数控机床仿真实验报告
学号:
姓名:
专业:机械工程及自动化
指导老师:杨健
实验一 数控车床操作加工仿真实验
一、实验目的
(1) 掌握手工编程的步骤;
(2) 掌握数控加工仿真系统的操作流程。
二、实验内容
(1) 了解数控仿真软件的应用背景;
(2) 掌握手工编程的步骤;
(3) 掌握SEMENS 802S T数控加工仿真操作流程。
三、实验设备
(1) 图形工作站;
(2) 南京宇航数控加工仿真软件
四、实验操作步骤
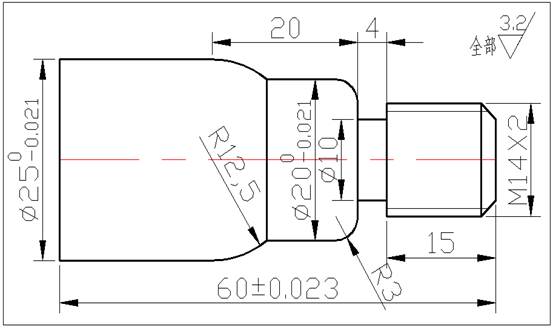
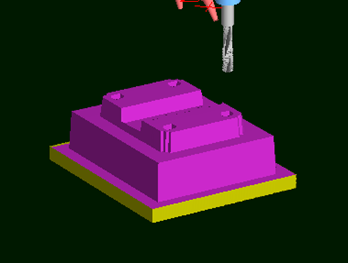
1、 实验试件
试件的形状、尺寸如图1-1所示。
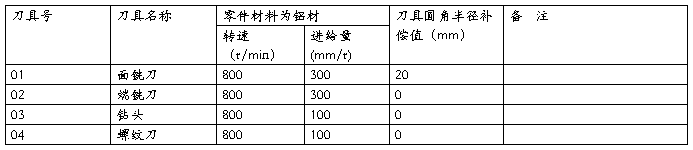
1、 加工采用的刀具参数

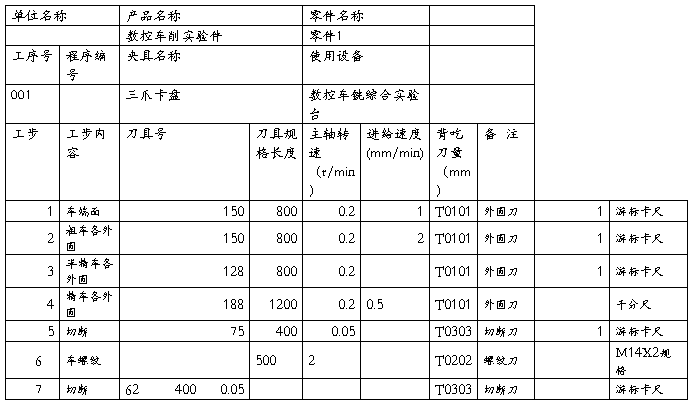
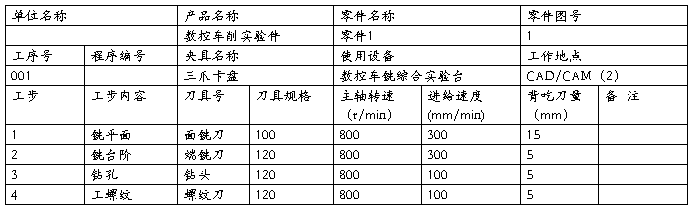
2、 工序卡片根据零件材料、加工精度、工艺路线、刀具参数表和切削用量等内容,确定加工工序卡,如表1-2所列。
表1-2数控车削加工工序卡
2.实验程序:

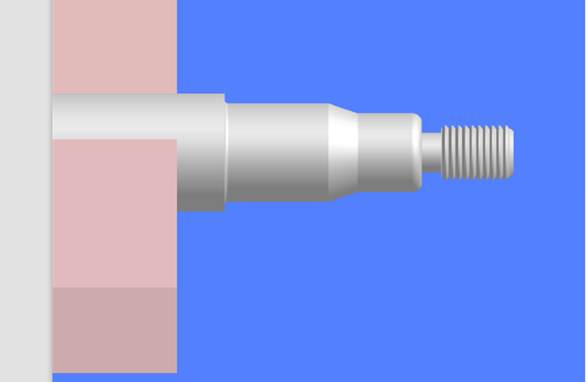
3.加工视窗:

实验二 数控铣床操作加工仿真实验
一、实验目的
(1)掌握数控铣手工编程的方法;
(2)掌握西门子802seM数控系统的基本操作;
二、 实验内容
(1) 了解数控仿真软件的应用背景;
(2) 熟悉西门子802seM系统的基本操作;
(3) 设计一个轮廓型零件,对其进行手工编程,并利用数控加工仿真软件完成加工仿真;
三、 实验设备
(1)图形工作站
(2)南京宇航数控加工仿真软件
四、 实验操作步骤
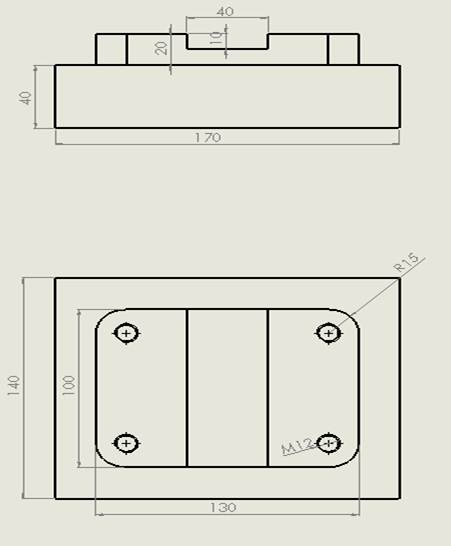
1.实验试件:
2.加工采用的刀具参数
表1 刀具参数
3.工序卡片根据零件材料、加工精度、工艺路线、刀具参数表和切削用量等内容,确定加工工序卡,如表1-2所列。
表1-2数控车削加工工序卡
五、 数控加工仿真系统中的操作步骤
欢迎使用YHCNC, 更多资料请登录 http://www.yhcnc.com
20##-01-05 10:05 进入YHCNC-SIEMENS 802Se
20##-01-05 10:14 新建文件 MXY.MPF
20##-01-05 10:15 在N130L01行中, L不正确!
20##-01-05 10:15 新建文件 L21.SPF
20##-01-05 10:16 新建文件 L22.SPF
20##-01-05 10:16 第1行中的LCYC75加工中, 铣刀半径太, 或拐角半径太小!
20##-01-05 10:16 打开文件 MXY.MPF
20##-01-05 10:17 请打开驱动器使能!
20##-01-05 10:17 SIEMENS 802Se: Ref
20##-01-05 10:17 Z回到参考点
20##-01-05 10:17 X回到参考点
20##-01-05 10:17 Y回到参考点
20##-01-05 10:17 SIEMENS 802Se: Auto
20##-01-05 10:17 NC启动
六、 加工程序
主程序:
N01 G56 G90 G00 X0.Y0.Z10. T10 M6 M5;
N05 G00 X160. Y-150.S800 M03;
N06 Z-5;
N10 X110.Y-130.;
N15 G01 Y90.F300;
N20 X90.;
N25 Y-90.;
N30 X60.;
N35 Y90.;
N40 X30.;
N45 Y-90.;
N50 X0.;
N55 Y90.;
N60 X-30.;
N65 Y-90.;
N70 X-60.;
N75 Y90.;
N80 X-90.;
N90 Y-90.;
N95 X-120;
N100 Y-90.;
N105 G00 Z50;
N110 X0.Y0.;
N115 T03M6;
N120 G00 X160. Y-150.S2000 M03;
N125 Z-15.;
N130 L21;
N135 Z-25;
N130 L21;
N135 Z-35;
N140 L21;
N150 Z-45;
N155 L21;
N160 Z-55;
N170 L21;
N180 Z-65;
N190 L21;
N200 Z-15;
N210 L22;
N220 Z-25;
N230 L22;
N240 R101=50.000 R102=2.000
R103=-5.000 R104=-20.000
R116=0.000 R117=0.000
R118=40.000 R119=120.000
R120=10.000 R121=5
R122=200.000 R123=500.000
R124=0.00 R125=0.00
R126=3.000 R127=1.000
LCYC75 ;
N250 X50.Y35.;
N260 T07 M6;
N270 R101=50.000 R102=2.000 ;
R103=-5.000 R104=-41.000
R105=2.500 R107=200.000
R108=100.000 R109=0.000
R110=-5.000 R111=2.000
R127=1.000
LCYC83 ;
N280 X50Y-35.;
子程序 L21:
N10 G42 X95.Y-90.;
N20 G01 Y80.F300;
N30 X-95.;
N40 Y-80.;
N50 X90.;
N60 Y75.;
N70 X-90;
N80 Y-75;
N90 X85;
N100 Y70.F100;
N110 X-85.;
N120 Y-70.;
N130 X90.;
N140 G40 Y-90.;
N150 G00 X160,Y-140;
RET;
L22:
N10 G42 X80.Y-75.;
N20 G01 Y65.F0.01;
N30 X-80.;
N40 Y-65.;
N50 X75.;
N60 Y60.;
N70 X-75;
N80 Y-60;
N90 X70;
N100 Y55.;
N110 X-70.;
N120 Y-55.;
N130 X55.;
N140 G03 X70.Y-40. CR=15;
N145 G01 Y40.;
N150 G03 X55 Y55. CR=15;
N160 G01 X-55;
N170 G03 X-70.Y40.CR=15.;
N180 G01 Y-40;
N190 G03 X-55.Y-55. CR=15;
N200 G01 X50.;
N210 G03 X67.5Y-37.5 CR=17.5;
N220 G01 Y37.5;
N230 G03 X52.5Y52.5 CR=15.;
N240 G01 X-52.5;
N250 G03 X-67.5Y37.5 CR=15;
N260 G01 Y-37.5;
N270 G03 X-52.5Y-52.5 CR=15;
N280 G01 X47.5;
N290 G03 X65.Y-35. CR=15;
N300 G01 Y35;
N310 G03 X50.Y50. CR=15;
N320 G01 X-50.;
N330 G03 X-65.Y35. CR=15;
N340 G01 Y-35.;
N350 G03 X-50.Y-50. CR=15;
N360 G01 X50.;
N360 G03 X65.Y-37.5 CR=15;
N370 G01 Y90;
N380 G40 X160.Y-140;
N390 RET;
七、 加工视窗
第二篇:数控机床故障诊断与维修实验报告
《数控机床故障诊断与维修》实训报告
专 业: 数控技术
班 级: 10数控(1)
姓 名:
指导老师: 帅旗
备注:
备注:
备注:
1、此表表头必须按此格式制作。
2、表头以下的栏目和内容,各系部可根据实验课程的具体需要和要求确定,表中所
列内容仅供参考。该栏可以根据需要加页。