阳极组装二车间“降本增效、节能降耗”实施细则
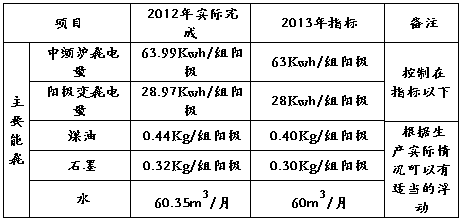
一、 节能降耗目标:
二、 组织机构
1、 节能减排领导小组
组长:吴树榜 副组长:岳诚
成员:李良青、贺国安、孙文涛、荀海东、吴小兵、曹明峰、
杨炳文、历业青、张秀军、刘建炉
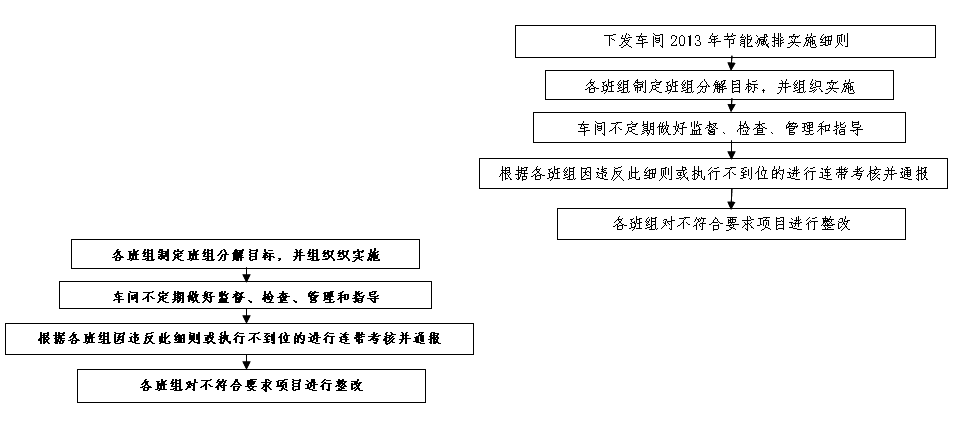
2、 管理流程
三、 管理职责
1、 组长职责
1.1 对公司、分公司的下达的节能降耗目标进行分解;
1.2 对车间节能降耗工作进行统一领导、规划、组织、指导、监督和检查;
1.3 对车间内各班组的指标完成情况进行奖惩。
2、 成员职责
2.1对组长下达的节能降耗任务进行执行;
2.2对所辖节能降耗工作进行监督检查并提出奖惩意见。
四、 各班组节能减排计划及内容
(一)、 熔炼班控制目标及主要措施
1. 控制目标

2. 主要措施
1)、 抓好每批原材料各元素化验,对于不合格的配料铁禁止进入班组;
2)、 按周期对铁水进行配比工作,及时调整配铁料的加入量。
3)、 保证铁水的炉前化验。通过加强炉前铁水化验,以化验数据为标准,对五大元素进行合理配比;
4)、 熔炼作业时,严格控制铁水温度。充分利用现有的测温设备保证熔炼作业过程中温度不得超过1450℃;
5)、 当班人员详细登记每炉铁水温度、中频炉运行时间等,以降低五大元素的烧损和电量的消耗;
6)、 针对每日中频炉发生电耗进行统计分析,控制中频电耗;
7)、 规范作业,及时修补炉嘴,减少铁水倾倒时造成的浪费。
(二)、 组装段控制目标及主要措施
1. 控制目标

2. 主要措施
1)、 加强设备维护力度,保证设备安全稳定运行;
2)、 残极清理班加强残极清理工作,保证导杆组的供应;
3)、 组装班加强对上线导杆组的检查力度,保证阳极浇注质量;
4)、 组装班加强铁水包烘烤,严格控制浇注温度不得低于1200℃,以保证铁水流动性;
5)、 组装班指派专人负责煤油石墨溶液配比工作,保证配比在30%―40%之间;
6)、 组装班根据根据天气情况,在气温低于0℃时对循环泵、加热设施及时开启;当设备运行正常或气温高于5℃时对循环泵、加热设施及时关闭;
7)、 转运班做好保护环捆绑工作,并仔细检查发出阳极。
(三)、 综合检修班控制目标及主要措施
1. 控制目标

2. 主要措施
1)、 根据检修计划,合理安排检修任务,保证设备安全稳定运行;
2)、 对于新进备件,把好质量关,保证备件使用周期;
3)、 对压脱设备液压油、滤芯等易损件及时更换,压脱机正常工作;
4)、 每月对浇注站进行2次维护,保证浇注站安全稳定运行。
5)、 加强车间暖气管网检查力度,确保车间内部暖气投运数量,减少保温设备开启数量及运行时间。
五、 修旧利废
(一)、 导杆修理班修旧利废措施
1)、 继续开展导杆组铸钢爪修复再利用,继续使用“K”型坡口焊接工艺,并不断总结经验,探索最佳工艺,提高铸钢爪使用寿命;
2)、 继续开展厚残极再修复利用工作,减少残极炭块的浪费;
3)、 继续开展托盘修理工作,力争完成20##年计划量(修理托盘60件);
4)、 继续开展焊接工器具修旧工作,延长焊接工器具使用寿命;
(二)、 综合检修班修旧利废措施
1)、 加强备品备件领用管理,杜绝以换代修;
2)、 加强悬链小车检修维护,保证投运悬链小车大于105辆;
3)、 对于损坏斗式提升机斗子及时校正、修复,延长斗子使用寿命;
4)、 对皮带输送机托辊加强巡检,并对两端轴承定期进行润滑,延长托辊使用寿命;
5)、 利用废旧皮带制作下料口护皮,减少皮带浪费;
6)、 焊接过程中,加强对边角料的收集、使用,减少钢材使用;
7)、 加强设备巡检,合理调整各设备运行方式,延长轴承、机械密封等易损件的使用寿命。
(三)、 组装工段修旧利废措施
1)、 加强设备维护巡检工作,提高设备健康状况;
2)、 加强自制工器具管理,对铲铁钢钎及时打磨,减少钢钎的浪费;
3)、 加强导杆组检查力度,保证阳极浇注合格率;
4)、 监督导杆组蘸石墨情况,提高磷铁环压脱压脱率;
5)、 加强石墨溜槽中煤油、石墨的回收工作,减少石墨煤油的浪费。
六、 节能减排实施办法及考核细则
(一)、 实施办法
1. 各班组对每月所领用或消耗的各种材料进行统计,计算出本月本班组在每组阳极上所发生的费用,按月上报车间。
2. 车间每月对车间能耗和物耗的消耗情况进行总结并通报。
3. 根据车间节能减排细则,各班组要根据各自的生产实际情况,对常用物资指标化,严格控制物资消耗,对超出指标的,严格分析原因并制定相应的预防措施。
4. 通过各式各样的劳动竞赛、节能技术培训等工作,强化员工节能意识。
5. 车间管理人员继续加强对生产现场能源、资源浪费现象的监督检查力度。
6. 车间要定期组织检查,对节能措施落实得利、贡献突出的班组给予奖励,对生产管理混乱,造成严重浪费的班组,进行考核。督导此项工作走上长期化、规范化的轨道,强化各级人员的节能意识。
7. 抓好原材料、备品、备件验收工作,杜绝不合格的原材料、备品、备件进入车间。
8. 加强设备管理,提高设备的健康水平,努力保持设备长期处于最好佳运行状态。
9. 严格执行设备巡检和点检制度,加强维护和运行管理。
10. 提高设备传动润滑效率,减低用电损耗。
11. 对技改、大修项目和日常检修中替换下来的备品备件,对有利用价值的及时安排人员进行修复妥善保管。
12. 做好物资管理工作,对于长期不使用、闲置已久的物资及时进行共享,减少库存物资的积压。
13. 着手中频炉运行方式、炉次、交叉运行,保持浇注磷生铁连续出炉,完成浇注任务,缩短化铁时间与浇注时间差,熔炼工根据浇注人员提供的浇注时间安排化铁工作,出铁时间和计划用铁时间差控制在10分钟以内。
14. 清理除尘设备管道积灰,提高除尘效率,及时清扫地面灰尘,加强地面粉尘回收。
(二)、 考核细则
1. 照明管理:
1) 夏季,每天早上8:30将关闭所有照明,冬季,每天早9:00将关闭所有照明。遭遇雨、雪等恶劣天气时,办公室、操作室及生产现场的照明可适当顺延,天气转好后,及时关闭照明。
2) 夏季,每天晚上19:30打开办公室、操作室及生产现场照明,冬季,每天晚上18:00将打开办公室、操作室及生产现场照明关闭所有照明。遭遇雨、雪等恶劣天气时,办公室、操作室及生产现场的照明可适当提前打开,天气晴朗,采光较好时,照明开启时间可相应延迟。
3) 所有皮带通道,地沟、中频炉地坑的照明在设备运行后打开,保持开启状态,以确保处理突发事件的及时性、可靠性。
4) 洗澡堂、卫生间及楼道照明应在使用完毕后及时关闭。
5) 按要求每天关闭或打开照明,每发现一处考核10元/盏灯,主动发现关闭照明,一次性奖励5元/盏灯。
2. 压缩空气管理
1) 压缩空气原则上规定不得因非生产使用而私接阀门、管道等,每发现一处考核当事人100元。
2) 使用压缩空气清扫天车(两台5T双梁桥式起重机)卫生时,必须避开压缩空气使用高峰期(8:30至20:00),否则每次考核20元。
3) 对于因设备结构、安装等因素限制致使人无法清扫的允许使用压缩空气清扫,在使用压缩空气进行清扫时,应将风压控制在0.2Mpa以下进行,采用高压清扫的,每发现一次考核当事人100元
4) 严禁班组内所管辖的压缩空气吹扫车辆,发现一次将考核100元
5) 组装班用压缩空气吹火烤浇注包时,使用气压要小,筑包人员随时检查,使用完后立即关闭,烤包时已灭火还在继续吹火,发现一次考核50元
6) 对使用压缩空气的设备要仔细巡检,不得在管道、接头、法兰等结合面处有漏风现象,否则每发现一处考核5元
3. 非生产用水管理
1) 车间、班组、卫生间、所有的管道接口、阀门、水龙头不得有长流水,漏水现象,发现一处考核管理班组100元
2) 严禁在澡堂内洗衣服,使用完以后及时关闭阀门,违者考核100元。若发现阀门有漏水现象,及时联系检修班处理。
3) 使用完水,及时关闭阀门、水龙头,如不及时关闭者,发现一处考核100元, 主动发现关闭, 一次奖励20元。
4. 除尘设备管理
1) 所有的除尘设备每天在工作之前全部开启,投入运行。否则,每次考核50元
2) 所有的除尘设备每天工作结束后全部停止,关闭电源,未关闭电源者,否则每次考核当班人员50元
3) 中频炉除烟设备每天在中频炉启用前开启投入运行,每天停炉后将除烟风机及屋顶风机停运,否则每次考核50元
4) 每天工作现场的除尘设备不按规定开启、停运的,每发现一次考核50元。
5) 所有设备在工作完毕后,如无特殊要求应立即停机,严禁设备空运行,杜绝工作结束,人员离开不停机现象,每发现一次考核100元。
5. 修旧利废管理
1) 在备件使用方面,以换代修的每次考核50元
2) 加大修旧力度,对修旧者根据修理备件类型及价格每次给予25——200元的奖励。
阳极组装二车间
二〇##年元月二十五日
第二篇:多功能车间20xx年装置节能建议
多功能车间20xx年装臵节能建议
一、污水处理场气浮池浮渣改入焦化替代部分冷焦水
(改造设想电子版材料已上报)
将污水处理场气浮单元产生的浮渣通过集中回收,送入延迟焦化装臵替代部分冷焦水进入焦炭塔做冷焦剂用,达到即节约焦化装臵的工艺冷焦用水量,又可回收污水场产生的浮渣中含有的3%左右的油气,降低装臵能源消耗,减少废弃物的排放、优化环境,提高后续产品的利用价值,增加经济效益和社会效益。
按照现行的污水处理工况,浮渣产生量约1.5t/h,年产浮渣约
1.5*8000=1.2万吨,不含减少的浮渣处理成本,粗略计算(取工业用水价格1.2元/吨,油气2000元/吨计算),即使替代12000吨工业用水,年节约成本12000*1.2+12000*3%*2000=73.4万元(减少的水消耗和增加的油气)。
二、污水处理O1、O2池曝气风机增加安装变频
O1池曝气风机:额定功率110千瓦,电流168.4/195安,流量70nm3/min,功率因素0.91,运行时电流约110安,折算用电量为380*110*1.732*0.91*1/1000=65.9度/小时。
O2池曝气风机:额定功率110千瓦,电流168.4/195安,流量70nm3/min,功率因素0.91,运行时电流约130安,折算用电量为380*130*1.732*0.91*1/1000=77.9度/小时。
污水处理场曝气鼓风机为大型用电设备,电能消耗约占污水总耗电量的70%,目前调节方式均为手动调节风机出入口阀门,这种控制方式由于
阀门的阻力,使大量电能消耗在档板上,导致负载下降,驱动电机功率因数降低。如按每台风机工作效率节省30%计算,两台生化池曝气鼓风机每小时的节电量为(65.9+77.9)*30%=43.1度,按8000小时计算,年节电量为34.48万度,价格按照0.84元/度计算,可直接节约成本34.48*0.84=28.96万元。
电机增加安装变频后,具有以下优点:
? 节约装臵用电,降低装臵的能耗
? 操作简单,降低工人的频繁操作
? 对设备的磨损也能降到最低
三、酸性水汽提1.0Mpa蒸汽乏汽回收并入0.4Mpa管网
酸性水汽提装臵重沸器使用的加热蒸汽为1.0MPa,将塔底酸性水加热至125℃,加热后的乏汽经过水冷器降温冷凝,然后用凝结水泵外送至锅炉回收利用。这种回收方式一是浪费了蒸汽很大一部分的热能,乏汽本身大量的热量没有回收;二是增加了循环水的消耗,对这部分乏汽需要用循
通过汽水分离器将乏汽和凝结水分离,然后将这部分乏汽通过增压器增压至0.4MPa并入低压蒸汽管网直接利用,这样既可以回收热量又可以减少循环水的用量。
假设回收乏汽至0.4Mpa管网,若每小时能回收1吨蒸汽,则年节约成本约1*8000*110=880000,即88万元。如果此方法可行,那么汽油加氢装臵产生的乏汽同样也可利用此方式进行回收,届时蒸汽总回收量就会增加,年节能量便相当可观。
四、关于酸性水汽提塔C-2512塔底出的净化水热量回收
现状:现C-2512塔底汽提后的净化水,经E-2512/1、2换后温度约76℃,再由E-2513使用循环水冷却至45℃左右,有近30℃的热量由循环水取走,由于净化水温位较低,如能回收这个区间段的热量加以利用,会更为有效的降低系统的生产能耗。
目的及方法:通过在E-2512/1、2后增加一组换热器,对进汽提塔的酸性水进行换热回收净化水的部分热量,同时节约E-2513循环水耗用量。
具体说明:酸性水处理量:F=50t/h
E-2512出水温度:t1=76℃
增加换热器后净化水温度降至:t2=60℃
水的比热为:CpH2O=4.2×103J/(kg.℃)
这个温位段的热量回收计算式为Q=F. CpH2O.(t1-t2) =50×1000×4.2×103
×(76-60) =3.36×103MJ/h=80.4kg标油/h 节约的循环水量为80.2t/h
(依据山东省地标DB37/755-2007 炼油行业单位能量因素能耗限额,1吨循环水折4.19兆焦能量,1千克标油产生的热量折41.8兆焦)