�ֲĿ������ƺͿ�����ȴ����
�Ŀ�14
������
�ֲĵĿ������ƺͿ�����ȴ����
������
��ұѧԺ ���ϳ��ͼ����ƹ��� 14
��ժҪ���Կ��������������ȴ�ĸ������ԭ�������������������ȴ�ڰ��߲������е�Ӧ�ã����弰��չ���ƽ����˽��ܣ������ִ����߲������п��������������ȴ�����ؼ����мĽ��ܡ�����������ָ�����������У�ͨ���Խ������ȡ����ƺ���ȴ�ĺ������ƣ�ʹ�����α����̬���������ϣ��Ի�����õľ�����֯��ʹ�ֲľ���������ۺ����ܵ����Ƽ�����������ȴ��ָ�ȼӹ���ԸֲĽ��е�ּ�ڿ��������֯�ֲ����ܵ���ȴ������
���ؼ��ʡ��������Ƽ��� ������ȴ���� �ص� Ӧ�� ��չ����
The controlled rolling and controlled cooling technology of steel
�� abstract �� of controlled rolling and controlled cooling concept, control principle, control rolling and control cooling in rod wire production, the application of the significance and development trend are introduced, and the modern great controlled rolling and controlled cooling technology in wire rod production key were introduced simply. Control is to point to in the hot rolling process of rolling, based on the reasonable control of the metal heating, rolling and cooling, and make the plastic deformation combined with solid phase change process, in order to obtain good grain organization, make steel has excellent comprehensive performance of the rolling technology. Controlled cooling means to control phase change of steel after hot working organization and performance of the steel cooling technology.
�� key words �� control rolling technology characteristics of controlled cooling technology application development trend
1. ����
�������似���ķ�չ��ʷ�� 20����֮ǰ�����ǶԽ�������֯�Ѿ�����һЩ�����о�����ȷ��ʶ���Ѿ��۲쵽���е������塢��̼�塢����塢���������֯��20����20�����ʼ��ѧ���о������¶Ⱥͱ��ζԲ�����֯���ܵ�Ӱ�죬�������ǶԸֲ���֯���ܿ��Ƶ�������ԣ���ʱ���Dz����Ѿ��ܹ�ʹ�ý����������۲�ֵ���֯��ò�����һ�ͨ��X�������似����ʹ�ü����˶Խ�������֯�ṹ����ʶ�� 1980��OLAC������װ��Ͷ�������������ڰ�������߲ĵȴ����Ӧ�ã������ѳ��죬���۽�չ��չѸ�١�
2�������似����ұ��ԭ��
2.1�������ƻ���
��������ʹ�ֲ�ǿ�ͻ���ʵ�ʾ���ͨ�����������ƹ��ղ���(��:���������¶ȡ��������������¶ȡ�������ȴ��)�����Ƹ����������ƹ����е�ұ��ѧ����(��:��������ٽᾧ���Ͻ�Ԫ�ؼ���̼��������Ĺ��ܺ���������䡢�ӹ�Ӳ����֯����),���մﵽ���Ƹֲ���֯�����ܵ�Ŀ�ġ���������ʹ�ֲ�ǿ�ͻ��Ļ�����Ҫ��:1.����ϸ������������+�������,�����徧���Ĵ�С��ֲ�ǿ�Ⱥ����ԵĹ�ϵ�����Ա��ι����л����֮��ĸ���֯���ٽᾧ�ڿ������������������,�����徧����ϸ���ǿ������ƵĻ������ȱ��δ��α�ĽǶȿ����ǽ��ͱ��ο�������߸ֵ����Ա������� ������֯���ƵĽǶȿ�����:��ɸֵİ�������֯�Ŀ��� ;��һ���İ�������֯�����½����α� ͨ�����α������Ŀ���,ʵ�ֶԱ��ι�������֯�Ŀ���Ϊ�������֯��;����������,�Ի��Ҫ�����֯�����ܡ���ͬ�����ǰ�İ�������֯ ,������֯�ͻͬ ,���ܾͲ�ͬ�������廯������ͬ ���α������IJ�ͬ,�ȱ��ι����л���ֲ�ͬ�Ķ�̬�ظ����� (��̬�ظ�����̬�ٽᾧ)����̬�ظ�����(��̬�ظ�����̬�ٽᾧ),����ͬ�Ļظ����̻��γɸ����ȱ��������¸ֵ���֯�仯
2. 2�� �ֵ�ǿ�������������Ե�Ӱ��
�ֵ�ǿ��������Ҫ��: ����ǿ��������ǿ����λ��ǿ����ϸ��ǿ�� (����ǿ�����Ǿ�ǿ�� )�����ǿ���ȡ�����ǿ�� ,ͨ������ C, Mn, Si, Ni�ȺϽ�Ԫ������á� ͨ������ Nb, V, Ti�Ͻ�Ԫ�ؼ����ÿ������ƹ��տ�ʵ��ϸ��ǿ��������ǿ����λ��ǿ�����ڲ���ǿ���ֶ���߸ֵ�ǿ�ȵ�ͬʱ ,�����뿼�ǵ�ǿ���ֶζԸ����Ե�Ӱ�졣ͨ������ǿ�� ( NiԪ�س��� )������ǿ����λ��ǿ���Ľ�����´���ת���¶�����;��ϸ��ǿ��ʹ����ת���¶��½��� ���ͨ�����������Ի�
��ϸС�����徧�������ð���������������������ƻ���������Ǿ���֯ ,����߸ֵ�ǿ�ȵ�ͬʱ ,�ֿ��Խ��ʹ���ת���¶ȡ����� Nb, Ti�Ͻ�Ԫ�غ� ,��������ǿ��ʹ����ǿ������ ,ͬʱ����ת���¶�Ҳ�����������ÿ������պ� ,ϸ��ǿ��������ǿ������ ,ʹ����ǿ������ ,����ת���¶��½� ,������˸ֵ�ǿ���ԡ� V�Ͻ�Ԫ��ϸ��ǿ�������� ,�Ը��Ƹֵ����Բ��� ,һ������ Nb���ʹ�� ,���� V������ǿ���� Nb��ϸ��ǿ�����ۺ�ʹ�� ,�Ը��Ƹֵ�ǿ���ԡ����еڶ�����֯�Ĵ��� ,�Դ���ת���¶��в���Ӱ�� ,��������ܽ���������Ȼ�ϸ���ڶ�����֯ʹ����ȷֲ����ۺ����� ,ϸ��ǿ������߸�ǿ���Ե�����ֶ�
2. 2�� ���ϸС�����徧����;������ ���ο�������ԭ��
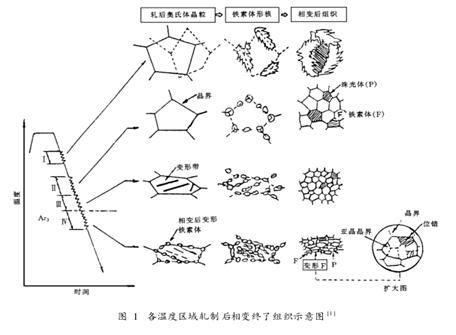 ͼ 1�����˶��ֿ������ƹ�����������֮֯��Ķ�Ӧ��ϵ���������� ,ϸ��ǿ���ɻ�øߵ�ǿ���� ,����ͨ���������ٽᾧ���������������δ�ٽᾧ�������������������������������������ϸС�����徧����
ͼ 1�����˶��ֿ������ƹ�����������֮֯��Ķ�Ӧ��ϵ���������� ,ϸ��ǿ���ɻ�øߵ�ǿ���� ,����ͨ���������ٽᾧ���������������δ�ٽᾧ�������������������������������������ϸС�����徧����
3 ������ȴ���ڵ�����
3.1��ѧģ��
Ӱ�����¶ȵ����ض������,����:���ֲ��ʡ���ȡ��ٶȡ���ȴˮ����ˮѹ��ˮ���˶���̬�������¶ȡ��ȴ�����������������������ȴװ�õ��豸״����,�����������ѧģ����ȫ�����Ǻ;�ȷ����,������ȷ���Ƶ��Ѷȡ�
3.2��ȴ�ľ�����
�ְ����ƹ�����һ��ͷ����β�����м䲿�ֵ��¶ȵ͡��ڲ��ú�������ʱ,�ְ����ֹ��ȴ�¶ȴ�ͷ��β�����Խ��͡���ɳ��ȷ�������ȴ�����ȡ�����ˮ�����±����ͣ��ʱ�������״̬��ͬ,�������������ȴ�IJ������ԡ�����Դ˲����Կ���,�����ɸְ���������ְ����ƹ����б߲�������ˮ�Ӵ���������������¶��½�,ͬʱ�߲�������ˮ���䵽������,��ɿ��ȷ�����ȴ�����ȡ�
3.3�����ͺ�
��ȡ������ͨ����װ����ȴ����10����λ��,��Կ��Ƶ�,����ͺ�ܴ�,������Լ�˳��淴�����Ʒ�ʽ��ʹ�á�����,���Ʒ��Ŀ��ռ���ȴˮ�ӳ�ˮ�ڽ��䵽���ֱ���,�����ڽϴ���ͺ�ЧӦ,����̬���ƴ�������Ӱ�졣
4.������ȴ����������
������ȴ�����ÿɸ���Ϊ����1����߲�Ʒ����������ѧ���ܣ����ǿ�ȣ��������ԣ��ڹ������ܣ����ƿɺ��ԣ�����������ƿ�������߳����ԣ�����֯��ṹ����ǿ��֯�ķ�ɢ�ȣ��ɻ�ø�����֯��ϸ����������ǿ�������ܱ������������ٱ��滮�˺����ƣ�����������Ƥ���ޱ�����̼����2�����������ɱ���ʡ�Ͻ�ɷ֣���Լ��Դ���������̣���߳ɲ��ʡ���3���������Ч����ṹ�����豸��������ʡ��Ȼ��Դ�����ٻ�����Ⱦ��
5�������似���ķ�չ����
��1��ȫ���Ա����ڴӸ������ȾͿ�ʼ���ϸ����,����������������ȴ��ȫ�湤�տ��ơ���֯���ƹ��̿ɷ�Ϊ�˸���:��ǰ����ȡ�þ��Ȱ�����,�����α�(���������а������ٽᾧ),�м��¶��α�,��Y�����ٽᾧ��չ,Y��a������İ������α�Y+a˫�����α䡣�������������ת���,�����塢�����塢�������α�;����Ar���������塢������α�,�α���ɺ�Ŀ�����ȴ���������ѳɹ���ģ�������ȴ�������Ż�,������Ѿ��֯���ƺ�Ѿ��a�����ƶ������ĸֲ��������������ȴ�������϶���
��2����һ�������߲����ϳ�¯�¶ȡ��������ýϵ͵ij�¯�¶Ƚ������ƣ�������ұ�������⣬���ܴﵽ�ϵ͵����������ġ�Ϊ�˽�������½�������Բ��ý��մ�������������ͨ�Ĵ��������������顣 ��3�������������뾫������֮ǰ�ͽ��뾫������֮�䶼�����м�ˮ�䣬ʹ�߲������¶ȿ�����800�����ң� ��ʹ���������߲ĵĸնȣ� ���Ҽ����˾�����ˮ��ε���ȴˮ������ˣ� ������ȴ��ˮ��ν������̵ķ���չ��ȫ������ȴ������ˮ��ϵͳҲ����ȫ�ջ����ƻ�·��չ��
�� 4�� ��˿�¶����͡� ���ڲ����˿������ƣ��ͳ������ƱȽ���˿�¶Ƚ��ձ齵�͡�
�����
[1]������.��һ���������ƺͿ�����ȴ�����봴�µ���������[J].������ѧѧ��,2009(7).
[2]���ͼ.�к�����ƿ�����ȴ����[J].��������,2003(2).
[3]������,������,Τ��.�ֲĵĿ������ƺͿ�����ȴ[M].
[4]���.������ȴ���������Ʋ������к���ϵ�Ӧ��[R].ұ���Զ���,2010.
[5]������.�ҹ��к�������豸�����ռ����ķ�չ[J].�й�ұ��,2004(9).
[6]���Ļ�.���似�����к�������е�Ӧ��[J].����ұ��,2007(12).
[7]�Ż���.������ȴ�������а������е�Ӧ��[J].�����о�ѧ��,2004(4).
[8]�����.������ȴ�������к�������е�Ӧ��[J].�����о�,2005(4).
[9]��ΰ.�������似����չ�����к�������е�Ӧ��[J].�����о�ѧ��,2011(10).
[10]������.�Գ�������ȴΪ���ĵ���һ��TMCP����[J].�Ϻ�����,2008(3).
[11��ΰ.TMCP(�Ȼ�����)���к�幤���е�Ӧ��[J].�ִ�ұ��,2010(6).
�ڶ�ƪ���������ƺͿ�����ȴ�������·�չ
�������ƺͿ�����ȴ�������·�չ
���ĵ��㣬���˷������
�������ϸ��������ܹ�˾��ɽ�� ���� 250101 ��
ժ Ҫ�� �����˿������乤�յĻ��������ص㣬������Ϊ���ư��ζ������ķֿ�����ȴ�� ��ϵͳ�Լ���̬���ƹ��ա�GCr15��иֿ����¹��յ���ģ��ʵ�����͵�̼������ֵ� �·�չ��ָ��Ӧ�������������Ƚ��Ŀ������乤�գ����ƿ�������ǿ�������Ըְ塣
�ؼ��ʣ��������ƣ�������ȴ����̼������֣� Ӧ���յ�
��ͼ����ţ�TG335 ���ױ�ʶ�룺A ���±�ţ�1004-4620��2003��05-0038-04 New Development of Controlled Rolling and Controlled Cooling Tec
hnology
XIA Dian-xiu, LI Xing-fang, LI Jian-pei
(Jinan Iron and Steel Group,Jinan 250101, China)
Abstract��Explains the mechanism and the technical features of controlled rolling and controlled cooling technology, introduces developed separated cooling lubricating system and dynamic rolling technology for improving the plate shape, hot simulated test result of new controlled rolling technology of bearing steel GCr15 and new development of low carbon bainite steel, points out that must be to actively digest advanced controlled rolling and controlled cooling technology, develop high strength and high toughness plate.
Keywords��controlled rolling��controlled cooling��low carbon bainite steel��strain induced transformation
������ҵ��չ�������ǵ��ʸְ������Ҫ��Խ��Խ�ߣ����˾��и�ǿ���⣬��Ҫ�����õ����ԡ��������ܼ��͵�����ԡ�Ŀǰ������������Ҷ����ÿ����Ϳ��乤�������ߺ�����ʹ�õ����͡������ܵ��øְ塢��̼����ĵͺϽ��ǿ�ȸְ塢�����Ըְ壬�Լ��촬�塢�����ְ塢ѹ�������øְ�ȡ�
1 �������ƹ��յĻ������ص�
�������ƹ�����ָ�������ȶ��İ���������Ar3���������ȶ�����Ar3��Ar1���ڽ������ƣ�Ȼ�����������ȴ�ٶȣ��Ի�����������������֯��ijЩ����¿ɻ�ñ�������֯���ִ����ƪ����ƹ���Ӧ���˰�������ٽᾧ��δ�ٽᾧ����������ۣ�ͨ�����Ͱ����ļ����¶ȡ����Ʊ������������¶ȣ�������ù���ǿ��������ǿ����λ��ǿ���;���ϸ��������ʹ�ְ��ڲ������ﵽ���ϸ���Ӷ��ı�������ԣ�����ǿ�ȣ���ߺ������ܺͳ������ܡ�����˵���������ƹ���ʵ�����ǽ��α��������������һ���ۺ�ǿ�����ա�
����������һ���п������ƺ��Ȼ��������֡�
�ڿ��������У�Ϊ�˻����Ҫ���Ŀ��ֵ�������ڹ涨���¶ȷ�Χ�ڽ����ܱ��Ρ���һ�����ɵ��εĿ����¶�������ͨ����¯�¶ȹ涨�ġ����Ƶ��¶ȷ�Χ�ɹ涨�������¶Ⱦ�����һ������£�ֻ�����ƹ����ڹ涨��ʱ�����жϣ����������͵�ͣЪ���Ͻ�����ȴ����������¶Ȳ��ܵõ���֤�����������Ʒ�ʽ�У������ж�ʱ�ĸְ���û�й涨�����Ƹְ����ȡ�����������������
�Ȼ��������ڹ涨���¶ȷ�Χ�ڰ������涨��ѹ�����������ƣ��ַ�Ϊ�������ƺ��������ơ������������У����ƹ����ж�һ�Σ���ʹ������ȴ����һ����Ҫ��������¶ȡ������������У����ƹ����ж����Ρ����ƽ����ɸý���Ԥ�ȸ����ĺ��ѹ��������ɸú��ѹ����ʱ���¶ȷ�Χ�����ġ��ɴ˲������м��Ⱥ���֮�������ʱ�䡣��
������Ŀ���������������£�ͨ��ϸ�������徧�������������Ժá�ǿ�ȸߵĸֲġ����磬�������ƹ��������徧����õ������7��8����ֱ������20��m�����������ƹ��յõ��������徧��Ϊ12������ֱ��Ϊ5��m������ϸ�ľ����ǿ���������ͻ�����ŵ㡣
�������ƹ��ջ����Գ�ַ�����Ԫ�ص����ã�������Nb��V��Ti��Ԫ�ص���ͨ��̼�ֲ��ÿ������ƹ��գ��ܻ�ø��õ��ۺ����ܡ� 2 ����Ŀ������չ��̵��·�����
����ĵ������ܴ�̶���ȡ���ڶ����ƹ��չ��̵Ŀ��ơ����淽���������֮����ԭʼ�ȵ��趨���Բ�ͬ���ͬ���ʵ��������и��ٿ��ƣ���������ȴ����������Ӧ̫����ȱ�㡣��ά.�����˾�����Զ�����ϵͳ����ȴҺ������װ�ý����˶��ص���ƣ����б˴˷ָ�������ȴ����ϵͳ��SLC���Ͷ�̬���ƹ���ϵͳ��DSS���յ��˺ܺõ�Ч����
2.1 �ָ�������ȴ����ϵͳ��SLC��
��������ƴ����������Һ��ʵ����ȴ���ڲ�����Һ��ȴ�Ĺ����У��ձ������Һ�ȶ��Բʹ�������̣��������������ı��������ﲻ����ѳ̶ȵ����⡣���÷ָ�������ȴ����ϵͳ�ɱ��ⳣ����Һ��ȴ����Ʒ������ȱ�ݡ�
��ϵͳ����������һ��ĸ�����ȴ�䡣ÿ����ȴ��ֱ��ס�Ϲ�������֧�й��Ĺ��漰�¹�������֧�й��Ĺ��棬�Ӷ�ʹÿһ������������ȴ�乹��һ������ϵͳ������������ȴ��֮����һ���죬�����ƵĴ����ɴ�ͨ����죬ʵ�����ơ�
�����ƹ����а���ȴϵͳ����ϵͳ�ָ����������ζ���ھ߱���ȴ���ۺϹ��ܵĻ����ϣ������Էֱ𰴸��Զ��صĹ���ȥ�������ơ�SLCϵͳ������ȵط�����ȴ���Ĺ��ܣ��Ӷ�ʹ�����Ĺ����ܶȴ����ߡ�
2.2 ��̬���ƹ���ϵͳ��DSS����
��ά.�����˾���ü����Ԥ����ȫ�������Ƶ���Ҫ���̡�������ü�������������ƹ����е���ѧģ�ͣ������Ͼ������ߵ�ģ�Ͳ������ơ�������Ϊ���͵������Ƕ�̬���ƹ���ϵͳ��
����ϵͳ��Ҫ��װ�����������ϣ����ڰ��κͶ�����״�Ŀ��ơ��ɽ�������ѧģ�ͺͳ�����Ԥ��Ľ��������������������Ӧ���ܽ��п��ơ���ͨ���ķ���ʽAGCϵͳ��֮ͬ�����������ϵͳ����������������Ӧ�ȼ�����һ��Ϊ�������Ƶ�����Ӧ���������������������ѹ�����ķ�ʽ�������ٶȺ�������ȴҺ�ķֲ��ȣ�ʹ��Ʒ�����ﵽʼ���ȶ�һ�¡��ڶ�����Ԥ��ģ������ϵ��������Ӧ�������������ƹ����в�õIJ����������ƻع������ʵ�֡����Ű�ʵ��ֵ��ģ��Ԥ��ֵ�����ֵ��Ϊһ������������ģ�͵�ϵ����
Ӧ��DSS����ҪĿ����Ҫ�����������Ⱦ���һ�µIJ�Ʒ��
3 GCr15�����¹��յ�ģ���о���
��������һЩ�������о�����иֵ��ȼӹ������Լ��α����ٽᾧ��������ȷ��������Ӧ�����ƶ�Ӧ������ι����еı�����Ӧ�䡢Ӧ���ʡ��¶Ⱥ���䣩֮��Ĺ�ϵ���о����������̼���˫�����α���ȷ���˱����¶Ⱥͱ������ǿ�������Ҫ���أ������廯�����������˫�����α�����������Ťתʵ�����ͣ�ٱ��η������о�����и����������е��ٽᾧ��Ϊ��ȷ���˾�̬�Ͷ�̬�ٽᾧ��������¶ȡ�����Ӧ��͵��μ��ʱ���֮��Ĺ�ϵ���Լ���˫���������Ķ�̬����������һϵ�еĹ���Ϊ��ȷ�ƶ���иֿ������ƹ����ṩ�˿�ѧ�����ݡ�
��иֵĸ������������У���900�����ϰ����嵥�������ƺ������850��800���˫�������ٴ�����������ǰ;���¹��ա��ù��նԿ������Ƶ��ƹ�Ӧ�á�������иֵ������������ƣ����������ʡ��Դ�ȷ��������Ҫ���塣
�����������1������Ťת�����ʵ�����ȱ���ģ����иֿ����¹��գ�֤ʵ����и־����°����嵥�������Ρ����ڰ���������̼���˫�����ڱ�
�Σ�Ȼ�������˻���̼���V���Ӳ�Ⱦ��ﵽ�˶Ը�ұ���Ʒ�ı�Ҫ��2���ڸ��°����嵥�����ڱ��Σ����μ���ڼ䷢����̬�ٽᾧ�����ٽᾧ��ɵij̶�����ε��ε����Ӷ���ߡ������ٽᾧ��Ӧ���ۼ�ЧӦ���ٽ��˶�̬�ٽᾧ�ķ������ڰ�������̼����˫�����ڣ�����̬�Ͷ�̬�ٽᾧ����֮�⣬̼������α���Ҳ���������ԵĶ�̬��������3����иֲ��ÿ����¹���������������������������أ���ƽ������Ӧ�����㹫ʽ���㣬�ȴ�ͳ���ƹ���Լ���40%��
4 ��̼������ֵķ�չ��
�ڿ��������ڣ���Ҫ����߸ֲĵ�ǿ�Ⱥͻ�ý�ϸ�ľ������̶��ڸ�ǿ�ȵĻ����ϣ�������Ҳ������Ӧ��Ҫ��Ŀǰ�Ѿ�ת�����ǿ�ȡ����õ����Ժͽϴ�ĺ�ȣ�ͬʱҪ�������ܡ���Ȼ�������õĹ��߸�Ҫ��ϸߵĺ����������ܡ�����ٽᾧ�¶������ܵ������������ܹ��ﵽ�Ľ���������Է�����Ч����
�ڿ����ĺ�����н��ͺ�̼������ߺ������ķ�չ�����У������˱�����Ϊ��̼������ֺ���״��-�ֵĵ�̼���̣�0.06%�����ǿ���֡��봫ͳ�Ħ���������ȣ����ֱָ��ֳ�����������������ǿ����ߵ����������ܺ�̼���ϵͣ��ܲij��κ�������ȴ������ߡ�����ǿ�ȱȽϵ͵ĸֲ��У����ټӹ�Ӳ���ܹ������κ�������ЧӦ�����������ǿ�ȵĽ��͡����ֵָ���֯�ǵ��͵���״��������̼�����塣ͬʱ�ڳ������ƺ��þ����������֮�ᱣ����ǰ�����������߽硣
4.1 ��̼�������
����ͨ����״̬��,Ϊ�ﵽ��Ҫ��ǿ�ȿ�����Si��Mn��Cr��Ni��Mo��Ԫ�أ�����������ļ�����ȴʹ������֯�г���һ����״��֯���Ǧ�-Fe�����Ϸֲ���״����״M/A��Ľṹ����֮Ϊ��״�����塣�粻��ȡϸ��������ػ��Գ�ַֽ�������״�����壬�Ըֵ����Խ��в�����Ӱ�죬ǿ���Ժ��Ѽ�ˡ���ˣ����ÿ������գ����Խϵ͵�̼����ά�ֱ�Ҫ�����Ե�ͬʱ���ָ����˸ֵĺ����ԡ�
4.2 ��״������֪�
Ϊ��Ӧ�ߺ��ش���ھ�ʯ����Ȼ�������߹��̶Բ��ϸ�ǿ�ȡ��������ԡ��ɺ��Լ����ó����Ե�Ҫ��չ��C-Mn-Mo-Nbϵ��״�����壨AF���֡����ָֿ���״̬��������ɴ�470��530MPa�����ϳ�����ɴ�165J��50%���жϿڵ�ת���¶ȣ�FATT��������-60�档��ͬ��һ��������-�������߸���ȣ����и��õĺ������ܡ������ԡ���������������Ȼ�������ⸯʴ�����շ��������ܡ���������ʴ���ܡ�
4.3 ����̼�������
ͨ���������յ���ѻ������ͳ���̼������ֿɵõ����и��ܶ�λ���ǽṹ�ľ���ϸС��������֯��ǿ�ȡ������Լ��ɺ�����ϵ��ۺϻ�е���ܡ���̼������ֵĻ�ѧ�ɷֱ����ǣ���ʹ�ڴ���滺����ȴ������£�Ҳ���ڱ�����ת����������䣬�Ӷ����һ����ǿ�ȡ�����෴�����ڸߵ���ȴ�ٶ���ȴ�������γ������壬�������ֱָ�����и������Է�ֹ�����γɺʹ��Զ��ѡ�����ܳɹ���ͨ���ʵ��Ļ�ѧ�ɷֺ�����ʱ�Ŀ�����ȴʹ��-�������¶Ƚ��ͣ��Ϳ���600��650����¶Ƚ������ơ������Ϳ���ͨ������ϸ���ߵ�λ���ܶȽ�һ��ǿ����Ϊ��ת��ɱ����壬��ͨ������Mo��B�ӳ�������������ת��ʱ�䣬������ͨ������Mn��Ni���ı�ת���¶ȡ�Nb����˫�����ã�����״̬�£����Ƴ���������γ�;��������������£�ͨ�������徧��ϸ�������ʹ��ԡ�V��Ti�������Ƶ��Բ�һЩ�����á�̼�����Ľ��ͱ�Ȼ��������������γɣ����̼��������ȣ��ڸ��ƺ������ܺ����Է��滹�����������塣��ʱ��̼��������0.01%��0.10%�����е�̼������ֵ���֯���ϱ�������±����弰������Ļ������ɡ����⣬��̼��������0.10%ʱ��������ijɷ֣����Ʋ�ͳһ������̼�����塢��״�����塢�ֽ����������ʵ������ȵȡ�������֯���ص�ͨ������״����ͨ������������ɴ���λ����Ӧ�ð�������֯�롰�����ġ�����������������Ϊ�������ɰ�����ֽ��γɵģ����Ҳ���̼������������෴������֯����ͨ��һ���ֽ���̲�������Ҫ��ͨ��һ�����ٽ��е�����ɢ���̲����ġ������ϱ�������֯���Եķ������п��ƽ�С�İ����徧�����Լ�����̼������������ʵ��������ֳ��ϸߵ�ǿ�ȣ������ж����������ͺ�����ʵ
������ĸ��ھ�������ͬʱ������ͬ���Ĵ���ת���¶ȡ���̼Լ0.10%��0.20%��B-Mo������������ԼΪ500MPa�������귰�ѣ�����̺�������ʹ���Դ����ơ�
��һ����չ��Ŀ���ǣ���1���������Mn-Mo-Nb�֡����ָ־����ɶ�������������ʵ��������ɵ�һ�־����dz�ϸ�Ļ����֯������״̬�µõ�550��600MPa���������ޣ�������ͨ���ػ�����ߡ��ػ������ʱЧӲ�����������˱�������֯�������徧���Ӧ������2����̼������0.01%���̺����ﵽ5%�ĸ֡�һ����˵������ת���¶ȿ�ͨ��̼�����Ľ��ͺ��̺�������ߵõ����ơ��ߵ��̺����������ƶ������������γɡ��������Ϊ�Ͻ�Ԫ�ص���ʹ��ʱ���������������Ϊû���Ͻ�Ԫ����ɵ�ϸ����Ӳ�����á�
������������̼��������֯����ĵ��ʸ��ڽϱ��ĺ�ȷ�Χ�ڽ��п����������������Դﵽ680MPa�����ü۸�ϵ͵ĺϽ�Ԫ��B�����沿�ֽϹ��صĺϽ�Ԫ�ء����ڿ��Դﵽ�dz��͵Ĵ���ת���¶ȣ���ˣ�����̼��������֯�ĸ־��������Ͻ���¸��ྺ�����ʳ���ǿ�Ⱥ������⣬��չ����Ҫ���۵����ں����кͺ��Ӻ������ƣ���������¸ֵļӹ���ʹ�����ԡ�������̼��������֯�ĸ֣�������״̬�µ��������ɴ�600MPa���ػ��ɴ�700MPa�������ָ��������õĴ������Ǿ���ߵ�λ���ܶȣ��������֯Ϊ��״�����塣��
�����꣬������ѧ�ȵ�λ�Ѿ�����Gleeble��ģ��ʵ����о���ʵ��ְ�������±�����Ϊ��Ӧ���շ�������Ϊ��������ȴ�����Ϊ���ڴ˻���������ʵ�������о������ƺ���ȴ���ղ�����ʵ�����ѧ���ܺ�����֯��Ӱ�졣���������ͨ���ʵ��Ŀ����Ϳ��乤�տ�ʹʵ��ֵõ���ϸС�ı�����Ϊ��������֯���ﵽǿ�Ⱥ����Ե�����ƥ�䡣���ð������ٽᾧ��δ�ٽᾧ��������+���������������ο������ղ������Ӧ��ѹ���ʣ�������Ƴɹ��˵�̼������֡����ǵ��Ƶͺ��������������Ը�WDB620������Ӧ���յ����ƿ�����ϸ����������֯���ܵõ������ߴ�0.92��m�ij�ϸ��������֯������羵�������֣���ϸ����������λ���ܶȽϵͲ�������С�ǶȾ�����ڡ�
5 ���� ��
ʵ��֤�������ÿ������乤�ռ���������ǿ�ȸߡ����Ժá��ɺ��������ҳɱ��͵ĸְ����ð취����Ӧ���յ����Ƽ����볣������������Ͽɻ�ø�Ϊ����ij�ϸ����֯�����Խ���������Ƚ������ƹ��տ��Ʒ�����������������Щ�¼�������ַ��ӿ������ƹ��յ����ƣ����ҹ�������Դ�������£����ƿ�������ǿ�������Ըְ壬�ر��ǵ������Ժõĸְ塣