船。
6.2 船体号料
号料是工程学上的一个术语,是指把已经展开的零件的真实形状及尺寸,通过样板、样箱、样条或草图划在钢板或型材上的工艺过程。号料之后就是钢板或型材的切割加工了。
6.3 船体加工
将号料后的钢材,用机械、工具加工成设计所要求的规格和形状。
6.3.1 钢料切割从手工发展到光电再到数控再延伸即产生了数控等离子、水下等离子。
6.3.2 未来激光切割、水射流切割也将出现在加工车间里。
6.3.3 虽然机械剪切与冲裁也能完成机械加工功能,但是它会破坏构件的结构强度,生产出的产品不被船东与船级社认可。
6.4 船体装配
6.4.1 部件装配
部件装配可分为四类:T型材组合件、平面分段内部构件、曲面分段和铁舾装
6.4.2 分段装配
分段装配可分为:平面分段、曲面分段
6.5 船台装配
船台装配主要制造船体零部件、分段、总段在船台(坞)的装配过程。
其中的合拢过程有以下分类:总段、塔式、岛式、串联和先行(坞内串连)。
20##年2月13日
分段制造工艺流程讲座
主讲:董嘉义
1. 造船工艺发展
铆接——焊接——区域化舾装——计算机的应用——随着并行工程
1.1 铆接:利用轴向力,将零件铆钉孔内钉杆墩粗并形成钉头,使多个零件相连接的方法。铆接造船也就是散装法,龙骨造好后,再将一块块板拼好。
1.2 焊接:通过加热或加压,或两者并用,也可能用填充材料,使工件达到结合的方法。通常有熔焊、压焊和钎焊三种。将造好的不同分段合拢成整个船体,再安装设备、油漆等。
1.3 区域舾装模式:分道建造,就是在分段制造阶段把设备等安装上去,涂装好。舾装作业不再是船体建造中的后续工作,而是这些工作在一个区域内就能完成,不需要跨车间中转作业。
1.4 计算机的应用:既能将传统的1比1放样改为方便操作的比例放样,又能将板材切割、零部件装焊等工艺流程实现自动化。
1.5 随着并行工程:数理统计、综合标准化等技术的应用,模块化造船模式又开始在造船行业大行其道。壳舾涂一体化造船的现代造船模式取而代之过去的造船模式,就是当今先进的造船模式。
2. 精益生产理论
精益生产是指上下工序之间的中间产品传递也有明确的时间节点,将造船这个传统的粗放型产业转变为精细型的工业类型。
3. 现代造船模式三大要点
3.1 生产设计
通俗地讲,就是在“图纸上把船建造出来”。后来随着图纸电子化,就是把“船在计算机上造出来”。如“二维放样、三维放样”就涉及到建立编码系统,编码就是要标识各零部件的加工方法,安装时间和工艺去向。
3.2 区域舾装
按船舶的系统功能的设计转化为按区域,绘制综合安装图,可以表示出一个区域内所有的系统和设备,由一个综合多工种作业组织去完成区域内一切舾装作业。
3.2.1 制造工艺
胎架——铺板——划线——安装部件——检验——焊接(正反)——火工——完整性检验——精度测量——二涂
3.2.2 制造工艺各步骤的技术关键
3.2.2.1 胎架:胎架的形式,制造要点,检验镜
3.2.2.2 铺板:位置、板厚差
3.2.2.3 理论板厚线、标识
3.2.2.4 安装部件:人员控制、垂直度、重合度、节点。
3.2.2.5 检验:标准要求
3.2.2.6 焊接:人员控制、焊接工艺、焊接参数
3.2.2.7 火工:人员控制、加热湿度控制、工序
3.2.2.8 完整性交验:贴附件完整、标识
3.2.2.9 精度测量:记录有效真实
3.2.2.10 二涂:焊接修补
20##年2月13日
造船焊接讲座
主讲:高云中
0. 前言
通常的说法,焊接的工作量占全船的30%,所以说焊接在船厂里是一个非常重要的工艺。
焊接是一门独立的学科,它同其它任何一门学科一样,有着自己特有的理论基础、研究对象、目的和方法。
1. 船舶焊接工艺方法的技术标准
EN 287, EN288(ISO 15614) ANSI/AWS D1.1 《钢结构焊接规范》
2. 手工焊条电弧焊
手工电弧焊的优点:设备简单维护方便,操作灵活,应用范围广
手工电弧焊的缺点:对焊工的要求高,生产效率低,劳动条件差
3. 药芯焊丝CO2气体保护焊Flux-cored Arc Welding
简称:FCAW工艺,现在它是世界上造船应用最广的工艺。
优点:生产效率高和节约能量,综合焊接成本低,焊接变形小,操作简单,容易掌握
缺点:对焊接准备及设备维护的要求较高
4. 埋弧自动焊
优点:生产效率高,焊接质量好,节省材料和电能,劳动条件好
缺点:只适用于平焊,焊接设备较为复杂,机动灵活性差,只适用于长直焊缝
5. 垂直气电焊
优点:生产效率高(为手工焊的10倍以上),工艺过程稳定,焊接缝质量优良
缺点:设备较复杂,焊前准备工作要求高
6. 钨极氩弧焊
氩气的性质为惰性,不参与化学反应,电流达到10A以下,所以用于薄壁焊接和管件的打底焊。
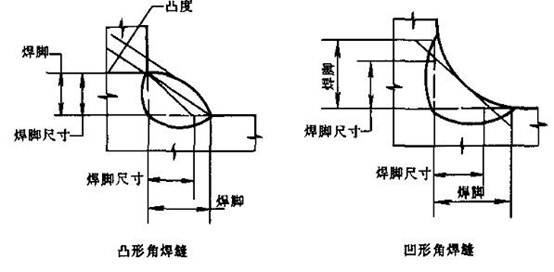
7. 关于焊脚的一些术语
7.1 部分焊透:partial penetration weld / D.P>
即开坡口焊接,但不要求清根
有些也称深溶焊。Deep penetration
7.2 全部焊透:full penetration weld
开坡口焊接,反面要求清根
7.3 AWS:PJP——partial joint penetration
接头部分熔透
7.4 CJP——complete joint penetration
接头完全熔透
7.5 Buit weld——对接焊接
7.6 Fillet weld——角接焊缝
7.7 Fillet——普通角焊缝
7.8 T——butt 全熔透的T型接头,也叫T型对接接头
20##年2月14日
船舶装配知识讲座
主讲:高宇
1. 船体制造流程
生产设计——下料——加工(冷、热)——成型——拼板——分段零部件组装(正造、卧造)——分段翻身——涂装——上船台合拢
1.1 生产设计解决“怎样造船”的问题
1.1.1主要工作:船体建模、出图、套料
1.1.2 主要施工用图:
1.1.2.1 加工:拼板划线图,数控切割图,型材下料表
1.1.2.2 船体:分段工作图,拼板划分图,零件表,造船用材料以及材质
1.2 主要材料有:钢板、型材、浇铸件和铝合金
其中型材主要用于船体结构的骨架部分,而对于一些巨大的复杂结构,直接用铸钢或者锻钢,如艏柱、艉柱、锚
1.2 套料:套料是下料的时候,在排料时有的地方不好排或空缺,造成很大的浪费,可以再在里面套出一些不同形状的小料,即在有限的材料面积上尺尽可能多的使用材料进行生产,将材料利用率提高,减少废料的一种方法。
船体零件套料是合理使用原材料,降低造船成本的重要手段
1.3 构件成型加工
主要方法为逆直线法:非平直的船体构件经过边缘加工后进行成型加工,使其所需的形状得到满足。
1.4 分段制造
可分为平面、曲面、半立体、立体、总段。
制造方法:正造、反造、侧造。
20##年2月16日
如何控制焊接变形
主讲:芮树祥
题记:现场是最好的老师
1. 焊接工艺中常见的一些概念
焊角:K 为角焊缝的边长,从一个直角面的焊趾到另一个直角表面的最小距离
喉深:H
2. 船用钢材的牌号
2.1 普通船用钢材分为:A、B、D、E级
这四种牌号的钢材强度一致,但是它们对不同温度下承受冲击功不同
常温 0度 -20度 -40度
A级 B级 D级 E级
2.2 高强度船用结构钢:A32 D32 E32 A36 D36 E36 E40
0度 -20度 -40度
A32 D32 E32
注意:凡是强度等级超过30mm的钢材,在焊接前必须预热到120度到150度
2.3 军用钢材公开的三种牌号
901钢:16Mn
902钢:15MnTi;15MnV;(40kg)
903钢:14MnTiVRe(45kg)
3. 全国各大造船厂所用的电焊工艺
1955年由于苏联的支援,我国引进了埋弧自动焊。这种产能很低的情况知道1985年从日本引进CO2气体保护焊才有所改观。
3.1 CO2气体保护焊
3.1.1 CO2气体保护焊(全位置、对、立接缝)
3.1.2 CO2自动角焊(横角焊)
3.1.3 CO2半自动单面焊(平、立、横对接焊)
3.1.4 CO2气电垂直自动焊(垂直对接缝)
3.1.5 CO2单丝单面MAG焊(平对接缝)
3.1.6 CO2双丝单面MAG焊(平对接缝)
3.1.7 CO2自动立角焊(立角焊)
3.1.8 CO2双丝气电垂直自动焊(垂直对接缝)
3.1.9 CO2单面自动横对接缝(横对接缝)
3.1.10 CO2双丝自动横角焊(横角焊)
3.1.2 自动手动的比较

3.1.3 用CO2气体保护焊焊接低合金高强钢的原因
保护气中CO2虽然为氧化性气体,可以分解为CO和O2,但是Mn与Si拥有良好的脱氧功能,不会对熔池强度形成破坏,所产生的熔渣大部分就是这两种氧化物。
3.1.4 CO2双丝单面焊的要旨
双丝单面焊的要旨在于细化长焊缝的各处的宽度分布,来调整电流及行走速度。
3.1.5 CO2双丝垂直自动焊的瓶颈
CO2双丝垂直自动焊工艺实施的瓶颈在于材料的性能。比如68mm厚的钢板的热收缩量很难足够大。既然没有足够大的热收缩量的钢板,就不能用双丝自动焊。
4. 变形的控制
4.1 为了控制变形,首先要排清焊接顺序
4.1.1 对于构架:先焊对接焊缝,后焊角焊缝;先焊立角焊缝,后焊横角焊缝。
4.1.2 对于拼板:先焊的焊缝必须处于最大的收缩状态
4.1.3 对于15m长的纵骨:采用逐步退焊法、分中逐步退焊法(从中间退焊)或者对称焊(两边工人同时工作)
4.2 消除纵向弯曲、角变形和端口扭转变形的方法
这个命题是基于杨浦大桥建造过程中的桥梁分段的焊接而产生的。
4.2.1 在桥梁分段的箱型梁的焊接中,应用两台焊机同时焊,同方向,同层次,同规范,同预热解决了纵向变形。
4.2.2 应用反变形(类似于逆直线法)解决角变形
4.2.3应用装板方式解决端口扭转变形
20##年2月16 日
零部件加工制造设备讲座
主讲:李功梅
1. 零件编号
零件编号=工程编号+分段号+零件号(注释)
2. 主要零部件加工机械
2.1 数控切割机:等离子数控切割机、激光数控切割机
2.2 剪切车、冲床:用于加工板件
2.3 肋骨冷弯机H1564A:应用逆直线法加工肋骨
2.4 油压机:加工有曲率的外板
2.5 三星辊弯机:加工带圆弧的外板
检验方法:用样板或样箱来检验其是否到位
2.6 开坡口也是零件加工重要内容
开坡口的方法:割、刨和铣
坡口形式取决于焊接工艺设计对该坡口的设计要求
例如:CO2半自动焊应该用气割开坡口
20##年2月17日
船舶形势浅析
主讲:徐兴智
1. 1997年亚洲金融风暴的影响
从1997年7月始于泰国的金融风暴横扫东南亚,对世界金融、贸易等都产生了强烈的冲击,导致全球股市动荡,经济增长速度放慢。当今世界经济和贸易日益走向一体化,地区性的金融危机远不止于对区域性经济造成影响,它激起的涟漪可以波及整个世界。贸易与航运有着非常密切的关系,金融危机对贸易产生影响,航运也必然会受到相应的影响。
20##年大连造船厂完成30万吨VLCC后,世界的目光聚焦中国。20##年时,沪东的订单就累计到了20##年。20##年颁布了PSPC标准。该标准规定了对由MSC215(82)通过的SOLAS第II-1/3-2条所述日期或以后签订合同、安放龙骨或交船的不小于500总吨的所有类型船舶专用海水压载舱和船长不小于150m的散货船双舷侧处所1内保护涂层的技术要求。后来为了船东及船厂的利益,PSPC规定20##年7月1日之前签订合同,或者20##年1月1日之前上船台,抑或20##年7月1日之前交船的船舶可以不按照PSPC标准来设计建造。很显然,按照此规范建造船舶,虽然对国际环保事业一定是必须的也是十分积极的,但是,单纯从经济利益出发,无疑在船舶造价上加了很大的一笔。所以在经济杠杆的操控下,在市场经济的大手的调解下,船东们还是希望避开PSPC规范的。所以,在新世界初的几年里,造船市场才会如此的繁荣。
2. 船台周期的解读
船台周期是改变船舶建造过程中利润的瓶颈。
2.1 船台周期的的影响因素:船体Block的大小,吊车的吊运能力,舾装件的安装效率
2.2 缩短船台周期的方法:增大分段的重量,减少分段的数量;除了兴建更为大型的起重设备以外,还要应用快速搭载的理论,进行船台搭载;在舾装阶段,规划预涂与跟踪补涂的作业。但是,这些美好的愿望,都要基于严格的精度管理才能做到。
20##年2月20日
沪东造船厂情况介绍
主讲:梁工程师
1. 沪东中华造船厂概述
是中国船舶工业集团公司下属五大造船中心之一。公司是既造军用船 舶、民用船舶,又造大型钢结构的综合型企业集团。公司总部位于上海浦东新区,主要生产区域分布在上海东部的黄浦江两岸,占地面积135万平方米,码头岸线2800米;拥有360X92米大型干船坞1座,600吨龙门吊2台,12万吨级浮船坞、12万吨级和7万吨级船台各1座,2万吨级以下船台3座
2. 沪东中华的船舶产品
造的船舶品种多、技术先进,既有超大型的8530箱集装箱船和体现先进造船技术的147210立方米液化天然气船,又有2700箱冷风集装箱船、汽车滚装船、自卸式散装水泥船;以74500吨“中国沪东型”为代表的各种规格散货船达到了世界先进水平;52000吨储油轮、5000吨成品油轮和71000吨原油轮等油轮系列获各国用户好评;LPG船、以POD电力推进的1A冰级化学品船和三用工作船、豪华游轮、客轮等高技术船为企业赢得了广阔的市场。
3. 沪东中华20##年目标
简写为28128

在20##年仅有一家公司退船3艘,但收回了1条船的价值为违约金。
4. 20##年目标
简写23156
即交船23条,利润3.3亿,产值156亿。
4. 其他产品
主要承接制作超高层建筑、大型桥梁和煤气柜、压力容器、大型金属结构件等,曾承造过总高度207.26米、56层的北京京城大厦钢结构,打破了外商垄断国内市场的局面,随后建造过享誉海内外的上海国际贸易中心大厦、上海证券大厦、上海香港新世界大厦等和258米全钢结构的大庆电视塔。由于建造过南浦、杨浦、徐浦三座黄浦大桥,因而有钢结构大桥主力军的美誉。集团制造的90余座1-30万立方米干式煤气柜遍布全国20多个省、市、自治区。
5.沪东中华的企业软硬件条件
公司拥有一流的 技术中心、博士后工作站和2000多名中高级专业技术人员,科研开发力量强大。信息化管理手段先进。普遍使用瑞典TRIBON、美国PTC/CADDS先进的船舶设计系统软件和CAD、CAM技术,全面建立沪东中华HZ_CIMS技术。公司具有可靠的质量、环境、安全体系,先后通过中国新时代质量认证中心GJB9001A-2001军品质量认证和美国ABS船级社、挪威DNV船级社ISO9001民品质量认证;公司以先进的造船理念,全面推进“HSE”管理,通过英国劳式质量认证公司的GJB/T24001-ISO14001环境管理体系的审核认证。公司全面实施“数字造船,绿色造船”发展战略,努力建设世界一流造船基地。
5. 沪东中华的二期工程
5.1 沪东工程
沪东中华的二期工程也就是沪东厂迁址至长兴岛。该工程也叫沪东工程。
5.2 二期工程分为两个阶段
第一阶段:LNG、万箱集装箱船的建造、LPG为订单储备、两座船坞的基础设施建设(第一座 660mX132mX13.6m 第二座 560mX120mX13.1m)、1800t门机两台、120t门机两台以及四座舾装码头。
通过这些建设达到年产15艘,200万吨的总段造船的生产能力。总征地为541.8公顷,占用岸线4154m。
第二阶段为剩余工程。最终成立上海长兴船舶公司。
20##年2月21日
环境安全讲座
主讲:马青云
1. HSE管理体系
职业健康环境管理体系
HSE 即 Health Safety Environment
2. 五S体系
源于日语的几个词语音译为英语的第一个字母:整理、整顿、清扫、清洁和素养。
2.1 整理:场地与空间的节省,优化环境,可以使人心情舒畅,提高效率。
2.2 整顿
2.2.1 生产资料、生产工具在现场整理好,提高效率;标识,分类易取;确保东西可以使用,定期检查,设定程序;及时发现问题工具,观察其是否损坏。
2.2.2 确定通道;确定位置,易于取用(场所);确定放置方法;置物分类、标识。
2.2.3 四个要求:安全通道,作业通道;可以根据使用频率分类;划线定位,随用随拿;确定数量,生产量大小等考虑。
3. 清扫:即生产环境打扫。
4. 清洁:在以上基础上,制定有关的文件和制度。
5. 素养:全体员工行为素养的提高。