攀枝花学院
车工实习报告
学 院: ————————
专 业: ————————
班 级: ————————
姓 名: ————————
学 号:——————
指导教师: 尹晓丽 张洪雨
年 月 日
一、实习目的:
1、了解车床及相关安全知识。
2、熟悉车床的基本操作方法。
3、读懂图纸并实际感受操作的各个步骤。
二、实习要求:
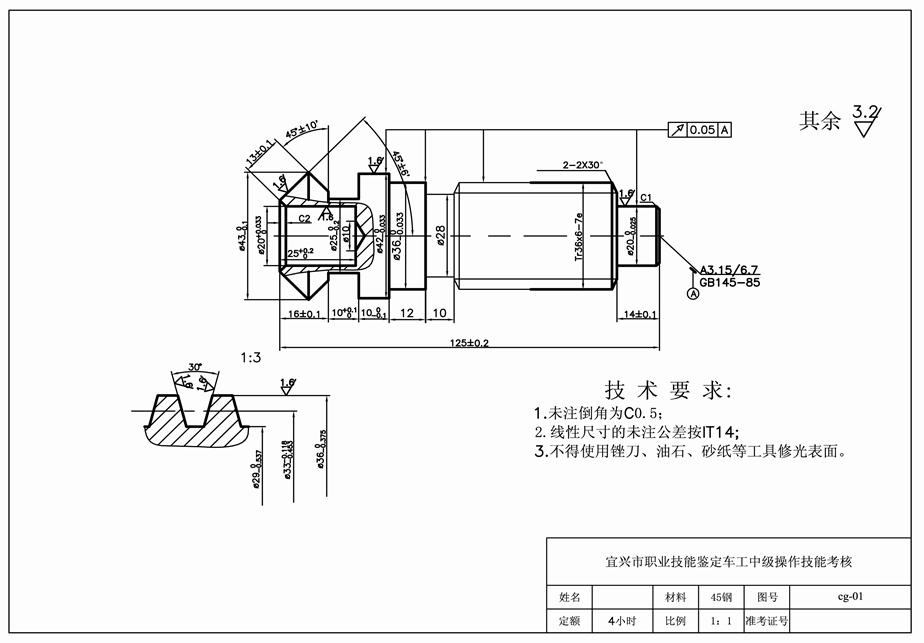
按图纸要求做一个锉刀手柄.
三、实习内容:
(一)车工理论
1.什么是车工?
操作机床并在机床上加工机械产品的工人或工种。
2.车削的概念。
通过工件的旋转运动和刀具的进给运动来改变工件毛坯尺寸大小,形状要求的一种冷加工切削方法。
3.什么是主运动?
工件的旋转是主运动。
4.什么是辅助运动?
刀具的进给运动是辅助运动。
5.车床的型号标准。
CW6140-1000,750
其中,C示车床类别 W示特性代号(万能) 6:组成代号1:型号代码 普通车床 40:主参数 允许最大加工直径的1/10 400毫米(mm) 1000:加工长度
6.车床的加工范围。
车外圆、车端面、车内孔、车圆锥、钻孔、铰孔、钻中心孔、车特型面、切槽、切断、车削各种不同的螺纹、滚花、冷绕弹簧等。
7.车床的重要组成部分。
主轴变速箱、走刀箱、拖板箱、刀架、挂轮箱、尾架、拖板、三杆、床身、附件
8.车床的运动系统
主运动:电动机→皮带轮→床头变速箱→主轴→卡盘→工件做旋转运动
辅助运动:电动机→皮带轮→床头变速箱→光杆或丝杆→拖板箱→拖板→刀架→车刀作纵横两个方向的直线运动或车削各种螺纹
9.车床的保养:
润滑:上班加润滑油.
检查:上班空转2-3分钟.
防砸:不允许在车床上敲打.
停车变速:改变速度,必须停下机床.
文明生产:下班打扫机床和环境卫生.
关闭电源:确保安全.
(二)安全操作规程:
1.工作时穿工作服,女生要戴帽子并把头发卷入帽子内. 不准带手套操作
2.工作时必须精力集中,不允许擅自离开机床或做与车削无关的工作。手和身体不能靠近旋转的工件和车床部件。
3.工件和车刀必须装牢固,不允许用手去停旋转的卡盘.
4.车床开工时不允许测量工件长度. 也不能用手摸工件。
5.工件夹好后要随手把卡盘扳手取下,以免飞出伤人.
6.工作时不准串岗,离开自己的工作岗位.
7.严禁开车变换转速.
8.车削时,小刀架应放在合适位置,以免与转盘相撞发生事故.
9.用专用铁钩清除铁屑,不允许直接清除。
10.违犯安全规定,教师要给予批评教育.不听教育,多次违犯的报院系给予必要的处理,实习成绩记为零.
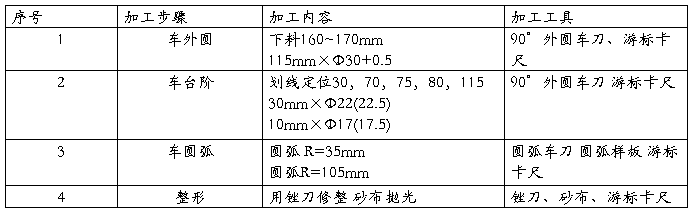
(三)加工工艺:
锉刀手柄的加工工艺
四、车工心得体会:(对金工实习的意见建议,300字以上)
第二篇:车工实习报告(二)
无锡工艺职业技术学院
金 工 实 习 报 告
实 习 班 级
姓 名
实 习 项 目 车工(二)
实 习 时 间
指 导 老 师
20 /20 学年 学期
一、判断题:
1. 公制三角螺纹牙形角为60°。 ( )2. 正反转车螺纹时,若中途重新刃磨车刀和装刀,不必扳起开合螺母手柄,以保持车刀的运动轨迹不变。 ( )
3. 钻孔后,发现孔不圆,但有铰削余量,就可利用铰刀铰孔,纠正孔的圆柱度误差。( )
4. 要求内孔加工到直径¢50+0.03 0,经车削后,测量得内孔直径为¢51mm,说明还有余量,可再车去1mm。 ( )
5. 车M24×2螺纹时,转速可以任意调换,不会影响螺距。 ( )
6. 在车床上钻孔和在钻床上钻孔一样,钻头既作主运动又作进给运动。 ( )
7. 镗孔可以纠正钻孔造成的轴线偏斜。 ( )
8. 制定车削工艺时,轴类零件和盘类零件应考虑的问题是一样的。 ( )
9. 用三爪卡盘夹住轴类零件,另一端用顶尖顶住,三爪卡盘夹住的毛坯部分越长越好。( )
10. 采用一夹一顶装夹工件,适用于安装工序多、精度要求高的工件。 ( )
二、填空题:
1. 安装螺纹车刀时,必须注意刀尖与 等高,刀尖角对称中心线应与
垂直。
2. 外螺纹的检验,可用 测量其外径,用 测量其中径,用
测量牙形角。综合检验法用 检验。
3. 内孔直径测量,粗加工可用 进行测量,较高精度的孔可用 测量,精度高的孔可用 、 和 进行测量。
4. 普通车床加工内孔的方法有 、 、 、 。
5. 车螺纹产生“乱扣”的原因是,当丝杠转过一转,工件不是 转而造成的。
6. 镗孔能达到的精度等级为 表面粗糙度Ra值为 。镗孔的关键在于解决镗刀的 和镗孔中的 。
7. 两顶尖装夹轴类工件时,工件两端面必须先 ,用两顶尖装夹工件的主要缺点是 ,因此不适合装夹 工件。
三、选择题:
1.用开启和扳下开合螺母法车螺纹产生乱扣的原因是( )
(A) 车刀安装不正确 (B) 车床丝杠螺距不是工件螺距的整数倍
(C) 开合螺母未压下去
2.M24与M24×2的区别是( )不等。
(A) 大径 (B) 中径 (C) 螺距 (D) 牙形角
3.用麻花钻钻孔的精度为( ),Ra值为( )um。
(A) IT7 (B) IT9 (C) IT11 (D) 25-12.5 (E) 12.5-6.3 (F) 6.3-3.2
4.车削方法车出螺纹的螺距不正确,其原因是( )。
(A) 主轴窜动量大 (B) 车床丝杠轴向窜动 (C) 车刀刃磨不正确
5.在车床上钻孔,钻出的孔径偏大的原因是( )
(A) 后角太大 (B) 顶角太小 (C)横刃太长 (D) 两切削刃长度不等
6.用千分尺测量工件内孔尺寸时,千分尺的( )读数为孔的实际尺寸。
(A) 最大 (B) 最小 (C) 三次的平均 (D) 三次以上的平均
7.用螺纹千分尺可测量外螺纹的( )。
(A) 大径 (B) 小径 (C) 中径 (D) 螺距
8.数量较少或单件成形面零件,采用( )为好。
(A) 成形刀 (B) 双手控制法 (C) 靠模 (D) 数控机床
四、问答题:
1.什么是螺纹的“乱扣”?产生的原因有哪些?如何防止?
2.制定车削加工工艺时应注意哪些问题?
3.采用不同的切削用量(或不同的刀具角度的车刀),对同一工件进行车削,观察其结果,说明切削用量(或刀具角度)对加工质量的影响?
五、工艺题:
制定下列零件在车削时的加工步骤,用工艺卡方式制作。