中国石油大学胜利学院
专业实习报告
姓 名: 石瑞鑫 学 号: 200908013215 专业班级: 2009级材料成型与控制工程专业2班 指导老师: 赵义明
20xx年6月29日
焊接技能实习报告
一.实习目的
焊条电弧焊实训是学生全面学习焊条电弧操作技能的一次重要实习环节,通过本环节的实习使学生获得焊接生产经验,培养理论联系实际的工作作风,充分掌握焊条电弧焊的操作技能,为取得中级焊工资格证打下基础。
二.实习内容
1.平焊
(1)焊接特点
焊缝处于水平位置。焊接时,熔滴主要靠自重自然过渡。操作容易,便于观察,可以使用较大直径焊条和较高的焊接电流,生产率高,容易获得优质焊缝。因此,应尽可能使焊件处在平焊位置焊接。
(2)操作要点
①单面焊双面成型。焊接时,电流可稍大,运条速度稍快,以熔透为原则。用Φ3.2mm焊条,焊接电流110~l20A,直线形运条或者锯齿形运条法,短弧焊接,焊条角度70~80。焊缝宽度应为5~8mm,余高小于1.5mm。
②焊接时,选用直径为3.2mm焊条。运条方法用直线形运条法,以防烧穿。摆动到坡口两边时,应稍作停留,否则易产生熔合不良、夹渣等缺陷。收尾时要填满弧坑。
③薄板对接平焊:当板厚小于6mm的板对接接头,一般采用I形坡口双面双道焊。焊接正面焊缝时,焊条与焊缝夹角为65-75度,采用直线形运条法。短弧焊接,使熔深为焊件厚度的2∕3,焊缝宽5-8mm,余高小于1.5mm。
④厚板对接平焊:当板厚超过6毫米时,必须开V形坡口或X形坡口,可采用多层焊或多层多道焊。多层焊时,第一层应选用直径较小的焊条,间隙小时可用直线形运条法,间隙大时可采用直线往返形运条法,其它各层焊接时,应先将前一层焊渣清除干净。采用锯齿形运条法,短弧焊接,并在坡口两边稍作停留。 ⑤多层焊时,焊接第一层焊缝的运条方法和焊条角度与单层焊相同,焊接第二层焊缝可采用斜锯齿形或斜圆圈形运条方法。焊接时,运条幅度要一致,从下到上运条速度要稍快,在上边稍作停留,从上到下运条速度要稍慢些,避免产生夹渣。
(3)焊缝检验
1、焊缝的外观质量:(1)焊缝表面无焊瘤、气孔、夹渣等缺陷;(2)焊缝表面无咬边;(3)背面焊缝无凹坑。
2、焊缝外形尺寸:(1)正面焊缝余高0~3mm;(2)背面焊缝余高余0~3mm;
(3)正面焊缝余高差<2mm;背面焊缝余高差<2mm;(4)正面焊缝比坡口每侧增宽缝余高差0.5~2.5mm;(5)正面焊缝宽度差<3mm。
3、焊缝的内部质量:按GB3328-87标准对准焊缝进行X射线伤不低于II级。
4、焊接接头的弯曲试验:面弯、背弯各一件,弯曲角度90°。
5、角变形<3°。
2.立焊
(1)焊接特点
立焊是对在垂直平面上垂直方向的焊缝的焊接。立焊时,由于熔渣和熔化金属受重力作用容易下淌,使焊缝成形困难。有两种立焊方式,一种是由下而上施焊,即立向上焊法,是生产中应用最广的操作方法,因为易掌握焊透情况。另一种是由上向下施焊,即立向下焊法,此法要求有专用的立向下焊的焊条施焊才能保证成形。这里介绍立向上焊。
(2)操作要点
为了防止熔化金属流淌:
①确定好焊条的角度。对接接头立焊时,焊条与焊件的角度,左右方向各为90°,指向上与焊缝轴线成60°-80°;T形接头角焊缝立焊时,焊条与两板之间各为45°,指向上与焊缝轴线成60 °-90°。
②用较小直径的焊条和较小的焊接电流,大约比一般平焊小,以减小熔滴体积,使之少受重力的影响,有利于熔滴过渡。
③采用短弧焊,缩短熔滴过渡到熔池的距离,以形成短路过渡。
④根据接头形式、坡口特点和熔池温度的情况、灵活运用运条方法,此外,充分利用焊接过程引起气体吹力、电磁力和表面张力等促进熔滴顺利过渡。
(3)不开坡口对接接头立焊
常用于薄板焊接。除采取上述措施外,可以适当采用跳弧法、灭弧法或摆动幅度较小的锯齿形法及月牙形法运条。
灭弧法是当熔滴从焊条末端过渡到熔池后,立即将电弧熄灭,使熔池金属有瞬时凝固机会,随后重新在弧坑引燃电弧,按此交错地进行。灭弧时间长短以不产生烧穿和焊瘤来灵活掌握。灭弧法多用于焊缝收尾时的焊法。焊接反面封底焊缝时,由于间隙较小,可以适当增大焊接电流以获较大熔深。
(4)开坡口对接接头立焊
钢板厚度大于6mm 时,为了焊透常开坡口多层焊,层数由板厚决定。焊正面第一层是关键,应用φ3.2mm焊条。运条方法,厚板可用小三角形运条法在每个转角处稍作停留;中等厚板或稍薄的板,采用小月牙形或跳弧运条法。最好的焊缝成形是两侧熔合,焊缝表面较平坦,且焊后要彻底清渣,否则焊第二层时易未焊透或产生夹渣等缺陷。焊第二层以上的焊缝宜用锯齿形运条法,焊条直径不大于4mm。后一层运条速度要均匀一致,电弧在两侧要短且稍微停留。
3.横焊
焊接在垂直平面上水平方向的焊缝为横焊。焊接时,由于熔化金属受重力作用容易下淌而产生咬边、焊瘤及未焊透等缺陷。因此,应采用短弧焊、小直径焊条、适当焊接电流和运条方法。
(1)焊接特点
1、熔化金属因自重易下坠于坡口上,造成上侧产生咬边缺陷,下侧形成泪滴型焊瘤或未焊透缺陷。
2、熔化金属与熔渣易分离,略似立焊。
(2)操作要点
1、对接横焊开坡口一般为V型或K型,板厚3~4mm的对接接头可用Ⅰ型坡口双面焊。
2、选用小直径焊条,焊接电流较平焊时小些,短弧操作,能较好的控制熔化金属流淌。
3、厚板焊接时,除打底焊缝外,宜采用多层多道焊。
4、多层多道焊时,要特别注意控制焊道间的重叠距离。每道叠焊,应在前一道焊缝的1/3处开始施焊,以防止产生凹凸不平。
5、根据具体情况,保持适当的焊条角度,焊接速度应稍块且均匀。
6、采用正确的运条方法
(3)不开坡口的对接横焊
板厚在3-5mm 的不开坡口对接横焊应采取双面焊。正面焊缝宜用φ3.2mm焊条,较薄焊件宜采用直线往返运条,以利用焊条前移机会熔池获得冷却。不致熔滴下淌和烧穿。较厚焊件用短弧直线形或斜圆圈形运条法,以得到适当的熔深,焊速应稍快而均匀,避免过多地熔化在一点上,以防止形成焊瘤和焊缝上部咬边。封底焊缝用直径为φ3.2mm焊条,稍大的焊接电流直线形运条法焊接。
(4)开坡口的对接横焊
一般采用V形或K形坡口多层焊,坡口主要开在上板上,下板开坡口或少开坡口,这样有利焊缝成形 。焊第一层时,焊条直径一般为3.2mm,间隙小时用直线形运条;间隙大时,用直线往复形运条;其后各层用直径3.2mm或4mm的焊条,用斜圆圈形运条方法,均用短弧焊。焊每一道焊缝时,应适当调整焊条角度。以使熔滴在很短时间过渡到熔池中去,并充分利用焊接时气体吹力,电磁力和流体金属表面张力的有利熔滴过渡的作用,促使焊缝成形良好。熔池宜薄不宜厚,熔池温度过高时,可以抬弧降温。
4.仰焊
(1)不开坡口的对接仰焊
当焊件厚度为4mm 左右,一般不开坡口,用直径为3.2mm焊条,与焊接方向成70°-80°,其左右位置为90°。用短弧焊,间隙小时用直线形法运条。间隙较大时,用直线往返形运条。
(2)开坡口的对接仰焊
为了焊透,焊件厚度>5mm 的对接仰焊都要开坡口,其坡口角比平焊坡口大些,以便焊条在坡口内能更自由地摆动和变换位置。焊第一层用直径为3.2mm焊条,用直线形或往复直线形运条法;第二层以后可用月牙形或锯齿形运条,每层熔敷量不宜过多,焊条位置根据每一层焊缝位置作相应调整,以利于熔滴过渡和焊缝成形。
(3)T形接头的仰焊
焊脚尺寸在6mm以下宜用单层焊,超过6mm时用多层焊或多层多道焊。焊条直径宜用3.2mm或4mm,用直线或往复直线形运条法。多层焊或多层多道焊时第一层同单层焊,以后各层可用斜环形或斜三角形运条法。
三.实习感想
转眼间,短暂而忙碌、轻松而愉快的实习生活即将告别一段落,通过这几天的实习,我又学到了许多的知识,也体会到了很多的道理,对自己的专业有了更加深入的了解,总之这次短暂的实习让我受益匪浅!这一次的实习真的让我收获了不少,首先是学习了许多在课堂中不能学到的焊接方面的知识,了解了更多如何运用焊机进行实际的焊接操作,以及在焊接前需要的准备,及如何解 决在焊接过程中遇到的问题。其次是对自己的专业和现状有了更深的了解,对自己的将来也有了一个比较清楚的认识。认识到现在就业状况的严峻性,只有在学校学到真正的东西才能更好的融入到这个社会中,在这个社会中立足!我们在做这个工作时要有不怕苦、不怕累的精神,要有克服困难、勇攀高峰的决心和勇气!在这次实习期间也遇到了不少的难题,特别是刚接触板材的平对接焊,焊接第一层的打底焊时,因为在焊接焊缝时必须采用小电流,然而小电流焊接,其非常容易出现断弧、引弧难等困难;刚开始焊接时很难把握其大小,一不小心就断弧或是将钢板烧穿,所以越焊就越没有信心了,就会在那抱怨。当师傅看后会细心的教我们如何的引弧和焊接接头,以及告诉我们在焊接这种坡口焊时,所需要的电流大致在什么范围内等等,并且亲身给我们做示范。照着师傅的演示,我慢慢摸索,渐渐的有了信心,最后通过自己的刻苦努力和师傅的悉心教导,逐渐的掌握了打底的方法,并在后来的不断练习中掌握了平对接焊的焊接方法。虽然实习遇到了不少的困难,但在这次实习中我找到了我在焊接操作的不足之处,并虚心的和大家请教,将自己在实习中所获得的经验拿出来大家分享,促进大家共同的进步。在焊接过程中,同学之间相互的指点,让我真正的感觉到集体的力量;感受到了只有大家相互学习才能真正的进步。如果只考虑自己,那么自己也是不会有很大的进步的,所以同学们要相互学习、相互帮助。这次实习中不仅同学之间相处的十分和谐,师生之间的感情也更融洽了,以前都觉得我们的实习师傅看起来比较严肃,不敢去接近他们。但通过这一次的实习让我和师傅有了更多的接触机会。在休息的时候他们就像是我们的朋友一样,和我们开着各种玩笑,并且给我们讲解生活中的经历,一些我们非常关心的就业前景的问题。使我们认识到,只有学好自己的专业知识才能更好的去适应社会!经过这两周的实习不但使我们学到了专业知识,也对自己的专业知识、就业情况有了更多的了解,也学会了在面对困难
的时候只有通过自己的不断努力才能更好的解决。如果只是在那想着别人的帮助,那么永远不可能从跟本上解决问题。因为这在我的实习过程中得到了很好的验证。在焊接的过程中,我遇到了很多的困难,师傅也对我们出现这些问题的情况做出了解决,但如果我们自己不亲自去操作练习,那么就永远都不会有所进步。俗话说得好,实践出真知!每次的实习我都会有不一样的体会,我觉得只有在不断学习和亲身实践的过程中我们才能更好的适应社会,才能更好的适应生活!通过这次的实习,使我对焊接技能有了更深入的理解和运用。在实习过程中要不怕苦、不怕累,努力克服在实习过程中遇到的困难,最后才能享受克服种种困难的快乐!
第二篇:充电器焊接实习报告
中国地质大学(武汉)

电池充电器焊接实习报告
1
一、实验目的及要求
通过制作和调试中夏ZX—2018型直流稳压电源及充电器,加深对从交流直流的整流、滤波、稳压过程的了解以及各部分的作用,在理论学习的基础上从实践中进一步深入了解整流电路、滤 波 电路、稳压电路等模拟电路知识。与此同时,熟练掌握焊接技术,学会辨认各个元器件,锻炼动手能力。
二、 实习器材及工具介绍
中夏ZX—2018型直流稳压电源及充电器教学散件,电烙铁、吸锡器、起子、剪刀、镊子等工具。
三、充电器工作原理图

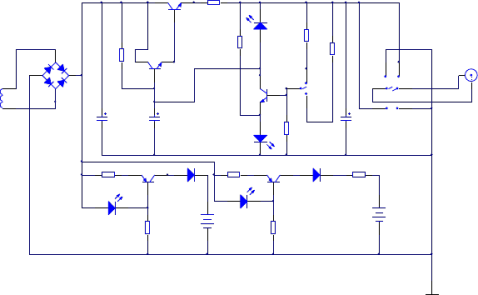
直流稳压电源是一种将220V工频交流电转换成稳压输出3V、6V的直流电压的装置,它需要变压、整流、滤波、稳压四个环节才 2
能完成。如图所示:
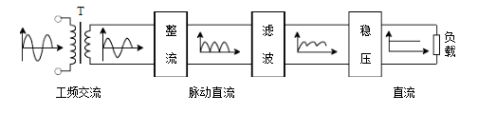
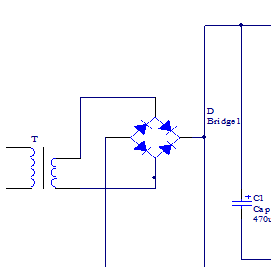
(1)、 整流电路和滤波电路
利用二极管的单向导电性,将正弦交流电变换成脉动的直流电。整流滤波电路采用单相桥式电容滤波整流电路,用大容量铝电解电容滤掉高频杂波,使波形更平缓,电路如图所示:
(2)、 充电电路
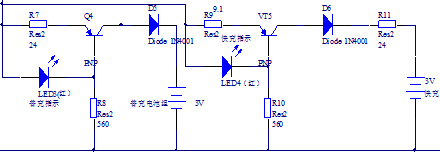
从桥式整流电路输出的直流经过电阻R7后,在VT4集电极产生压降,对电池进行普充。快充部分原理与普充电路原理相同,但由于R9阻值小于R7,而桥式整流电路输出电压一定,因此在快充电路 3
产生的电流大。在充电电路中稳压管V5和V6起到了保护电路的作用;LED3和LED4是充电显示作用,稳压管电压为稳定时,恒亮,显示电池已充满。
四、充电器的焊接与安装
1、清查元件的数量(依据元件清单)与质量,对不合格的元件应及时更换;
2、确定元件的安装方式、安装高度;
3、 插装:根据元件位号对号插装,不可插错,注意二极管的正负极、三极管的三个引脚顺序。
4、焊接:各焊点加热时间及用锡量要适当,对耐热性差的元器件应使用工具辅助散热。防止虚焊、错焊,避免因拖锡而造成短路;
5、焊后处理:剪去多余引脚线,检查所有焊点,对缺陷进行修补。
6、V1、V2、V3采用横装、焊接时引脚稍留长;C1、C2、C3采用卧装;整流二极管全部卧装。
7、盖后盖上螺钉:盖后盖前需要检查(a)、所有与面板孔嵌装的元件是否正确到位;(b)、变压器是否座落在安装槽内;(c)、导线不可紧靠铁芯;(d)、是否有导线压住螺钉孔或散露在盖外。
五、调试及测试结果与分析
1、接通电源接通电源,绿色通电指示灯(LED2)亮;
2、空载电压:空载时测量通过十字插头输出的直流电压,其值应略 4
高于额定电压;
3、输出极性:拨动K2开关,输出极性应作相应变化;
4、负载能力:当负载电流在额定值150mA左右时,输出电压的误差小于±10%;
5、过载保护:当负载电流增大到一定值时LED1绿色色指示灯逐渐变亮,LED2逐渐变暗,同时输出电压下降。当电流增大到500mA左右时保护电路起作用,LED1亮,LED2灭。若负载电流减小则电路恢复正常;
6、充电电流:充电通道内不装电池,置万用表于直流电流档,当正负表笔分别触及所测通道的正负极时,被测通道充电指示灯亮,所显示的电流值即为最大充电电流值。
7、充电电压:表笔直接测各通道的正负极电压即为充电电压。
接通电源时,LED2(绿灯)正常发光
空载电压:3.65V(S1接3V)、6.48V(S1接6V)
普充电流:65.2mA(指示灯LED3正常发光)
快充电流:161.9mA(指示灯LED4正常发光)
充电电压:10.40V
变压器交流电压:9.88V
过载保护:LED1(绿灯)正常发光、LED2逐渐熄灭
六、实习心得
5
在组件ZX—2018型直流稳压电源及充电器的装配与调试过程中,有很多问题需要处理。如焊接时,因没有注意元件的焊接顺序,先焊接了一个大电容,导致后来焊接电阻时的不方便;焊接开关时,由于焊接技术不够好,导致焊出的板子不美观;焊接时,有时没有注意电烙铁的正确摆放;测量数据时,由于测量方法的不熟练,导致测量时间较长。这个产品的组装和调试用时两天左右,收获很大。在不断出错和改错的过程中,加深了许多模电方面知识的理解;并且认识到,今后做事应细心、认真、耐心,争取做到高速度的同时保持高效率!
6