设计报告书目录
一、设计目的... 1
二、设计思路... 1
三、设计过程... 1
3.1、系统方案设计... 1
3.2、PLC流程图设计... 2
四、系统调试与结果... 5
4.1、系统调试... 5
4.2、调试结果... 5
五、主要元器件与设备... 7
六、课程设计体会与建议... 8
6.1、设计体会... 8
6.2、设计建议... 8
七、参考文献... 8
一、设计目的
1.掌握自动焊锡机的程序设计及其外部接线。
2.熟悉步进顺控指令的编程方法;
3.掌握单流程程序的编制;
二、设计思路
1、设计单流程程序。
2、设计步进顺控指令。
3、设计自动焊锡机的程序。
三、设计过程
3.1、系统方案设计
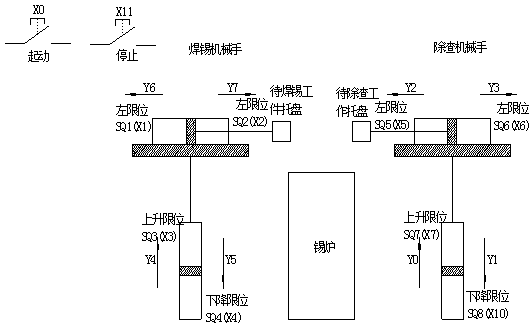
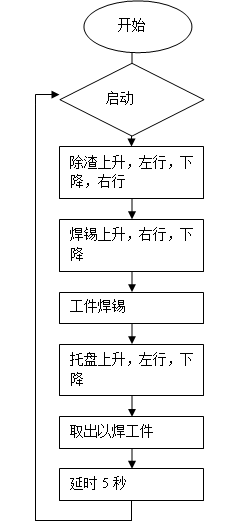
图1 自动焊锡机的工作示意图
其工作原理为:起动机器,除渣机械手上升电磁阀得电上升,将待除渣工件托盘上升到位碰SQ7,停止上升;左行电磁阀得电,机械手左行到位碰SQ5,停止左行;下降电磁阀得电,机械手下降到位碰SQ8,停止下降;将己焊好工件取出,然后右行电磁阀得电,机械手右行到位碰SQ6,停止右行,对己焊好工件除渣。如需对工件焊锡,则焊锡机械手上升电磁阀得电,将待焊伴锡工件托盘上升,上升到位碰SQ3,停止上升;托盘右行电磁阀得电,托盘右行到位碰SQ2,托盘停止右行;托盘下降电磁阀得电,托盘下降到位碰SQ4,停止下降,工件焊锡。当焊锡时间到;托盘上升电磁阀得电,托盘上升到位碰SQ3,停止上升;托盘左行电磁阀得电,托盘左行到位碰SQl,托盘停止左行;托盘下降电磁阀得电,托盘下降到位碰SQ4,托盘停止下降,已焊好工件取出。延时5s后,自动进入下一循环。要求能单次或连续循环运转。
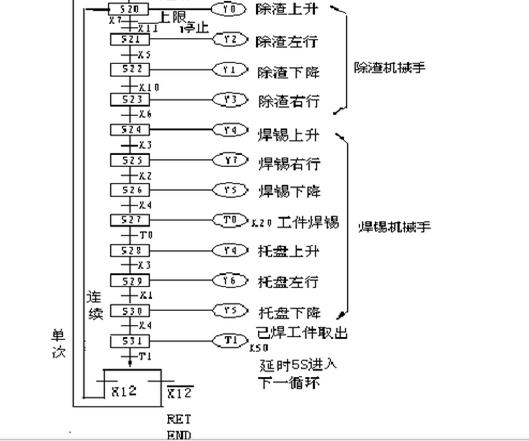
3.2、PLC流程图设计
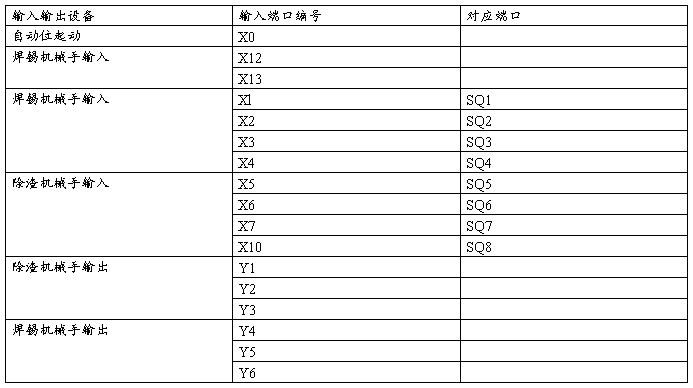
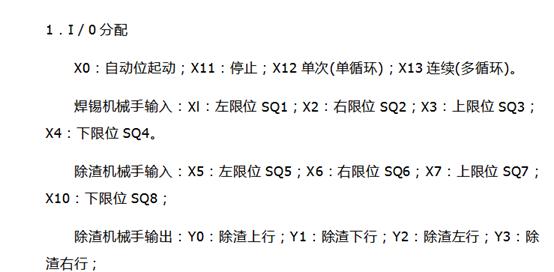
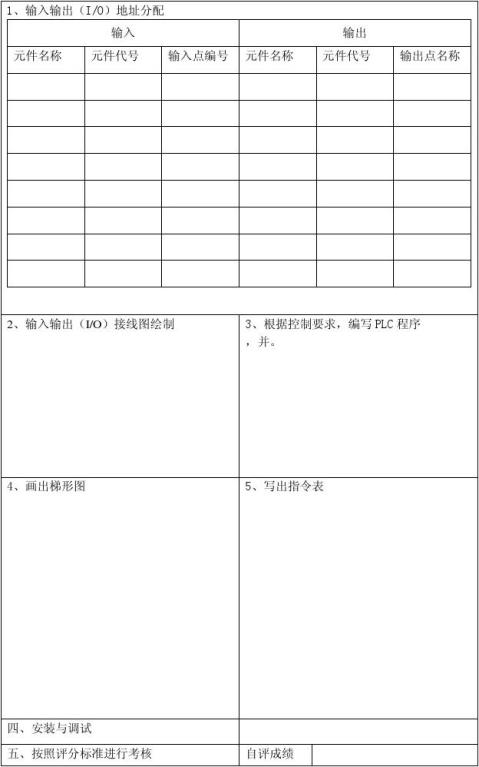
1.I/0分配表:
2.程序设计方案
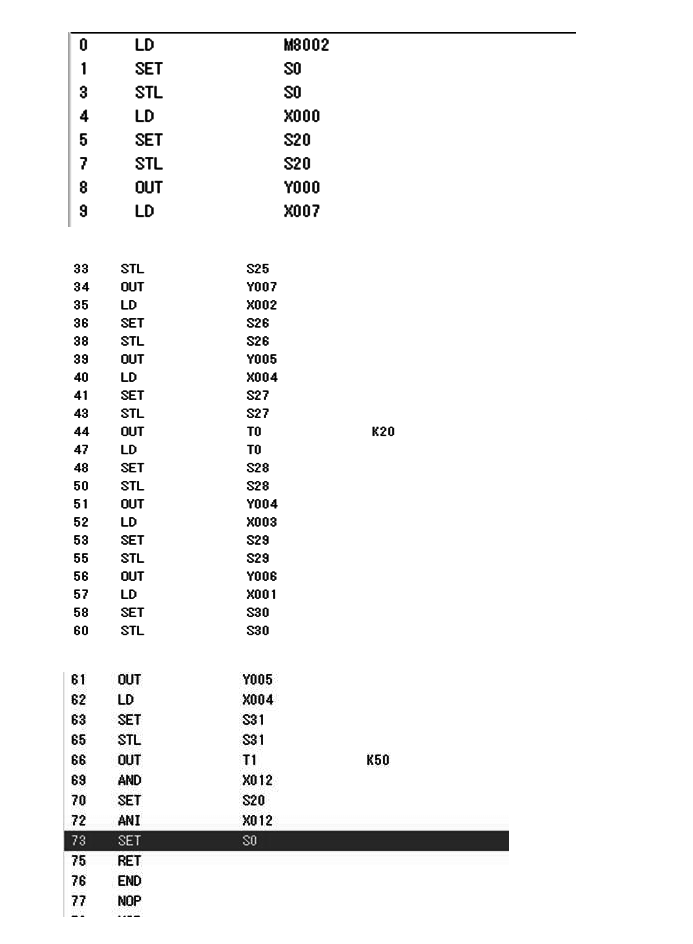
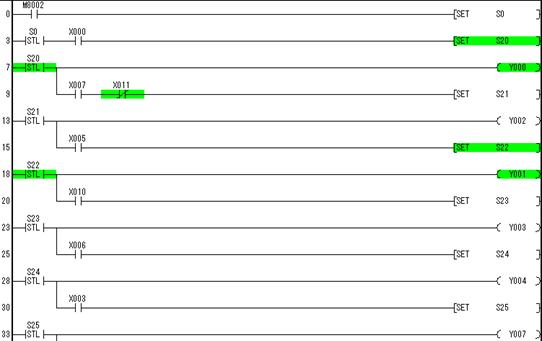
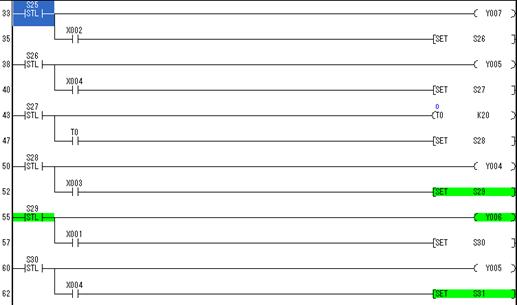
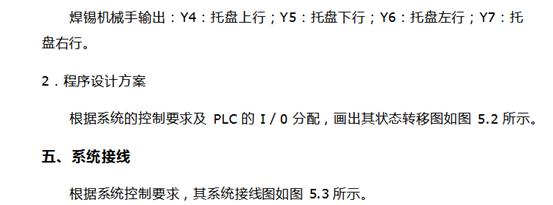
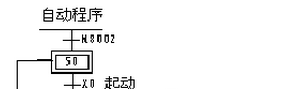
根据系统的控制要求及PLC的I/0分配,可作出自动焊锡机PLC工艺流程图
应指令表如下:
四、系统调试与结果
4.1、系统调试
1.输入程序,按图5.2正确输入程序。
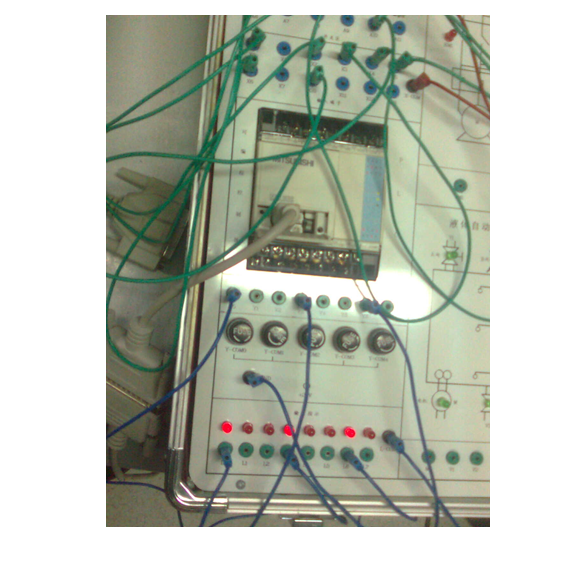
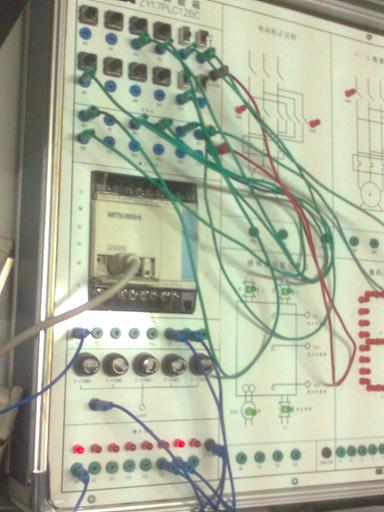
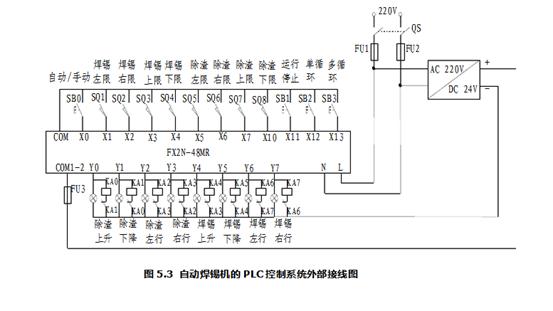
2.静态调试,按图5.3所示的系统接线图正确连接好输入设备,进行PLC的模拟静态调试,观察PLC的输出指示灯是否按要求指示,否则,检查并修改程序,直至指示正确。
3.动态调试,按图5.3所示的系统接线图正确连接好输出设备,进行系统的动态调试,观察自动焊锡机能否按控制要求动作,否则,检查线路或修改程序,直至自动焊锡机按控制要求动作。
4.2、调试结果
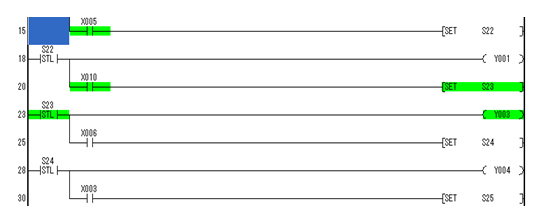
当X10闭合时,Y003 线路接通,Y003灯亮(第二个灯),如下图所示:
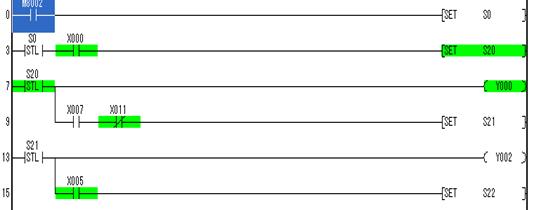
当X000闭合时,Y000 线路接通,Y000灯亮(第一个灯),如下图所示:
五、主要元器件与设备
1.可编程控制器1台(FX1s-20MR);
2.FXGPWIN编程软件
3.PLC(可编程控制器)实验箱1台;
4.计算机1台;
5.连接导线若干。
六、课程设计体会与建议
6.1、设计体会
经过这次实训,让我对自动焊锡机PLC控制系统的设计与制作有了更深的了解。理解利用PLC控制系统设计电路的程序,同时也让我了解了关于自动焊锡机的基本原理与设计理念,要设计一个控制系统总要先将指令表转化成梯形图转换,连接好线路,传送到PLC(可编成控制器)实验箱写入成功,程序编译成功才可以.虽然最后的成品不是非常完美,是因为,再实际接线中有着各种各样的条件制约着。所以,在今后程序设计时应考虑两者的差异,从中找出最适合的设计方法。在整个的实训中我学习了很多的东西,使我眼界打开,感受颇深。课程虽然结束了,但学习还没结束,我知道作为信息时代的大学生,作为国家重点培育的高科技人才,仅会操作鼠标是不够的,基本的动手能力是一切工作和创造的基础和必要条件。
6.2、设计建议
以后做实验的时候先看一下有关这个实验电路的资料、原理,以及如何检测电路的方法,还有关于检测芯片的方法。有助于更好的完成设计。
七、参考文献
[1]. 程子华. PLC原理与编程实例分析[M], 国防工业出版社,20##年
[2]. 张建英.三菱PLC在单线循环式货运索道控制系统中的应用[J], 自动化应用-20##年9期
[3]. 金唯香等编.S7-200 PLC编程设计与案例分析[M], 湖南大学出版社,20##年
[4]. 胡学林主编. 可编程控制器技术应用[M], 高等教育出版社
[5]. 张续仁.PLC的梯形图编程经验总结[J], 电子制作-20##年10期
[6]. 武中华 朱立峰 李涛.PLC综合知识及应用[J],科技信息-20##年8期

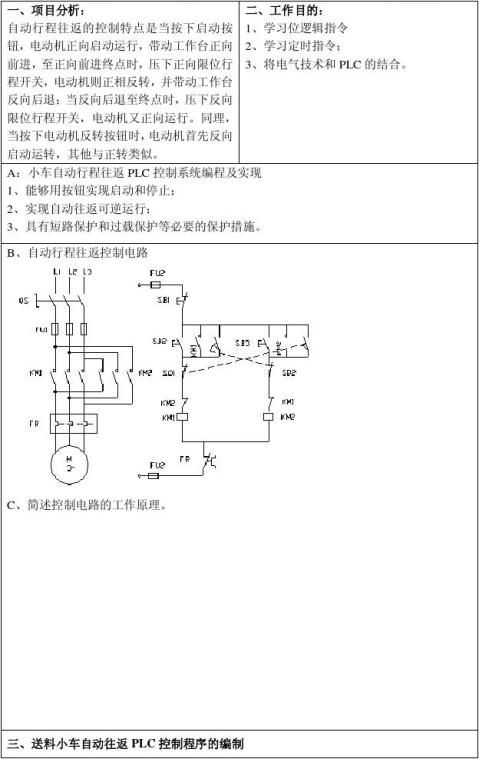
第二篇:实训一 送料小车自动往返PLC控制系统编程及
实训一 送料小车自动往返PLC控制系统编程及实现
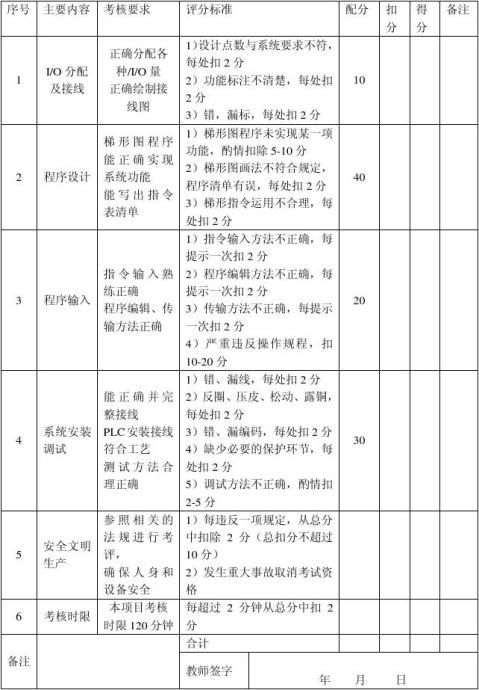
成绩评分标准