武汉职业技术学院_电信学院
光学零件加工实训报告
专业班级 : 光电10302班
实训小组名称:第3组
姓名: 江忙
实训时间:20##年10月份
指导老师:吴老师
彭老师
王老师
一、实训总结前言:认识光学玻璃
(一)光学玻璃的分类及用途
无色光学玻璃:普通光学玻璃(用于制造一般用途的光学透镜 棱镜 分划板 度盘 光栅 刻尺 的主要光学材料
)、耐辐射光学玻璃(具有抗辐射稳定性,用在具有Y射线 X射线的场合)和激光玻璃(用在不同激光器的写真强中,作为缠身激光的工作物质).有色光学玻璃:主要用来制造不同的光学滤光片.
(二)无色光学玻璃的分类、牌号
主要分两个系:一是P系列的普通无色光学玻璃,(1_99)
二是N系列的耐辐射无色光学玻璃.(501_599)
两大类(化学常数和光学常数不同):一类叫冕牌玻璃,以字母"K"表示;另一类叫火石玻璃,用字母"F"表示;
牌号有两部分组成(如:玻璃K9GB903-65),前面部分是类型代号,后面部分是牌号序号。
冕牌玻璃与火石玻璃的差异
冕牌玻璃(K) 火石玻璃(F)
折射率低(Nd为1.50~1.55) 折射率高(Nd,为1.53~1.85)
色散系数大(Vd为55~62) 色散系数小(Vd为30~45)
性硬 质轻 透明度好 性软 质较轻 稍带黄绿色
(三)无色光学玻璃的主要质量指标
⑴折射率 nd,色散系数vd,与标准值的允许误差 vd=nd-1/nf-nc
⑵光学均匀性
⑶应力双折射
⑷条纹度
⑸气泡度
⑹光吸收系数
(四)通用技术要求
透镜零件图的标注,
光学零件加工的技术要求,
光圈的识别,
光学零件的加工余量。
(五)两种加工工艺的对比:
传统工艺:散粒磨料,通用机床,轮廓成形法,松香柏油粘结胶,金刚砂;生产工序一般有:粗磨,精磨,抛光;
一般生产军工产品;
现在工艺:固着磨料,专用机床,范成法,金刚石丸片,三定:定时,定光圈,定表面面形;一般用于大批量单品种生产
二、实训目的:学习玻璃加工和镀膜的一般步骤;
理解光学零件加工原则;
了解光学加工安全操作知识.
三、实训项目:
(一)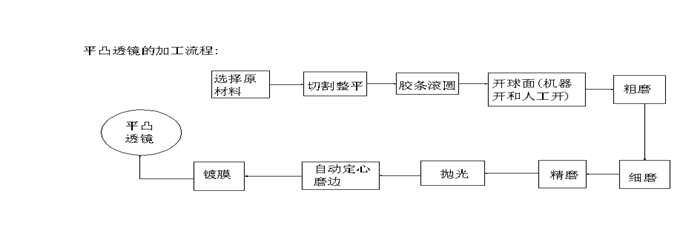 球面零件的加工.
球面零件的加工.
1.平凸透镜的重要加工尺寸:中心厚度:10.60mm
曲率直径:52mm
2.传统块料加工工艺过程(本实验选择块料):
?切割 按零件毛坯尺寸进行锯切;
?整平 磨去锯切时留下的不平痕迹;
?胶条 按零件厚度方向胶成长条;
④滚圆 用手工方法将胶条磨去棱角再滚磨成圆柱,或装在专用机床上直接按尺寸要求磨外圆;
⑤拆胶 清洗 胶条拆开获得若干个单个圆形玻璃片;
⑥磨球面 将圆片平表面按图纸要求磨成球面;
⑦倒角 磨去锋利的边缘;
⑧清洗送检.
3.切割是将玻璃大块料切割成所需要的小块料的过程.先按加工尺寸和加工余量要求,在大块料上划出标线,然后沿线进行切割或锯切.
4.常见切割方法(我们实训室用的是前两种):
手工切割 优点:设备简单,不需要装夹;缺点:劳动强度大,切口平整性差,锯口不直,崩边,切削率低.
外圆切割机切割 优点:切口平整性好,劳动强度小;缺点:装夹费事,尤其小料更显不便.
内圆切割机切割 优点:切口平,粗糙度好,锯口窄,尺度精度高;缺点:不适合切大块料,锯片使用寿命短.
套料 (1)钻头套料(2)超声波套料.
5.开球面的目的是将滚圆后的毛坯磨出球面形状,是其达到零件粗磨完工后曲率半径和中心厚度的要求;
步骤:一是金刚石磨轮铣磨,原理是采用斜截圆原理,用筒形金刚石磨轮在球面铣磨机上加工球面零件;
一是散粒磨料研磨,
R=(D/2sinα)+r 其中D为磨轮中径,r为磨轮端面切削口的圆弧半径,α为磨轮轴与工件轴的夹角.
6.细磨用302号砂,精磨用303或304号砂.
7.精磨目的是:一.形成较好的面形;二.形成有利于抛光的表面精度;三.保证零件加工尺寸要求和平行差要求.
注意:细磨和精磨过程中要每隔一段时间就要下工件清洗干净后检查表面面形和表面疵病,直到达到加工要求
8.抛光目的是:一.去除精磨的破坏层,达到规定的表面粗糙度要求;二.精修面形,达到图纸规定的表面面形(光圈及局部允差)的要求;三.为以后的特种工艺,如镀膜、胶合工序创造条件.
9.难点是光圈的识别
使用周边加压法
低光圈:当沿P方向加压,空气隙减小时,条纹从边缘向中心移动,
高光圈:当沿P方向加压,空气隙减小时,条纹从中心向边缘移动.

10.胶合工艺的技术要求:(1)保证胶合透镜中心误差
(2)保证胶合透镜的平行差和等厚差
(3)排除胶合层的气泡
(4)胶层要牢固
(5)保证胶合零件的面形精度
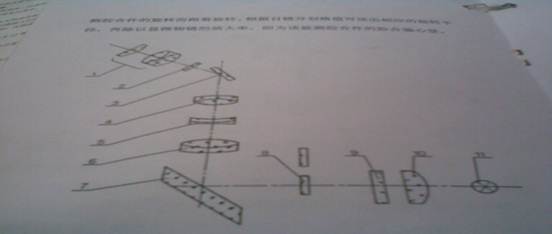
(二) 平面零件的加工
光学零件的平面制造有如下特点:
⑴被加工的平面实际上是半径很大的球面;
⑵平面加工以成盘加工为主要形式;
⑶平面加工以传统工艺为主要加工技术;
 ⑷平面加工具有一般的形状位置误差。
⑷平面加工具有一般的形状位置误差。
实训内容:运用现代加工工艺对平行平板同时进行双面精磨和抛光.
对三棱镜磨出标准的45度.
双面精磨步骤:①修盘(设200圈)目的是清除玻片的剩余废片;
②上游轮装工件,低速拉平;
③拉平后,100圈测速(厚度/100);
④将工件加工到要求尺寸。
注意:所用的游轮厚度一定比工件加工目的尺寸厚.
双面精磨机一定要在电源开关打开和转速调零的情况下才能启动
 抛光:双面同时抛光
抛光:双面同时抛光
测量仪器:螺旋测微器
(三)光学零件的镀膜
1.镀膜的应用:一是光学零件
二是光电零件
三是光通信器件
2.光学镀膜的分类
镀膜:将光学薄膜沉积在光学零件表面.
(1)按结构组成:单层,双层,三层和多层膜;
(2)按用途:增透膜,增反膜,分束膜,滤光膜,保护膜,导电膜,偏振膜,新型功能薄膜;
(3)按薄膜的材料分类:金属膜,电介膜,有机膜.
3.真空蒸发镀膜在真空环境下进行的目的:
减少气相镀料在飞向欲镀膜零件的过程中与其他气体分子间的碰撞和化学反应;
减少镀料、气相镀料及基片与其他活性气体分子间的化学反应;
 避免沉积过程中其他气体分子进入膜层成为杂质;
避免沉积过程中其他气体分子进入膜层成为杂质;
提高膜的沉积速度、纯度、致密性与基片的附着力.
4.真空镀膜的构成:
1.镀膜室 1660mm_880mm
2.真空机组(扩散泵和机械泵)
3.控电柜
5.单层氟化镁增透膜的镀制工艺流程:
1.准备 水温在20摄氏度以下,电压为220V,压强为
0.2MPa,汽压为0.5MPa
2.开机 循环 开机 主机 扩散泵
3.装工件
4.抽真空 先低后高
5.烘烤 除杂质
6.开离子源 30A 0.5A 轰击时间不超过15min
7.轰击
8.预熔
9.镀膜
四.实训总结:
通过本次实训,我学到了一些关于光学零件加工的知识,其中包括平凸透镜的加工与胶合,平行平板和棱镜的加工,以及光学零件的镀膜.认真听了老师讲的要点后再去实践避免了盲目性和危险性.在实训中再次体会到在工作中与同伴和同事合作的重要性,团结和包容在工作中显得那么的重要,理解了当机械开动后应保持的冷静与理智的必要性.而这些都是需要我们在走出学校前必须学到的职业技巧吧!期待以后会有更多这样的实训项目开展.
第二篇:板类零件加工实训总结报告docx
板类零件加工实训总结报告
这两个星期,我们实训的项目是板类零件的加工,与上次我们实训的模具钳工最大的区别在于,上次,我们实训的模具钳工是纯手工制造。你得靠自己的双手去戳,去磨削。而这次靠的是机器,去操作机器来完成对工件的加工。操作机器,安全是第一的。现在如此,以后到了企业上了工作岗位,亦是如此。才能做到安全生产。安全生产,安全生产,也就说明了,先要保障安全,后面才能生产。做到安全生产,就得增强安全意识,熟记安全手册。上次我们就花了一个下午的时间去抄写安全手册,抄写肯定不是目的,目的是让我们在抄写的过程中能加深对其内容的记忆,从而在脑中,在意识上认识到怎样才能做到安全生产。
板类零件加工,顾名思义,就是把一块钢板,按照所给尺寸对其进行的加工的过程,就叫做板类零件加工。拿工件,先铣。在没开始铣时,先要做好准备工作,那就是对好刀。调整工件与铣刀的距离,当工件与铣刀面轻微接触时,并对好了刀。在铣的过程中,注意铣削量一次不能超过3毫米,当铣削量过大时,就会造成刀片磨损过快。铣削面不平整。铣削分为精加工和粗加工,铣床高速正转时,所铣削的面比较平整,属于精加工。铣床低速正转时,铣削的面比较粗糙,不平整,属于粗加工。等到工件余量多出所给尺寸1~2个毫米时,就进行精加工。铣好了几个平面以后,接着就是上磨床磨,通过磨床的摇柄来控制磨床所磨的量。把工件去除毛刺以后,就把它放到磨床上面,测最高点,对好刀以后,从最高点开始磨。这样就避免了在磨的
过程中工件飞出打到人,或砂轮蹦掉所引发的安全事故。在磨的时候,一次不能磨太多,在那个摇柄的地方有个刻度尺,一次进3个格,为最宜。磨好工件以后,先关磨床开关,刚关的时候,因为砂轮还没完全停止,如果你不仔细看的话是看不到它还在转的,这样就误以为砂轮已经完全停止了,就去取工件,在这个时候,就很可以被砂轮擦伤手。因此,要等砂轮完全停止转动以后再把工件去下来。当我们在铣工件的时候,需要铣垂直面,垂直面的铣削方法。先找一个平面作为六个面的基准面,把工件放到虎口钳,用角度尺测量,使虎口钳与基准面垂直再进行铣削。这就是铣削垂直面的方法。等工件铣削磨好以后,就开始画线,线花好了就打孔。按照尺寸打好了孔以后,就对几个面进行最后的磨削,这样做出来的工件就好看些。
为时两周的实训并不长,在这两周的实训里,我们掌握了铣床和磨床的最基本操作。