二厂四部科技创新
自主创新是企业生存的根本,也是持续发展的源动力。神东设备维修中心二厂四部在工作中一直狠抓部门内部创新和小改小革,用创新提高部门员工工作效率,使创新成为提生产效率的倍增器,稳步推进部门、班组各项生产工作开展。通过员工的创新和小改小革大大节约了设备检修时间,同时创造了更多经济效益。部门鼓励员工在工作中的创新和小改小革,除按照公司规定的给予创新和小改小革员工相应的奖励外,部门也在绩效考核和评先创优中给予个人及班组倾斜。部门科技创新和小改小革有了跨越发展,形成了部门、班组十分重视和一线员工踊跃参与的良好氛围,部门科技创新和小改小革工作走上了快速发展和良性运行的轨道。
经过几年的发展,维修中心二厂四部在科技创新和小改小革中找到了工作的方法,也实践了很多减轻员工劳动强度,提高装配工艺、质量和劳动生产率的创新和小改小革,节省了费用提高了效益。在四部设备检修中,三机检修是重要一环。刮板输送机在整个综采工作面中,主要承担将采煤机的落煤送向转载顺槽的作用,有着不可替代的地位。其工作环境恶劣,负载冲击大、功率大。尤其是在启动瞬间,由于溜槽的残煤,以及刮板与溜槽的摩擦作用,致使其启动阻力较启动后的工作阻力要大出很多。为了克服上述问题,这就要求刮板输送机在启动时加入软启动环节,我们矿井单位使用的刮板输送机的驱动部,使用最多的软启动设备即为福伊特公司的TTT型耦合器和L2型耦合器。然而,偶合器的拆解以及涡轮唇口的修复,需要特殊的工艺与设备,一直以来都是制约我们修复耦合器的难点,也是我们修复能力上的一个瓶颈,除正常的周期性维护外,一旦出现其他问题,都要委托其生产厂家进行外委修复。在外委维修过程中存在以下问题:
1、外委维修周期长,单台维修时间为2—3个月;
2、外委维修费用高,单台维修费用为40—60万;
3、 维修工作量大,我公司一年约需维修30余台,外委费用高达1200万-1800万;
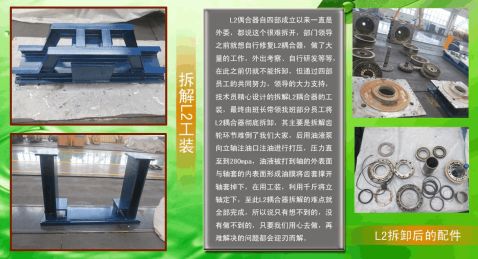
这些问题长期以来严重影响着我们井下正常的配套计划、大量占用着我们工作人员的时间精力、大量花费我们公司设备的维修费用。四部员工制作的L2耦合器拆解与维修工装和制定的检修工艺,实现偶合器的自修复,节约外委费用,降低生产成本,提高检修能力,缩短检修周期,为公司创造了良好的效益。
相比科技创新,维修中心二厂四部在提高设备检修质量和效率、降低检修成本方面下了大力气,小改小革深入到班组,每个班组都有亮点。在减速器检修过程中,四部员工发现JOY变频转载机星型架设计有缺陷,星型架转轴有上下攒动情况,造成星型架三个转轴不正常磨损,班组员工通过对星型架构造分析后进行大胆改造,给星型架转轴加工定位槽并紧固锁母牢牢锁死转轴,减少了磨损,延长了行星架使用寿命。


改造之前 加工之后


改造之前 加工之后
自今年上半年开展星型架改造工作以来,分别完成了12110面、22201-2面JOY变频转载减速器星型架改造,运行状态良好。同样是减速器检修,部门员工发现DBT破碎机减速器箱体分为两个油槽,而一轴油槽内没有冷却装置,在入厂返修时,一轴油槽油脂普遍变质严重,且有轴承高温抱死现象。

通过测量,决定在一轴有槽内增加一组冷却器,来降低一轴油脂温度过高、散热差的问题。通过改造后使用,到现在为止运行温度在规定的范围内。在二厂四部创新和革新每天都在进行,例如将多点测温装置通过温度传感器和单片机模块实现温度传输与显示,并且同过232串口连接到电脑上做数据存储,方便检修,提高工作效率;

变频电机单机启动装置、

高压电缆头插拔装置、

刮板机机头自主修复、冷却器除锈打压测试系统、减速器检修作业各种工装等等。
企业的创新和小改小革非常可贵。二厂四部通过各项创新和小改小革,使曾经的高投入、高消耗、低效益的发展方式转变成低投入、低损耗、高效益发展道路。我部门在加强管理的同时,紧紧依靠科技创新和小改小革,部门各项生产工作健康有序地推进,获得了极大的经济效益。
第二篇:神东设备维修中心翻译