兰州大学
实习报告
实习单位:中国石油兰州石化公司炼油厂
专 业:化学工程与工艺
姓 名:王锐夫
实习时间: 2014.5.19~6.27
一实习时间:
20##年5月19日至6月27日
二实习岗位:
兰州石化公司炼油厂油品储运联合车间66泵房(跟班师傅:吴铁成)
三实习目的:
1.在实习过程中,通过对工厂的了解和与技术人员的交流,对所学专业在国民经济中作用加深认识,培养事业心、使命感和务实精神,更好的适应从学生到工作者做好准备。
2.通过观察和分析化工产品生产过程,学习本专业的生产实践知识,对化工生产加深感性认识和后续课程的理解。
3.理论联系实际,用已学过的理论知识去分析实习所看到的实际生产技术,使理论知识得以充实、印证、巩固、深化,体会书本知识的重要性,提高解决实际工程问题的能力。
4.得到一次综合能力的训练和培养,在整个实习中,充分发挥学习的主动性和积极性。在生产现场仔细观察,虚心请教,积极思考,多方了解,在有限的实习时间里,使各方面的能力都得到锻炼。
四 实习内容:
1.装置介绍:
兰州石化公司东油品输转装置(油品储运联合车间前身)始建于 1958 年,包括 66、73、71、71/1、49/12 五个泵房和
一个压缩机房,一套火炬回收系统。1995 年、2003 年装置经兰炼设计院设计改造后,总储存容
积增加至 292700m
3。其中: 66 泵房主要接收、储存和输转蜡油、焦化蜡油、催化汽油、催化柴
油、催化油浆、重芳烃、重化物及焦化汽柴油等油品;73 泵房主要接收、储存和输转渣油、连
续重整原料、蜡油以及预加氢油等油品;71 泵房主要接收、储存和输转轻碳四、丁烯-2、丙烷、
不合格丙烯、拔头油、混合碳四等油品;71/1 泵房主要接收、储存和输转丙烯;火炬回收系统
负责装置排放低压瓦斯的回收利用。
技术特点:
1.装置储存输转油品品种多,储存了炼油装置产燃料油及气体产品共计 22 种。装置原料蜡
油储存容积 68000m
3
、焦化汽柴油储存容积 4000m
3、渣油储存容积 60000m3、连续重整原料储存
容积 27000m
3,预加氢油储存容积 9000m3,装置半成品催化汽油储存容积 27000m3、输转能力为975m
3/h;催化柴油储存容积 14000m3、输转能力为 407m3/h;催化油浆储存容积 8000m3、输转能
力 274m
3/h;气体产品储存容积 32500m3、输转能力 875m3/h;低压瓦斯储存容积 30000m3,输转
能力 13800m
3/h。
2.火炬回收系统采用湿式气柜回收低压瓦斯,火炬点火设施采用自动电打火。
3.燃料气管网压力调节采用氢气和天然气自动(或手动)补压及泄压阀自动泄压调节;氢
气管网压力采用 PV1 补高压及 PV2 泄压调节方式进行调节。燃料气系统压力由 PV1、天然气补压阀及高压自动泄压阀调节;高压压力达上限时由高压自动泄压阀调节泄压至低压瓦斯管网,高
压压力达下限时由 PV1(补压介质为 H2)及天然气补压阀调节补压至高压管网。H2 压力调节由 PV1
和PV2 调节阀调节,H2 压力达上限时,由 PV1 泄压至高压管网,泄压后高压压力达上限时,PV1
关闭,由 PV2 泄压至低压瓦斯管网。
4.部分催化汽油、液化气储罐及分液罐采用自动脱水器脱水,做到油水及时分离。
5.装置部分储罐安装了雷达表及光导表,实现了液位、温度、压力自动采集。
6.装置工艺较简单,流程复杂,设备、管线多且分部区域广。装置日常生产任务为油品的接
收、储存和输转,涉及的工艺为加维温、脱水去杂和输转工艺,相对比较简单。但由于本装置涉及
的生产装置多,工艺流程相对较长、跨线多,流程较复杂。装置现有罐区 20 个,管理范围东至东
围墙,西至西围墙,南至 1
#路,北至厂后污水处理厂;有各类储罐 117 具,其中常压储罐 58 具,
球形储罐 29 具,卧式储罐 22 具(其中液化气储罐 10 具,分液罐 12 具),立式储罐 8 具;有离
心泵 53 台,蒸汽往复泵 7 台,压缩机 5 台,30000 m
3 气柜一具,工艺管线 260 余条。
装置改造情况:
1.1995 年配合 140 万吨/年重油催化装置外围系统配套工程改造,对 47/4、49/5、49/1、
49/2 罐区陆续进行了扩建,新增 5000m
3 柴油罐 2 具、3000m3 汽油罐 2 具,1000m3 球罐 4 具、400m3球罐 10 具。
2.1997 年在炼油厂原有火炬系统的基础上,进行重大技术改造建成投用火炬回收系统,新
增一具 30000m
3 湿式气柜,三台 RWBII-316 型螺杆压缩机以及自动点火设施,该系统的投用,使
火炬长明灯停用,增大了低压瓦斯的回收能力,但在使用过程中由于低压瓦斯介质较脏,且机
组开停频繁,造成 RWBII-360 型螺杆压缩机检修频繁,为使压缩机能长周期运行,先后于 2001
年、2004 年、2008 年将旧机拆除后新建 LG30/0.8 型、LYZ60/0.8 型、LYZ60/0.8 型螺杆压缩机三台,2005 年、2006 年分别将 71 泵房原五台 4L-12.5/22 型往复式压缩机拆除后改建为两台 LG40/1.2 型
螺杆压缩机,改建后压缩机运行周期延长,检修次数减少,满足了生产的需要。
3.2001 年-2003 年在为 300 万吨/年催化裂化装置和第三套常减压装置外围系统配套工程改
造过程中,陆续对 48/2、49/3.4、49/5、51/4、49/1、49/6、49/10 等 8 个罐区进行了扩建改
造,新建了 49/12 罐区,新增 5000m
3 蜡油罐 10 具, 5000m3 汽油罐 3 具,15000m3 渣油罐 2 具,
1000m
3 球罐 11 具、2000m3 球罐 2 具、4000m3 球罐 2 具。
4.2008 年为满足丙烯向化工与兰港同时输转需大流量泵的要求,拆除了 71/1 泵房原 3
#泵,
改建一台 GSB-L1-60/400 型离心泵以满足生产需要。
5.2008 年配合第三套气体精制装置的建设在 73 泵房原 4
#、5#泵旧址改建两台 UH-0424 型离
心泵,实现向第三套气体精制装置输转溶剂油的目的。
6.2008 年为消除全厂低瓦斯排放系统安全隐患,新建了新 195 线,管线全长 4124m,新增
一具 50m
3 分液罐,建成后可与旧 195 线切换使用,确保了全厂各装置低压瓦斯的正常排放。
2. 生产工艺原理:
上游装置生产的各类油品经管道输送进入本装置后,本装置对各类油品进行加维温、脱水、提
压处理,达到各类油品储存的工艺指标要求和产品/半成品质量标准指标要求后,再输送至各下游生
产装置进一步加工或直接出厂。
1.加维温原理:遵循能量守恒原理。上游装置来各类油品至罐区储存一定时间后,由于油罐罐
壁的散热损耗,油品所含的部分热量损失,内能降低导致其温度降低。为保持油品具有一定流动性
(适当的粘度),满足油品储存和输转所需的工艺条件,必须使油品温度适宜,即:保持其温度在凝
点以上、闪点以下的一定范围之内。装置采用油罐加热器来维持油品的温度,即:油品与蒸汽(或
热水)通过加热盘管间接换热来吸收热量,油品吸收热量后温度升高,达到工艺指标要求。装置储
罐采用间壁式换热,利用冷(油品)—热(蒸汽)流体的温差(传热推动力)进行热交换,蒸汽将
热量以对流传热方式传给管(加温盘管)内壁,然后热量由管内壁以热传导方式传给管外壁,最后
热量由管外壁以对流方式传给油品,使油品温度升高。
2.脱水原理:油品脱水是利用油品与水、杂质在相同条件下比重不同且互不相溶的性质,在重
力作用下对油品和水分/杂质进行分离脱除的过程。各装置来油品进入储罐进行沉降,由于油的比重
小,在重力作用下浮于水分、杂质上面,水分、杂质则沉降于罐底,经脱水阀后,将杂质和水分脱
除。
3.油罐自动脱水原理:装置部分储罐采用油罐自动脱水器进行脱水操作。脱水器与油罐连通,利用油品与水分间的密度差及浮子重力作为动力源,通过杠杆放大原理放大作用力,使之达到开启
或关闭自动切水阀所需的作用力。其基本原理是力平衡原理,利用物体在不同密度介质中产生的浮
力不同的原理,依靠浮球在油、水介质中的浮力差,使浮球上下运动,通过杠杆作用实现排水阀的
开启与关闭,达到脱水目的。
4.提压原理:液化气储罐提压是利用液化气具有易挥发、体积膨胀系数大的特性,对液化气进
行加温提压的过程。液化气(液相)经提压器与蒸汽间接换热来吸收热量升温,随着温度的升高,
储罐内液化气液态体积会不断膨胀,气态压力不断增加,其饱和蒸汽压也将升高,从而使罐内油品
压力提高。
1.1.2.2 油品输转工艺原理
上游装置来油品进入储罐储存,经装置加维温、脱水等操作过程处理,达到工艺指标要求后,半
成品做原料向下游装置输转、产品直接出厂。油品输转是利用能量平衡与转换的原理,将能量(电
能、蒸汽的压力能等)提供给原动机(电动机、透平等),由原动机带动转换设备(离心泵、往复泵
等)对油品做功,将能量转换成油品流动所需的动能或静压能。本装置使用的输送设备主要为电动
离心泵和蒸汽往复泵。
低压燃料气回收工艺原理
低压燃料气回收是将炼油各生产装置排放的低压燃料气通过低压燃料气管网,在两套火炬水封
压力作用下经过滤、排凝进入气柜储存,气柜中的低压燃料气经压缩机压缩提压后进入燃料气管网
供装置使用,以达到回收低压燃料气的目的。当低压燃料气管网压力超过水封压力时,燃料气顶开
水封排入火炬燃烧,从而起到平衡低压燃料气的作用。
低压燃料气经压缩机压缩提压,再经冷却后其中的重组分液化从气相中分离出来进行回收,轻
组分以气相状态进入燃料气管网
66 泵房
66 泵房主要为两套催化装置的原料罐区和半成品罐区,另外还储存输转连续重整装置、助剂厂
的重芳烃、延迟焦化装置的焦化蜡油、焦化汽柴油及储存烷基化、两套酸性水汽提、40 万吨/年航
煤加氢、120 万吨/年柴油加氢、第一、二、三套气体精制的重化物。储存介质包括蜡油、催化汽油、
催化柴油、催化油浆、重芳烃、焦化汽柴油、重化物组份,其中三套常减压、溶剂脱蜡装置、延迟
焦化装置生产的蜡油组分进 48/2 和 49/3.4 罐区,油品经加温脱水、分析合格后输转至两套催化装
置进行加工;两套催化装置生产的催化汽油组份进 49/5 罐区、催化柴油组份进 47/4 罐区、催化油
浆组分进 48/1 和 47/4 罐区。催化汽油分析合格后由 66 泵房输转至储运厂调和出厂;催化柴油通过直供流程输转至 120 万吨/年柴油加氢装置进行加氢精制
(66 泵房柴油储罐一般只作为原料缓冲罐);
催化油浆经分析合格后可作延迟焦化原料或外送出厂。连续重整产重芳烃可进 47/4 罐区,经沉降脱
水,分析合格后外送出厂。烷基化、两套酸性水汽提、40 万吨/年航煤加氢、120 万吨/年柴油加氢、
第一、二、三套气体精制所产重化物进 49/5 罐区,经沉降脱水后由两套催化装置加工。
1.收油
蜡油:第二套常减压装置(1120、1120-1 线)、第一套常减压装置(632 线)及第三套常减压装
置(802、803 线)、溶剂脱蜡装置(249 线)生产的蜡油及延迟焦化装置(191 线)生产的焦化蜡油、
储运厂(168-1 线)罐区来蜡油汇集至 48/2 罐区东侧及 49/3.4 罐区西侧的蜡油集合管后经 8021 线
进 48/2 罐区的 G57、G58、G59、G60 和 49/3.4 罐区的 G114、G115、G116、G117、G118、G119;延
迟焦化装置生产的焦化蜡油经 191 线也可进 47/4 罐区 G69、G72。
催化汽油:140 万吨/年重油催化装置生产的合格催化汽油经 139-1 线进 49/5 罐区 G130、G132、
G133、G135、G455、G456、G452、G453、G454,不合格汽油经 16-2 线进 49/5 罐区 G457、G458;300
万吨/年重油催化装置生产的催化汽油经 139-2 线进 49/5 罐区 G130、G132、G133、G135、G455、G456、
G452、G453、G454 罐,不合格汽油经 637-1 线进 G132、G135、G457、G458。一套气分装置 C5 经 139
线进 49/5 罐区 G130、G132、G133、G135、G455、G456。71 泵房 C5、拔头油经 113-2 线跨老 542线
经 14 线进 G131、G134、G132、G135、G457、G458。烷基化、MTBE 装置经新异辛烷、老异辛烷线进
G455、G456。
催化柴油:140 万吨/年重油催化装置生产的催化柴油经 127-1 线进 47/4 罐区 G70、G71、G73、
G74、G450、G451;300 万吨/年催化裂化装置生产的催化柴油经 638 线(轻柴油经 638-1 线)进 47/4
罐区 G70、G71、G73、G74、G450、G451。60 万吨/年汽柴油加氢合格柴油经 150 线进 47/4 罐区 G70、
G71、G73、G74、G450、G451,经 66-01-3、66-01-4 出口 38-1 线跨 82 线再跨 82-1 线至 47/4 罐区
G70、G71、G73、G74、G450、G451,不合格柴油经 150-1 线进 47/4 罐区 G70、G71、G73、G74、G450、
G451 或进 49/5 罐区 G131、G134。 120 万吨/年柴油加氢经 638-1 线回油至 47/4 罐区 G450、G451。
第三套常减压装置不合格柴油经 500 线进 47/4 罐区 G450、G451。 延迟焦化产焦化柴油经 60 万吨/
年柴油加氢抽油线 38-4 线跨 140 万吨/年重油催化回抽柴油线 127-2 线再跨接 127-1 线至 G70、
G71、
G73、G74、G450、G451。
油浆:140 万吨/年重油催化装置生产的正常催化油浆经 129 线进 47/4 罐区 G69、G72 和 48/1
罐区的 G51、G52、G53、G54,紧急外甩油浆经 129a 线进 47/4 罐区 G69、G72。300 万吨/年重油催化装置生产的正常油浆经 672 线跨 1109 线进 48/1 罐区 G51、G52、G53、G54,紧急外甩油浆经 1006
线进 48/1 罐区 G51 和 47/4 罐区 G69、G72。
焦化汽柴油:
延迟焦化汽柴油经 1911 线进 49/5 罐区 G131、G134,60 万吨/年汽柴油加氢退油经 150-1
线进 49/5 罐区 G131、G134。
重芳烃:连续重整装置产重芳烃经重芳烃线跨 L638 线进 47/4 罐区 G70、G71、G73、G74,助剂
厂来重芳烃经 127 线进 47/4 罐区 G70、G71、G73。
重化物:烷基化重化物经 14-1 线跨 14 线、连续重整重化物经 645-1 线,两套酸性水汽提、第
一、二套气体精制、40 万吨/年航煤加氢重化物经 14-1 线跨 14 线、120 万吨/年柴油加氢重化物经
1525 线跨 14 线、第三套气体精制经第三套气体精制装置线跨重化物阀组 14 线进 49/5 罐区 G457、
G458、G131、G134,各装置重化物进至 49/5 罐区后也可经罐区内 14 线跨 637 线进 G132、 G135。
北滩油库置换管线混油经 WL 线进 49/5 罐区 G457、G458,经 49/5 罐区内 G457 西侧乌兰油线跨接 139
线可进 G130、G132、 G133、G135、 G455、G456。
渣油:第二套常减压装置、第一套常减压装置减压渣油经 1109 线、535 线进 48/1 罐区 G51、G52、
G53、G54。
2.付油
蜡油:48/2 罐区 G57、G58、G59、G60,49/34 罐区 G114、G115、G116、G117、G118、G119 油
品经 40-1 线由 140 万吨/年重油催化装置抽做原料,经 40-2 线由 300 万吨/年催化裂化装置抽做原
料,经 40 线跨新 159 线进 66-02-10、66-02-11,经 66-02-10 出口 364 线向操纵站输转,经 66-02-11
出口 166、169 线向储运厂输转。
73 泵房
73 泵房主要为催化装置和连续重整装置的原料罐区。三套常减压装置生产的减压渣油进 51/4
罐区,经加温脱水、分析合格后输转至两套催化装置进行加工;三套常减压装置生产的铂料组份、
120 万柴油加氢生产的汽油组分及兰化来芳烃抽余油经过脱水罐脱水,然后进脱砷罐进行脱砷处理
后进入 51/5 罐区,在储罐中经再次沉降脱水、分析合格后输转至连续重整装置进行加工。51/5 罐
区储存预加氢油作为连续重整装置的开工用油及做第三套气体精制装置的溶剂油输转。
1.收油
渣油:第二套常减压装置渣油经 1109 线、第一套常减压装置渣油经 667 线、第三套常减压装置
产渣油经 825 线进 51/4 罐区 G467、G469、G470、G573、G574、G602、G603。
蜡油:第二套常减压装置(1120、1120-1 线)、第一套常减压装置(632 线)、第三套常减压(802、
803 线)装置产蜡油、溶剂脱蜡装置(249 线)
、延迟焦化(191 线)、低分子(1101 线)来蜡油经集
合管 8021 线进 51/4 罐区 G463、G464、G465、G466。
连续重整原料:第二套常减压装置连续重整原料经 1118 线、第一套常减压装置连续重整原料经
新 542 线、120 万吨/年柴油加氢汽油经 1527 线、储运厂来连续重整原料经 L542 线、润滑油加氢经
542 线、化工芳烃抽余油经抽余油线在 51/4 罐区西侧集合管处跨接第三套常减装置产重整原料 801
线后经 1
#、2#、3#脱水罐脱水后进 1#、2#脱砷罐脱砷,再经新 542 线进 51/5 罐区 G473、G700、G701。
预加氢油:连续重整装置精制油经 544 线进 51/5 罐区 G474、G475、G476、G477、G478。
2.付油
渣油:51/4 罐区 G467、G469、G470、G573、G574、G602、G603 油品经 659-4 线由 140 万吨/年
重油催化装置抽做原料,经 647 线由 300 万吨/年催化裂化装置抽做原料,经 5141 线至 73-02-6,
经出口 670 线送两套催化装置,经 654 线至储运厂。
蜡油:51/4 罐区 G463、G464、G465、G466 油品经 40 线跨 5141 线(或 5141 线)至 73-02-6,
经出口 654 线跨 LX 线到兰西;经 5141 线至 73-01-1、73-01-2,经出口 654 线跨 LX 线到兰西。
连续重整原料:51/5 罐区 G473、G700、G701 油品经 544 线由连续重整装置抽做原料;51/5 罐区连续重整原料经 645 线至 73-01-3 入口,经 L542 线至储运厂或至 66 泵房。
预加氢油:51/5 罐区 G475、G476、G477、G478 油品经 545 线由连续重整装置开工时回抽;51/5
罐区 G474、G475 油品经老 544 线至 73-01-4、73-01-5,经 73-01-4、73-01-5 出口第三套气体精制
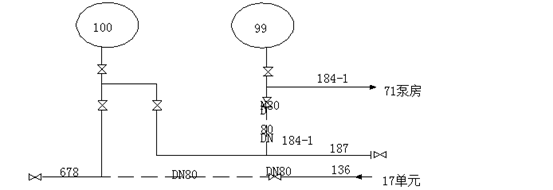
装置专线至双脱装置。改造前 G100 只有 184 线至泵房流程,由于 184 线是丙烷罐进泵房专线,在 G100 储存一套气分
装置碳四向燃料气站送油占用 184 线时,丙烷无法实现向化工输转的要求,为解决此问题,在 2008
年 3 月对 G100 工艺流程进行改造,
将一套气分装置进油 136 线与 G100 入口 187 线断开后跨接至 678
线进 G100,将 187 线跨接 184-1 线至泵房,改造后 G100 送燃料气站经 184-1 线至泵房,丙烷经 184
线至泵房,实现了 G100 向燃料气站送油与丙烷送化工可同时进行的目的。(图中虚线为新增流程)
73 泵房 6
#泵增加向兰西送焦化蜡油流程
73 泵房 6
#泵出口 654 线与 66 泵房兰西油浆线接一跨线(DN80)后,实现 73 泵房 6#泵向兰西输
转焦化蜡油的目的。(图中虚线为新增流程)

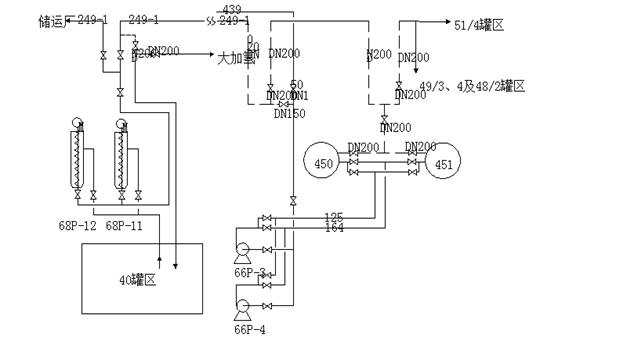
249-1 线增加接 439 线及 G450、G451 入口流程
2009 年 3 月催化柴油增加了 249-1 线与 66 泵房 66-01-3、66-01-4 出口 439 线连通及 249-1 线
接 G450、G451 流程,实现了 47/4 罐区柴油通过 66-01-3、66-01-4 经出口 439 线跨 249-1 线向 40
罐区倒柴油和 40 罐区柴油通过 249-1 线至 G450、G451 的目的。(图中虚线为新增流程)
五实习心得:
炼油厂油品储运联合车间的实习生活结束了,车间的各级领导和车间带队师傅的关心和照顾让我们的实习生活顺利且愉快,跟班师傅毫无保留的技术指导,让我们的实习生活充实并且收获颇丰。
在这次实习中,让我们学到了做任何事情都要注意每一个细节,在车间干活时一定要注意按规章制度来干,一定要注意细节,否则会出事故,在对管道阀门的拆卸过程中,要注意管道内是否存有遗留油品,并且确认管道内压力是否消除,不然会造成管道一侧遗留油品在阀门拆卸时喷出,造成不必要的伤害。这是在平时课本里学不到的,只有经历过才真正体会到制度规程的重要性,这也成为我宝贵的实践经验,使自己不断提高。同时既然选择了化工这一行,就要处处谦逊学习,注重细节,避免事故的发生。
通过这次实习,让我对炼油厂有了更进一步的了解,为日后的工作打下基础。再次感谢车间的盛情接待,感谢泵房班组的悉心指导和呵护,特别感谢跟班师傅吴铁成吴段长,在做好本职工作的同时还将我们的实习生活安排的相当妥当。