申报焊工高级技师论文
紫铜与低碳钢的熔化极氩弧焊
20##年2月1日
目录
一前言
二紫铜与低碳钢的焊接分析
1难溶合及易变形
2易产生裂纹
3气孔
三紫铜与低碳钢的焊接工艺要点
1 焊接材料的选择
2坡口形式的选择
3坡口清理
4工件预热
5焊接
6焊后保温
四焊接检验
1拉伸试验
2金相检验
五结论
紫铜与低碳钢的熔化极氩弧焊
摘要:通过紫铜与低碳钢的熔化极氩弧焊的生产实践,对铜钢焊接易产生裂纹,未溶合和气孔等缺陷进行了试验分析,并采用了合理的焊接工艺,提高了焊接接头的力学性能,保证了工件质量。
一 前言
紫铜具有优良的到点和导热性能,因而在很多领域都得到了广泛的应用。为了节约有色金属铜,降低成本,常常在结构件的关键部位采用紫铜,而其他部位则采用成本低廉的低碳钢材料。这种结构多数采用焊接方式,紫铜与低碳钢的焊接质量相对整体结构来说也变得尤为重要。
在众多焊接方式中,熔化极氩弧焊以其电弧热量集中,高效,焊接质量好等优点,而被广泛采用。
二 紫铜与低碳钢的焊接性分析
1难熔合及易变形
由表1看出,铜与钢的导热系数,线胀系数和收缩率差异较大,这对保证铜与钢的焊接质量非常不利。
表1 铜与铁的物理性能的比较

铜的导热系数大,20℃时铜的导热系数比铁大七倍多,100℃大十一倍多。焊接时热量迅速从加热区传导出去,使母材与填充金属难以熔合。铁与铜在液态下完全不互溶,只能呈机械混合状态,这是焊接时的最大难点,只有机械式互相结合,而无冶金结合。
铜的线胀系数和收缩率也比较大。铜的线胀系数比铁大15﹪,而收缩率比铁大一倍以上。焊接时,如工件刚度不大,又无防止变形的措施,必然会产生较大的变形。当工件刚度很大时,由于变形受阻会产生很大的焊接应力。
2易产生裂纹
在铜与钢的焊接时,在焊缝金属晶粒间存在低熔点共晶,如(Cu+Cu20)共晶体(共晶温度为1065℃,低于铜的熔点)等。在结晶后期,这些共晶体以液态形式分布在固态α铜的晶粒边界,割断了固体晶粒的联系,使晶粒间的结合力受到削弱,使焊缝金属的塑性显著下降,再加上铜与钢的线胀系数和收缩率差异较大,在焊缝冷却过程中将产生较大的焊接应力。因此,当铜钢焊缝强度,塑性显著下降,并且焊件中存在内应力时,就在接头的脆弱部位形成热裂纹。
3气孔
铜与钢焊接时,焊缝中常会出现气孔。基于对铜钢焊接性的分析,制定合理的焊接工艺是保证铜钢焊接质量的前提,遵守操作规程才能使铜钢焊接接头质量得以保证。
三紫铜与低碳钢的焊接工艺要点(以环缝焊接为例)
1焊接材料的选择
铜钢熔化极氩弧焊常用焊丝牌号为HS201,焊接接头可获得满意的力学性能。
2坡口形式的选择
总结多年生产经验,铜钢焊接坡口形式有以下5种可供选择。
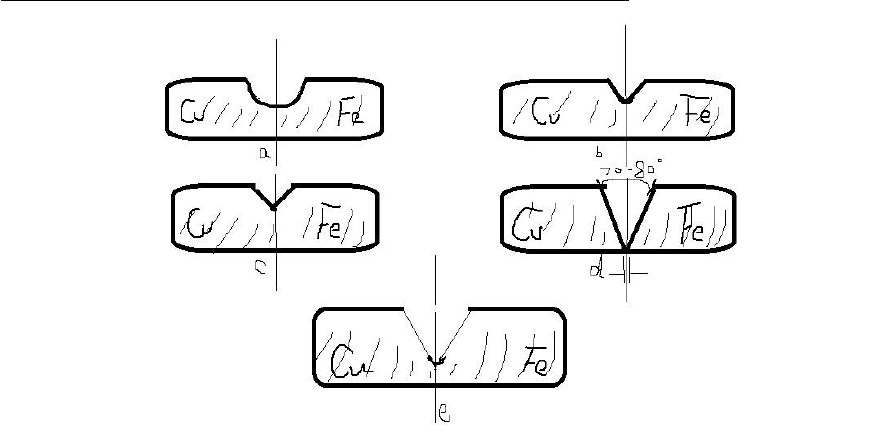
图1 铜钢焊接的坡口形式
曾对以上5种坡口形式进行对比试验,图1d应是首选的坡口形式。
3 坡口清理
用机械法或者化学法去除坡口表面及两侧(约30mm以内)的油污,水分,氧化物及其他夹杂物,使其露出金属光泽。尤其是钢侧锈蚀必须清理干净,以杜绝由于锈蚀造成的未溶合缺陷的产生。
4工件预热
铜钢焊接前必须对紫铜件进行预热。由于紫铜工件越大,散热越快。因此,预热温度应遵循随工件越大,预热温度越高的原则,一般的预热温度以从600——700℃为宜。
5焊接
由于铜导热性好,为防止焊缝出现缺陷,应采用大热量输入焊接。紫铜与低碳钢的熔化极氩弧焊的焊接参数见表2
表2 紫铜与低碳钢的熔化极氩弧焊焊接工艺参数

紫铜与低碳钢的MIC焊接的电流与母材壁厚、工件大小、预热温度有关。
传统的铜钢焊接工艺要求焊丝必须偏向铜的一侧,以保证铜母材有足够的热量输入,使之熔化。这种操作技术很难掌握,焊丝偏离焊缝中心线距离过大,不能保证钢母材金属充分熔化,极易产生未溶合缺陷,合适的距离与紫铜工件的大小和壁厚有关,不是固定的数值。根据多年的生产经验和熔化极氩弧焊热量集中的特点,在足够的预热温度下,焊丝对准坡口中心,既可保证铜侧和钢侧母材充分熔化,从而减少钢侧未熔合缺陷的产生,也有利于焊缝的成形。
另外,施焊位置也至关重要。一般打底焊施焊位置以时钟12点至12点30分外为宜。
施焊位置靠前,熔池金属易流淌,且不利于焊缝成形,也不利于下层焊缝的施焊,施焊位置靠右,熔化的填充金属流淌到未熔化的根部坡口上,电弧始终吹在熔化的填充金属上,在电弧温度不足以使根部母材熔化时,既形成根部未焊透及根部未熔合。
盖面焊时,根据工件的回转半径,施焊位置可适当后移。再者,适当的焊接速度对保证铜钢焊缝质量也是至关重要的。过快,过慢均易产生未熔合缺陷,合适的焊接速度要根据送丝速度和工件预热温度来确定。
6 焊后保温
工件焊后,应保温缓冷。这样,可扩大焊接区温度场,减弱焊接应力,防止裂纹产生。
四 焊接检验
1 拉伸试验
严格执行上述工艺,既可得到满意的紫铜和碳钢焊接接头。按国家标准GB264—89截取试块制成力学性能试件,并进行拉伸试验,结果,每个试件的ab均大于230MPa。可见,铜钢焊接接头抗拉强度高于紫铜(ab=196—235.2MPa)。
2 金相检验
经金相检验,焊缝内部组织均匀,紫铜和紫铜熔合区过度均匀,结合良好,紫铜与低碳熔合线平直,无孔洞,且Cu和Fe相互之间有一定程度扩散,熔合区为冶金结合。
五 结论
1通过焊接检验可知,焊缝具有良好的性能,证明焊接工艺和参数是合理的;
2紫铜与低碳钢的物理性能和化学成分差异较大,铜钢焊缝易产生很多缺陷,如裂纹、未熔合、气孔等,但只要执行合理的焊接工艺,熟练掌握焊接操作技术,仍能获得满意的铜钢焊接接头。
刘福
窗体顶端
窗体底端
第二篇:焊工高级技师论文
高级技师论文
题目:再生塔衬里的焊接工艺
姓 名:
职 业: 电 焊 工
身份证号:
鉴定等级:高级技师(一级)
单 位:
1
2
再生塔衬里的焊接工艺
摘要:本文通过对炼铁厂再生塔254SMo不锈钢衬板的性能进行分析,针对用于腐蚀性环境使用的性能,选择合适的焊接方法及相对应的焊接材料,采取搭接接头和塞焊缝方式,制定出合理的焊接工艺和措施,保证了254SMo不锈钢衬板的安装焊接质量,达到了衬板的使用性能要求。
关键词:254SMo不锈钢 腐蚀 焊接
0.前言
攀钢烧结工序中产生的烟气含有大量的氯化物、硫氧化物、氮氧化物等腐蚀性较强的成分,由于这些腐蚀性物料的作用,烟气脱硫工序原使用316L材质的钢材制作设备,使用3个月左右就发生腐蚀穿透的情况,必须停产更换。为提高脱硫塔设备衬里的使用寿命,保证生产正常运行,决定采用耐蚀性强的254SMo不锈钢代替316L不锈钢用于再生塔、脱硫塔等设备衬里。
254SMo是一种高强度(比316L钢的强度高50%)、高韧性的奥氏体不锈钢。具有较高的含氮量,主要用于强腐蚀环境中,有较高的耐点腐蚀和耐缝隙腐蚀性能,优秀的耐晶间腐蚀能力;它还具有很高的延展性和冲击强度及较好的可焊性【1】。但是在焊接过程中,如果焊接工艺和措施不正确,极易造成钢材组织粗大、成分偏析和焊接变形,导致耐腐蚀性能下降等,达不到设计要求。
1.焊接性分析
254SMo属高合金纯奥氏体不锈钢,它相当于国产牌号00Cr20Ni18Mo6CuN,由于其合金含量较高,使得它比其他不锈钢具有优异的抗腐蚀性能和综合力学性能。其化学成分见表1,力学性能见表2。
1
表1 254SMo不锈钢的化学成分 %
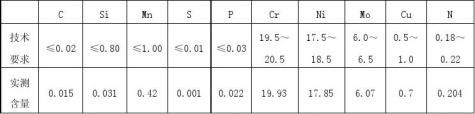

表2 254SMo不锈钢的力学性能
从表1可以看出,254SMo不锈钢是一种含碳量极低的高镍含氮奥氏体不锈钢。此钢的突出特点是在氯化物环境中具有优异的耐蚀性,包括耐点腐蚀、缝隙腐蚀、应力腐蚀和一般腐蚀的性能,同时在很多还原性酸介质中耐腐蚀性也很好。另外,该钢中氮质量分数较高,因而具有比常用奥氏体不锈钢更高的强度。
奥氏体不锈钢焊接时有热裂纹敏感性【2】。因奥氏体不锈钢的物理特性是热导率小、线膨胀系数大,在焊接局部加热和冷却条件下,焊接接头部位的高温停留时间较长,焊缝金属及近缝区在高温承受较高的拉伸应力与拉伸应变,当有低熔点共晶体存在时,就易在焊缝中产生热裂纹。因此,应降低焊接过程中的应力值和收弧时填满弧坑。
254SMo不锈钢虽具有较高的耐腐蚀性能【1】,如果焊接材料选择不合理和焊接工艺方法不当时,会降低焊接接头的耐腐蚀性能。产生晶间腐蚀的敏化温度区为加热峰值温度在500℃~1000℃范围的区域,在此温度区内停留时间过长,就易产生晶间腐蚀,原因是奥氏体晶界析出碳化铬造成晶界贫铬所致。为防止焊接接头的晶间腐蚀,可选用含有稳定化元素Nb或Ti的低碳焊接材料,焊接工艺上采用较小的焊接热输入,加快冷却速度等【3】。
254SMo奥氏体不锈钢焊接后,当焊接接头有较大的残余应力和接头的组织变化时,在腐蚀介质中易产生应力腐蚀开裂。要防止应力
2
腐蚀发生,应降低和消除焊接残余应力和应力集中,在工艺方法上合理布置焊道顺序和采用焊后立即锤击焊缝等措施;在选择焊接材料时,为保证焊缝金属的耐应力腐蚀性能,应采用超合金化的焊接材料,即焊缝金属中的耐蚀合金元素Cr、Mo、Ni等含量高于母材。
254SMo钢在制造过程中为了使其具有纯奥氏体组织,通常是经过1150~1200℃的退火过程,这样在钢材中心可能出现微量的金属间相,资料介绍为x相和σ相。对母材取样经金相分析反映出为奥氏体+σ相,σ相是一种又硬又脆并且无磁性的金属间化合物,从使用的角度讲,σ相存在一定危害,尤其是热加工过程,如焊接过程,如果不严格控制σ相的含量,将影响材料的使用性能。254SMo钢母材本身存在σ相,尤其当它经过600~1000℃范围内长期暴露以后,σ相在晶界沉淀,这是一种硬而脆的相,它降低钢的冲击韧性和耐蚀性。σ相形成的危险随着铬和钼含量的增加而增加,若焊接操作不当,就会出现σ相。要克服这个问题,焊接时采用尽可能小的线能量是关键。
2.254SMo奥氏体不锈钢在再生塔的焊接
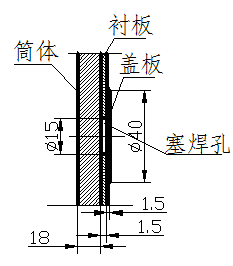
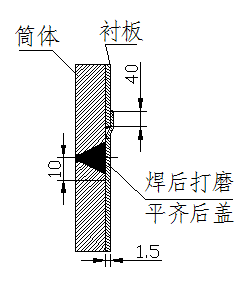
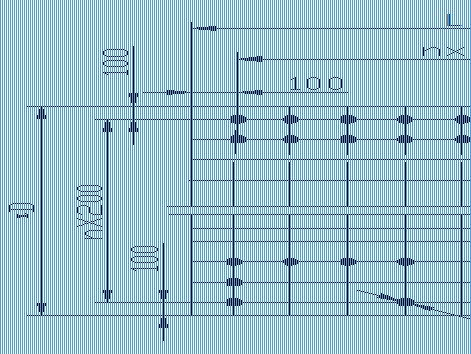
再生塔衬里焊接结构如图1所示(筒体、衬板、盖板、塞焊孔焊接及衬板搭接大样图 )。衬板搭接如图2所示。再生塔塞焊孔排列如图3所示。
图1 筒体、衬板、盖板、塞焊孔焊接大样图 图2 衬板搭接图
3
图3 塞焊孔排列图
从以上图中可以看出,衬里不锈钢钢板焊接形式主要有搭接接头和塞焊缝两种。搭接接头与对接接头相比便于安装和组对,由于衬板背面焊缝无法通氩气保护,在相同的焊接参数下,对接接头背面焊缝的氧化现象比搭接接头严重;又由于衬板较薄,采用搭接焊缝易于操作和相比对接焊缝焊接速度快一些,还可降低一定的热输入量,所以选择搭接接头比对接接头更有利。对于密封焊来说,衬板中采用塞焊缝焊接工艺主要是为了使筒体(基材)与254SMo奥氏体不锈钢在塞孔焊中紧密贴合,是保证再生塔使用寿命非常重要的方法【5】。
3. 254SMo奥氏体不锈钢焊接方法的选择
考虑到现场施工的实际情况研究认为,由于再生塔衬里使用
1.5mm厚的254SMo奥氏体不锈钢板,焊接方法宜采用手工钨极氩弧
【4】焊(TIG焊),焊接时电弧区和熔化的不锈钢板均在氩气保护区内,
使之与空气隔离,由于氩气为惰性气体,它不与金属起化学反应,也不熔解于金属,可以避免焊缝金属的氧化及合金元素焊损,焊接过程简单易于控制。
4
4. 焊接材料的选用
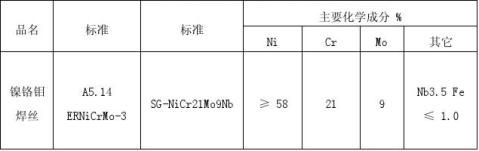
查阅资料,254SMo奥氏体不锈钢焊接时,焊接材料选择与母材化学成分相对应的且合金元素较高的低碳ERNiCrMo-3(美国标准)焊丝,规格Ф1.6~2.5mm,其化学成分等见下表3所示。
从表3可以看出,这种焊丝是钼合金化的高镍焊丝,由其熔敷的焊缝金属在含氯化物的环境中具有很高的耐蚀性,正是由于这个特点,它可以达到理想的表面防护效果。通过焊接现场焊接证明,ERNiCrMo-3焊丝焊接性能很好,尤其表现在电弧的稳定和脱渣容易等方面。
5. 焊接工艺参数表
254SMo不锈钢焊接工艺参数见表4【3】。
表4 焊接工艺参数表

6. 焊接工艺及措施
焊前将焊缝及两侧10~15mm范围内的杂质、污物等清除干净并露出金属光泽。
由于衬里钢板选用厚度为1.5mm,因此固定焊点可多一些,点固间距为100mm左右。
先焊塞焊缝后焊搭接焊缝。塞焊缝焊接时,应从每块衬板的中心
5
位置开始向四周均匀间隔跳焊,以降低和分散应力。
搭接焊缝焊接时,在保证焊接质量的情况下,选用较小电流、不摆动或稍快的焊接速度降低热输入量,以减少变形量和降低应力值。焊接工艺参数表4所示。
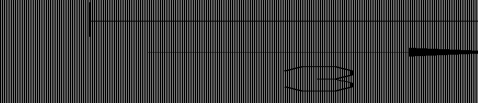
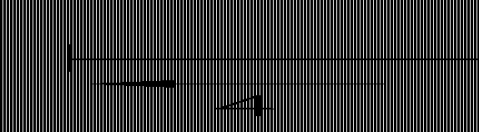
为控制焊接应力和变形,短焊缝(一般为400mm内)可采取分段退焊(图4所示); 焊缝较长(400~1500mm),可采取中分向两端分段退焊(图5所示);长焊缝(1500mm以上)可采取中分向两端分段、间断退焊(图6所示)。
图4 分段退焊 图5 分段退焊
图6 中分向两端分段、间断退焊
每一段焊完后,待温度将至100℃以下时,再焊另一段。收
弧时应填满弧坑。
控制焊缝余高值不超过1.0mm,不允许咬边,焊趾处应与母
材圆滑过渡。
焊接过程中,如有呈现过热或氧化颜色的部位,应打磨清除,
待冷却到室温后再焊接。
焊后缓慢冷却,并在焊缝表面及两侧做酸洗钝化处理。
由于本次是采用薄板衬里,反面无法焊接,要求组对时背面
一定要贴严,否则背面氧化严重,降低抗腐蚀能力。
在254SMo不锈钢与筒体进行塞焊时,操作过程中应确保
254SMo钢与筒体贴合紧密,为此需用皮榔头或千斤顶,使用千斤顶时应在254SMo板上垫一块弧形垫板,用此方法可将254SMo与筒体压实贴紧。

6
7. 焊后检验
所有衬板安装焊接完毕后,参照HG/T20678-2000《衬里钢壳设计技术规范》进行验收。经检查焊缝外观均匀,表面均无氧化现象,衬板与整个筒体贴合都紧密,在内衬和筒体之间打2.5kPa的气压,并保压20-30min,然后在焊缝和塞焊孔上涂肥皂水,未发现渗漏情况。
8. 结论
通过分析了解254SMo奥氏体不锈钢衬板的性能特点和焊接特性,针对衬板的使用环境要求,确定焊接方法,选择合理的焊接材料,采取适当的焊接工艺和技术措施,保证了焊接质量和要求。
结合衬板现场安装实际情况,,采用搭接接头和塞焊缝形式,提高了安装和焊接质量,验收结果满足相关标准。
经一年多的生产使用情况,衬板焊接接头无明显的腐蚀现象。证明此焊接工艺和措施是可行的,确保了254SMo奥氏体不锈钢衬板的使用性能要求。
参考文献:
【1】超级奥氏体不锈钢254SMo的焊接 焊接技术. 2001. 5
【2】不锈钢焊接 机械工业出版社 20xx年7月第1版
【3】焊接结构 机械工业出版社 19xx年10月第1版
【4】焊接结构生产及装备 机械工业出版社 19xx年5月第1版
【5】袖珍焊工手册 机械工业出版社 20xx年7月第1版
7