����ʵѵ����
ʵѵ�ص㣺 ʵѵ���ڣ�
�ڶ�ƪ������ʵѵ����
ʵѵһ
ʵѵ���� ���������������Ӽ���β
ʵѵ�ص� ���ӳ���
ʵѵʱ��
ʵѵĿ�� ���պ����绡�����������������Ӽ���β�Ȼ�����������
ʵѵ��������
������ ���������������� ��̼�ְ�200×150×5 mm��һ�顣������ E4303����3.2mm��
���������� ��˿ˢ�����ӡ�ﱵ����������ȡ�
����������Ҫ��
��һ�����·���
���������ɷ�Ϊ���������û������֡�
�����IJ���
�������ɾ����Ӵ�����������ߡ�
��Ϊ��������������ĩ��Ӧ��¶��о������ҩƤ����ﱵ���ﱻ���������������
��������ס��ǯ��������������λ�á����ֳֺ�ñ����ס�沿����������
����ע������
�������У����������ٶ�Ҫ�ʵ���̫�������γɵ绡��̫�������뺸����ճ��һ�𡣵�����ճס����ʱ��ֻҪ���������Ұڶ����¾Ϳ������뺸�������������룬Ҫ��������ǯ�Ӻ�����ȡ�£���ֹ��·ʱ��������ջٺ�����
��������λ��Ӧѡ�ں������ǰԼ10mm������ȼ�绡�ʵ�������Ѹ���Ƶ��������㣬ͬʱ���绡���ȵ���������Χ��
����������
���������غ��������ߵ����۳��ͽ����غ��ӷ�����ƶ��ͺ���ڶ�����������
����ʱ���������˶�������ϵõ����Ա�֤���ӵ绡�����ȶ��������ٶ��ʵ������ȡ��ڷ�ǰ��—�£����ܵõ������ߴ�ϸ�ĺ�ͷ�졣
ֱ������������������խ������������������Կ���
���������������
��������������������(1)�м��ͷ (2)���ͷ (3)�����ͷ (4)�ֶ��˺���ͷ
��ͷ���ӵ�ƽ��������Ͳ��������йأ�ͬʱ���ͽ�ͷ�����¶ȸߵ��йء��¶�Խ�ߣ���ͷ��Խƽ�����м��ͷ�绡�жϵ�ʱ��Ҫ�̣�����������Ҫ�졣
���ģ���β(Ϩ��)
������β�� �����Ƶ������յ�ʱ���ڻ��Ӵ�����Ϩ�����������Σ�ֱ����������Ϊֹ��
ʵѵ��
ʵѵ���� ƽ��
ʵѵ�ص� ���ӳ���
ʵѵʱ��
ʵѵĿ�� ���պ����绡��ƽ�Ժ���ƽ�Ǻ��Ȼ�����������
ʵѵ��������
������ ����������
������ ��̼�ְ�200×150×5 mm��1�顣
������ E4303����3.2mm��
���������� ��˿ˢ�����ӡ�ﱵ����������ȡ�
����������Ҫ��
������������
���ڹ����ϻ�ֱ�ߣ������������ǡ�
������ƽ�ţ����Ӻýӵ��ߡ�
���������������ڵ�����
��ƽ������һ����ö��ˣ��ֺ�ǯ�ĸ첲�������л������С�
���ھ���˲�Լ10 mm���������������绡����ͷԤ�ȣ�Ȼ��ѹ�͵绡������≤����ֱ��������С�����뺸��Ƕȴӹ����˲�ʩ����
���������Ӳ���ֱ��������������ϸ�۲��۳�״̬��������ˮ��������
���ջ� ���ӹ����������������ͣ��ʱ��Ӧ���������绡��Ϩ�𣬷�ֹ���ֻ��ӡ�
����ͷ ����ԭ������������ԭ����ǰԼ10 mm�������������绡��ԭ����2/3��Ԥ�ȣ�ѹ�͵绡����ͣ������ԭ���Ӵ��ۺ����ú��ٽ����������ӡ�
����β ���÷����ϻ���β�������ٸ��۳�2��3�۵Σ���������Ϩ����
�������������� ���������Ӻ�������û�����ʹ֮���䣬��������ɽ���������������
ʵѵ��
ʵѵ���� ƽ�Ժ�
ʵѵ�ص� ���ӳ���
ʵѵʱ��
ʵѵĿ�� ���պ����绡��ƽ�Ժ���ƽ�Ǻ��Ȼ�����������
ʵѵ��������
������ ����������
������ ��̼�ְ�200×150×5 mm��2�顣
��̼�ְ�300×100×8mm�� V���¿ڣ�2�顣
������ E4303����3.2mm����4.0mm
���������� ��˿ˢ�����ӡ�ﱵ����������ȡ�
����������Ҫ��
ƽ�ԽӺ�-�����¿ڣ�I�νӿڣ�
�Ž�����������ֹ���ڴ��ߡ�
��������������
��װ���붨λ�� ���˶�λ��������10 mm�ͶԿ�װ���϶2~3 mm��
�Ⱥ��ӷ��� ���Ƚ������溸�ӣ���Φ3.2mm���������ӵ���90��l20A��ֱ�����������̻����ӣ������Ƕ�65~80���������ӦΪ5��8mm�����С��1.5mm�����溸��֮���Ž��з�����������֮ǰ��Ӧ����������������������Դ������ٶ��Կ죬����Ϊԭ��
���¿ڵ�ƽ�ԽӺ�
���ö�㺸��
��װ���붨λ�� �Կڼ�϶2.5~3mm���������˵�̣����㳤10mm���ң��Ҳ��˹��ߣ�Ϊ��ֹ������Σ�Ӧ��1°~2°�����Ρ�
�ƿ��¿ڵ�ƽ�ԽӺ����ӹ��ղ�����������
8 mmƽ�ԽӺ����ӹ��ղ���
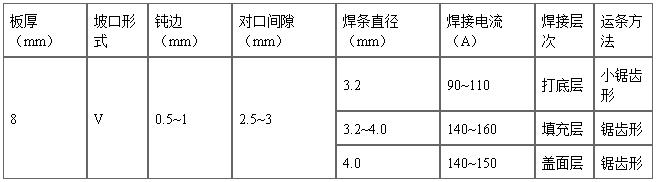
�Ǻ��ӵ�һ��(��ײ�)����ʱ��ѡ��ֱ��Ϊ3.2mm����������������ֱ�������������Է��մ���
���ں��ڶ���ʱ���Ƚ���һ����������ɾ��������ֱ��Ϊ4mm���������ö̻���С������������ڶ����¿�����ʱ��Ӧ����ͣ���������ײ����ۺϲ�����������ȱ�ݡ���β�������ӡ�����Ҫ�ѱ���������ͷɽ�������ɾ������ܺ���һ�㡣
�� �ɸ��溸�� ���溸����ֱ��4mm�������������������ڶ����ۺ��¿�����1~1.5 mm�ı�Ե���Կ��ƺ�����ȣ�����Ҫ���ͣ������ֹҧ�ߣ��������㺸������ֱ��3.2 mm���þ������������С������ڶ�ͬ�����¿ڷ��溸��
ʵѵ��
ʵѵ���� ƽ�Ǻ�
ʵѵ�ص� ���ӳ���
ʵѵʱ��
ʵѵĿ�� ���պ����绡��ƽ�Ժ���ƽ�Ǻ��Ȼ�����������
ʵѵ��������
������ ����������
������ ��̼�ְ�200×150×5 mm��2�顣
������ E4303����3.2mm��
���������� ��˿ˢ�����ӡ�ﱵ����������ȡ�
����������Ҫ��
ƽ�Ǻ�-���㺸
��������������
������װ�� ����1~2 mm�ļ�϶����϶Ҫ���ȡ���λ���쳤Լ10mm��ͬ��ʽ�����ú��������ӵ������Щ��
����ͷʱ�������������绡���Ƶ������˲����̻�ʩ����
�����ӷ���
����ʱ����ֱ���Σ��̻����ӡ�����������Ȳ�ͬ���绡ƫ���塣����ͬ��ȵĺ��������ֺ����Ƕ���ˮƽ������45°���뺸�ӷ����60°~80°�ļнǡ�
�Ժ��ųߴ�Ϊ5~8mm�ĺ��죬�ɲ���бԲȦ�λ��������������������������й��ɡ�
ʵѵ��
ʵѵ���� ���Ժ��ӡ����Ǻ�ʵѵ
ʵѵ�ص� ���ӳ���
ʵѵʱ��
ʵѵĿ�� ���պ����绡�����Ժ��ӡ����Ǻ��Ļ�����������
ʵѵ��������
������ ���������������� ��̼�ְ�200×150×5 mm��2�顣������ E4303����3.2mm��
���������� ��˿ˢ�����ӡ�ﱵ����������ȡ�
����������Ҫ��
���Ժ���
��������������
��װ�估��λ�� ����2.5~3 mm�ĶԿڼ�϶����������ͬƽ�ԽӺ���
�Ǻ��ӷ���-����������
�ٲ��ú�����ʹ�ý�С�ĺ��ӵ���(��ƽ�ԽӺ�С10~15%)�����ö̻����ӣ����������ں���ֱ����
�ڲ������ơ���ǯ�շ������շ��ͷ��շ����֣�һ�㳣�����շ���Ϊ�˱��ڹ۲��۳غ��۵ι������������ʱ�ɲ�ȡ��������к��������������ơ�
�۲�������������Ҫ��ƫ����࣬ʹ�������Ժ��졣����ʱ����Ӧ����ͨ���������ӿڶ���ֱ�ں�����ƽ���ڲ��뺸����60°~80°�нǡ�
�ܲ�ȡ�����Է�ֹ�մ���
����ͷʱ���绡��ȼ��Ӧ���绡���������ԶԺ����ͷ��Ԥ�ȡ������ѹ�͵绡�����������ӡ�
�����Ժ����Ľ�ͷʱ��������ҪѸ�٣������Ƚӷ���
�ߺ��ӹ�����Ҫ�����۳��¶ȣ�ע���۳���״���۳��¶����ˣ��۳���״Ϊ��ƽ��Բ�硣
����βʱ�����÷�������ȷ�����۳����������2~3����ˮ��ʹ���ӱ�����
�Ⱥ���ʱҪ�ر�ע��ɽ����ˣ�Ӧ�����ù�����������ñ�����ú������ס�
���Ǻ�
�����������������Թ������н�����
��װ�估��λ�� ������װʱ��Ҫ��֤�Ƕȵ�ȷ�ԣ�����ͬƽ�Ǻ���
�����ӷ���
�Ų��ç�3.2mm�ĺ��������ӵ������Դ�Щ���Ա�֤����
�Ʋ������ƺͺ�ǯ�շ������ԽӺ�������¡��������������ļн�Ӧ������ȣ��������뺸�������ߵļнDZ���75°~90°��
�Ǻ����İڶ���ȡֱ��������������������ȡ���������������������ں��������Ӧ��ͣ��Ƭ�̣�ʹ�ۻ��������������������Ե���֡������ڶ��Ŀ��Ȳ�����������ĺ��ųߴ磬
 �ۻ������Ŀ��������Ǻ��Ĺؼ�������Ҫ���۳ؽ�������ȴ����н�������°ڶ���
�ۻ������Ŀ��������Ǻ��Ĺؼ�������Ҫ���۳ؽ�������ȴ����н�������°ڶ���
ʵѵ��
ʵѵ���� �Ẹ������ʵѵ
ʵѵ�ص� ���ӳ���
ʵѵʱ��
ʵѵĿ�� ���պ����绡���Ẹ�������Ļ�����������
ʵѵ��������
������ ���������������� ��̼�ְ�200×150×5 mm��2�顣������ E4303����3.2mm��
���������� ��˿ˢ�����ӡ�ﱵ����������ȡ�
����������Ҫ��
�����¿ڵĺẸ �������4 mm
����˫�溸�ӡ�
��������������
��װ�估��λ�� ͬƽ�����Ժ���
�Ǻ��ӷ���
����ͷ ����10~15mm����������������ʼ����������Ԥ��2~3 s��ת�뺸�ӡ�
�ڲ���ʱ���ֻ���ۿ��������У����ֻ��ұ۵Ķ�����ԽӺ��������ơ�����ʱ����������б��ˮƽ���15°���Ҽнǣ�ͬʱ�����ӷ�����б���뺸���70°���Ҽнǡ�
�۲���СбԲȦ��������бԲȦ��б���뺸������Լ��45°������Ӧ�Կ�Щ����Ҫ���ȡ�
�ܲ���ʱ�ر�ע�⣬�統������ǰʱ��Ҫ�ú���ǰ������ز�����
�ݺ����е绡Ҫ�̣�ע��۲��۳��¶ȵ�����������۳��ڰ����۵ν������ʣ�Ҫ��ʱ���������������������Է��մ���ҧ�ߡ�
��ͷ������ͷ��������β�������������ӡ�
�ߵ������ϲ�����ҧ��ʱ���ٲ���һ�������������õ���������
ʵѵ��
ʵѵ���� ����ʵѵ
ʵѵ�ص� ���ӳ���
ʵѵʱ��
ʵѵĿ�� ���պ����绡���Ẹ�������Ļ�����������
ʵѵ��������
������ ���������������� ��̼�ְ�200×150×5 mm��2�顣������ E4303����3.2mm��
���������� ��˿ˢ�����ӡ�ﱵ����������ȡ�
�����¿����ԽӺ� �������4 mm
��������������
��װ�估��λ�� ͬƽ�����Ժ���
�Ǻ��ӹ���
�ٺ�ǯ�շ��ɲ������շ������Ӳ������ơ���ͷ�ͽ�ͷ�����Ǻ���¡�
���������Ĺ����У�ע�����������Ƕȣ�Ҫ���ֶ̻��;��ȵ��ٶȣ����ٲ��˹��������þ�������������ں������Ĵ�����Ҫ�Կ�Щ����������ͣ��
�ۺ�����Ҫ�����۳صĴ�С���۳ز���̫��ͬʱע����������������������δ�ۺϺͼ���ȱ�ݡ�
����βʱ������Ҫ�죬�ɲ������������ӡ�
��Ҫ���ú��ӵĸ��˷������������˺����ˡ�
ʵѵ��
ʵѵ���� ��ֱ�̶����Ӻ���
ʵѵ�ص� ���ӳ���
ʵѵʱ��
ʵѵĿ�� ���պ����绡���̶����Ӻ��ӡ��̶��ܰ�Ļ�����������
ʵѵ��������
������ ����������
������ ��̼�ֹܣ���70×100×4 mm��V���¿ڣ�2�ڡ�
������ E4303����2.5 mm����3.2mm��
���������� ��˿ˢ�����ӡ�ﱵ����������ȡ�
����������Ҫ��
��ֱ�̶��ܵĺ���
�Žӿ��� ��װʱ�������ܲ��Ȳ������ڣ���ʱ�ɽ�ֱ����С�Ĺ��������·�����ʹ��Բ�ܷ���Ĵ��ڴ�С���ȣ��������ƫ��һ�ࡣ
�ƺ��ӷ���
�ٴ�ײ㺸��ʱ��������λ��Ӧ���¿�������ƫ�£��������ϲ���Ҫ�м�ǣ��²�������ճ�ϡ���ֱ�������¿��������������绡Ԥ���¿ڣ����¿�����ӽ��ۻ��¶ȣ�ѹ�͵绡���γ��۳أ�����ȡֱ��б����������ǰ�ƶ���
����������Ҫ�죬������϶��δ��ȴʱ���ٴ���ȼ�绡����һȦ�ص�ʼ�����������л����������ԼӰڶ������������Ӻ��ջ���
���м�㺸��ʱ��Ӧ��б����λ�бԲȦ��������
���ں��Ӹ����ʱ���ϡ��º�������Ҫ�죬�м亸������Ҫ����ʹ������Ϊ�Ρ��ɲ��������ǡ������һ������ʱ��������ֱ���ҪС��������ҧ������
ʵѵ��
ʵѵ���� �����绡���ۺ�ʵѵ-���ӹ�����
ʵѵ�ص� ���ӳ���
ʵѵʱ��
ʵѵĿ�� �ۺ����ú����绡��������������
ʵѵ��������
������ ����������
������ ��̼�ְ�500×50×5 mm��3�飻250×50×5 mm��4�飻300×50×5 mm��4��
������ E4303����2.5 mm����3.2mm��
���������� ��˿ˢ�����ӡ�ﱵ����������ȡ�
����������Ҫ��
1������������
2������ѡ��˳��ȷ������λ�á�
���ϼ� T�ͽ�ͷ ��4�����Ǻ����졣
��֧�� 4���Ẹ�졣
�� �߰� 4��4��ƽ�Ǻ����졣
�ȼ�ǿ�� 2��ƽ�����졣
3��װ�估��λ��
��ȡ����װ�ӡ�
4�����ӹ���
���Ⱥ����ϼ� �Գƺ��ӡ����㺸���Ǻ�������ֱ��3.2�����ӵ���90~100 A�����������������
�ƺ���֧�� �Գƺ��ӡ��Ẹ����ֱ��3.2�����ӵ���90~120 A��С���������������
�Ǻ����߰� �Գƺ��Ӻ���ֱ��3.2�����ӵ���90~110 A��ֱ����������������
�Ⱥ��Ӽ�ǿ�� ƽ�����죬����ֱ��3.2�����ӵ���100~120 A��С�����������������
5���رպ�����������λ��
ʵѵʮ �Զ��������¿�ƽ�Խ�ֱ�캸��
һ����ǰ��
�������豸 MZ-1000�����Զ�������
����˿ H08A��Φ4mm��Φ6mm������ 431��
������ ��̼�ְ壬500×120×10mm��2�飻
���������� ��˿ˢ��ĥ������ӷ����ܼ��ȡ�
��������������Ҫ��
����Ϥ���������ĺ��ӹ��գ��˽⺸��λ�á��ߴ�ͼ���Ҫ����ѡ�ӷ�����
��ȫ�����豸������Ӧ��Ե���ã������Ӳ�λ�����ɶ��������䡢��Դ���Ӧ�ӵء�����С���Ľ���Ӧ��Ե���ã���е���λӦ��ʱ�����ͣ�ȷ����ת��
��������������˿��������������250���º�ɲ�����1~2Сʱ��
������װ��Ҫ����װ��ʱ���뱣֤�ӷ��϶���ȣ��ߵ�ƽ�������ߣ���λ��ʹ�õĺ���Ҫ�뺸�����������������λ��һ��Ӧ�ڵ�һ������ı��棬����һ�㲻����30mm����λ����Ӧƽ�����Ҳ����������ơ��ڼ�����ȱ�ݡ�
�� 4.���ӹ�����Ҫ��
��������϶˫�溸 ������װ��ʱ������϶��ֻ����С�ļ�϶(һ�㲻����1mm)����һ�溸��ʱ���õĺ��Ӳ�������̫��ֻ��ʹ���������ﵽ����С�ں�����ȵ�һ�뼴�ɡ����ӷ���Ϊ�˱�֤�����������ýϴ�ĺ��Ӳ������к��ӣ�Ҫ�������Ӧ�ﵽ������ȵ�60%~70%��
���ú���HJ431����˿H08A�����ӹ��ղ�������6-8��
��6-8 ������϶˫�溸���ӹ��ղ���

��ʱ��Ҫע��۲챳���ı������ɫ�仯���ϸ���Ʋ���©�������ӹ����У���˿Ҫ�ϸ�����ڽ����¿ڵ��������ϣ���Ҫ��ƫ������ƫ���ʱ������
��
ʵѵʮһ ������̼���Զ����Ļ�������
һ��������
���豸 NBC-250��CO2���Զ�������CO2��ƿ��
������ ��̼�ְ壬250×120×8mm��ÿ����顣
����˿ H08Mn2SiA��ֱ��1.2 mm��
��CO2 ���� �䴿��Ϊ��CO2������99.50%��O2��0.1%��H2O��1~2g/M3��
������ E4303��ֱ��4mm��
�������ӹ��̼�Ҫ��
���豸��� CO2�����豸�������ں�ǰҪ���ؽ������¼������������
����˿��е ��˿����ѹ���Ƿ���ʣ���˿�뵼����Ӵ��Ƿ����ã���˿�����Ƿ�ͨ�ȡ�
�ƺ�ǹ��������� ��������Ϳ���ͣ����߲��û�е����������
����ǰ���� ��ǰӦ�Ժ�������˿��������⡢ˮ�ֵ����������ϸ������
��װ�䶨λ�� ��λ��ʹ���ֻ�������ֱ�Ӳ���CO2���Զ������У���λ���ij��Ⱥͼ�� 30mmΪ�ˣ������100~300mmΪ�ˡ�
�����Ӳ���
�ڵ�̼�ְ�����250mm����ÿ��30mm��һ���ߡ�Ȼ�������й��ղ�������ƽ����ϰ��
��˿ H08Mn2SiA��ֱ��1.2mm
���ӵ��� 130~140A
�绡��ѹ 22~24V
�����ٶ� 18~30m/h(���ο�)
CO2�������� 10~12L/min
�ٲ������� ���ݹ���̨�ĸ߶������վ�����¶����ƣ��ϰ�������ǰ�㣬��Ҫվ�ȣ��粿����ʹ�۰�̧������ˮƽ�������պ�ǹ������Ҫ�յ�̫����Ҫ��Ȼ�������ֿ���ǹ���ϵĿ��أ����ֳ����֣������ӡ�
������ ����ֱ�Ӷ�·��������Ҫ��˿��ͷ�뺸������2~3mm���롣��Ҫע������ִ�ĺ�˿��״��ͷ���ھ��Ķ˲�2~4mm��������Ȼ��������ӷ�϶�Ķ�ͷ���Ⱥ�������ۺϺ��������������ٶ�ǰ����
��ֱ���ƶ���˿���ӷ����ô���ǰ��ǵ�������ǰ���Ϊ10~15°�� ��ʼ����һ������º���Ҫ��Щ������ҪdzЩ��������֮���Ƚ��绡������һЩ���Դ˴ﵽ�Ժ������ʵ�Ԥ�ȵ�Ŀ�ġ�Ȼ����ѹ���绡������˵ĺ��ӡ��������Ի����һ������ͳ��αȽ�����ĺ�����
һ�����������Ӧע�⽫��β���Ļ������������ջ�ʱӦ�ڻ��Ӵ���ͣ��Ƭ�̣�Ȼ������̧��ǹ�����۳�����ǰ�������������
������ͷһ������˺����������Ҫ�����ֹ��绡����ͷ�����ơ�
�ܺ���ڶ��������ڶ���˿���ӷ� �Ͽ��ĺ��죬�������ú������˿��������Ρ�бԲȦ�εȰڶ���ʽ��
����ڶ���˿�ǶȺ���ʼ�˵���˿Ҫ����ȫ��ֱ�ߺ���ʱһ����
����ڶ���˿�������»���Ҫ��
1����˿ʱ�����������������ֱ���Ϊ�������ƺ�������˿�Ƕȡ�
2�����Ұڶ��ķ���Ҫһ����
3������κ������εȰڶ�ʱ���ڵ�����ʱ��Ҫ�ӿ��ٶȣ���������ʱ����Ӧͣ��һ�¡�
ʵѵʮ�� ������̼���Զ������¿�ˮƽ�ԽӺ�
һ��������
���豸 NBC-250��CO2���Զ�������CO2��ƿ
��ʵϰ���� ��̼�ְ壬250×120×8mm��v���¿ڣ����顣
����˿ H08Mn2SiA��ֱ��1.2 mm��
��CO2 ���� �䴿��Ϊ��CO2������99.50%��O2��0.1%��H2O��1~2g/M3��
������ E4303��ֱ��4mm��
�������ӹ��̼�Ҫ��
���豸���
����˿��е ��˿����ѹ���Ƿ���ʣ���˿�뵼����Ӵ��Ƿ����ã���˿�����Ƿ�ͨ�ȡ�
�ƺ�ǹ��������� ��������Ϳ���ͣ����߲��û�е����������
����ǰ���� ��ǰӦ�Ժ�������˿��������⡢ˮ�ֵ����������ϸ������
��ʵϰ�������¿ڼӹ���װ�䶨λ�� ��E4303������ֱ��4mm����180~210A�ĺ��ӵ��������ֹ��绡����ʵϰ����������һ�飩��λ������300mm������Ϊ100mm�����Ϊ2mm�ĵ�̼�ֵ���ϡ�
�����ӹ��ղ�������
�� �Խӽ�ͷ���ӹ��ղ�����

��������������˿������ǰ���10~15°����һ�����ֱ���ƶ���˿�����к��ӡ��Ժ������������λ����ΰڶ���˿�����ӡ��������һ���ǰһ�㺸��ʱ������Ӧ�Ⱥ������������ 0.5~1.0mm�������¿ڱ�Ե�ۻ������¸��溸������ҧ��ƫ����
��ע������
��㺸ʱ��Ҫע���ֹδ�ۺϡ�����������ȱ�ݡ�����ȱ��Ӧ��ȡ��ʩ��ʱ�ų����Ա�֤����������Ϊ�˼��ٱ��Σ��ں��ӹ����пɰ��ֹ��绡���ķ�ʽ���÷ֶκ���
ʵѵʮ��
ʵѵ���� �ֹ��ټ�벻���ƽ��
ʵѵ�ص� ���ӳ���
ʵѵʱ��
ʵѵĿ�� �����ֹ��ټ�벻����Ļ�����������
ʵѵ��������
��벻����������ƿ������ʽ��ǹ�����ټ���ֱ��2mm����
������ ��̼�ְ�200×100×2mm��1�顣
������ֺ�˿��ֱ��2mm��
��������Ʒ�����֣�ѡ��9�źڲ�����������������Ь�����ס�
��������Ҫ��
����ǰ���� �������ø�˿ˢ�ϸ��������������Ĥ������
���ֹ��ټ�벻����������� �������պ�ǹ����ʳָ��Ĵָ��סǹ��ǰ����������ָ��������Ϊ֧�㣬Ҳ����������ָ��һָ��֧�㡣Ҫ��������ס��������ʹ���ӵ绡�ȶ������ֳֺ�˿���Ϸ���˿���ټ��Ӵ���
�Ƶ���������� �ȿ������ƿ���֣��ں��ӹ����У�ͨ���۲캸����ɫ���ж����屣��Ч���������������й�������ɫ����ɫ������Ч����ã���������������ڣ�����Ч���������ͨ���۲�绡���ж����屣��Ч�������绡�϶����к���������˵�����������Ч���
�Ǻ��ӹ��ղ��� ���ӵ���150~20A���������6~10L/min��
�Ⱥ�ǹ�뺸˿�ͺ���֮�����λ�� ��ǹ�������뺸������ɽϴ�ļнǣ�һ��Ϊ80°C���ң���亸˿�뺸������н�Ϊ10�����ң����ö̻��������ӱ���Ч����
�ɲ������� ���������к��ӡ��绡��ȼ��Ҫ����������亸˿��Ҫ��ͣ��һ��ʱ�䣬ʹ��������γ��۳غ�������亸˿���ں��ӹ����У���ǹӦ���־��ȵ�ֱ���˶�����˿���뷽�����ǽ���˿�������˶�������亸˿ĩ������绡���۳ر�Ե�ϱ��ۻ�����亸˿�Ƴ��۳أ�Ȼ���ٽ���˿�ظ������۳أ�������亸˿�����뿪�����������
�ں��ӹ����У�Ҫע��۲��۳صĴ�С�������ٶȺ���亸˿Ӧ���ݾ������������Ϻã�Ӧ�������ٽ�ͷ��Ҫ�ƻ��ú�˿���ȣ�������Ҫ�ں��ӹ����и�����˿���Լ�Сͣ������������;ͣ�ٺ��ټ�����ʱ��Ҫ�õ绡��ԭ�۳صĺ������������ۻ����γ��µ��۳غ��ټӺ�˿������ǰ�����ص�5mm���ң����ص���Ҫ�ټӺ�˿��ʹ��ͷ��Բ�����ɡ�
��һ��������������Ե��ֹ���ٺ��ڶ��������������뺸�����Ϊ30mm���ң�ÿ�麸���ɺ�����������
ʵѵʮ�� �����������и��������
һ��������
���豸 �������и��������ѹ����
��ʵϰ���� ��̼�ְ�һ�顣
������������
1.ȷ���豸�����������߱��봩���������������۾������ȷ�����
2.����빤���Ӵ����°�ť�����и�ӹ�����Ե��ʼ�и���ڹ����м俪��ʱ�����Ӧ����һ����б���Ա㴵���ۻ��������������
3.���ְѰ�ť���²���������·��ͨ��ֱ���и�绡�γɡ��˺�����������ƶ��������и�и�ʱ�����������ܾ����ƶ�����������ס��ƶ��ٶȹ���������Ӱ���и�������
4.�и���ѹ���ߣ���������Ӱ���и��ȡ��и���ѹ��С����Ӱ�����ʹ���������и�����У��и��ٶȱ�֤����������ˡ�
5.�������뿪����ǰ�������Ϳ��ְѰ�ť����ʱ�����ӻ�Ϩ���и����ֹͣ��
6.�и�����У������뿪��������2����Ϩ��������������
7.δ�����и��ʱ��������Ҫ������水ť������������
8.�и���ҵ��ɺض�ѹ��������������Դ���غ͵�����Դ���ء�
�ġ�����ע������
1.ÿ�ι���ǰ�ȵ����ÿ���ѹ������������ѹ������ʱ�������ջ����졣ѹ��������ѹ�����ô���8������ѹ��
2.����������������ĥ������Ӧ��ʱ����������Ӱ���и��ȺͿ��ȡ�
3.װ������缫������ʱ���뽫��Դ�رղ����Ϸ������ף��ұ�֤�缫�������ͬ�������������С��ֱ����10%��
4.��ֹʹ���������и���Դ��
5.��Ҫ�и��ܷ����������Dz�ȡ��Ҫ�Ĵ�ʩ��
6.Ӧ��ȡ����͵����ʩ��������͵��������Ҫ���и������200mm���ϣ���Ӧʹ�и��ͨ�����á�
7.�и�ʱ������Ӧ�����ܴ����Ϸ�λ�ã������������������
8.�������и�������λ��Ӧ��ȡ�ŷ��ʩ��
9.�и�����о���ʹ������������ֱ�ڹ�����������������ӻ��켣���൱�������˹�����ʵ�ʺ�ȡ�
10.�и��ٶȹ�������ʹ�������������²�ë�̺;������ࣻ�и��ٶȹ��첻���в���������ʹ�ۻ�����������ճ������������������������졣
11.��������졢�缫��������������մ������װ���϶ƫ��̫����������λ�缫����Ĺ����ԭ�����Ӱ���������ͼ��ٵ缫��ġ������������۲죬�д�������Ӧ��Ҫװ��������