手工电弧焊实验报告
一、 实验目的
1、使学生在操作技能方面得以加强,为职业技能鉴定(考工)打下良好的基础;
2、实际操作可更好地理解课堂上所学过的理论知识,并为后续课程奠定基础;
3、在诸多焊接方法中,手工电弧焊是基本方法,通过手工电弧焊的实训,为其它方法起到举一反三的作用。
二、 实验内容
钢板对接平焊、引弧、收弧
三、 实验要求
1、学生学会引弧、收弧
2、了解手工电弧焊的基本原理和要点
3、掌握焊接技巧
4、熟悉交流电弧焊机的使用
四、 实验设备
直流电弧焊机、面罩、手套、敲渣锤
五、 实验原理
手工电弧焊是利用焊条与工作间产生的电弧热,将工件和焊条熔化而进行焊接的
六、 实验步骤
1.选取两节需焊接的角钢
2.选取适当的焊条将两节角钢利用平焊的方法按对接方式焊接
3.利用铁锤将角钢焊点敲平
七、 思考题
1、 手工电弧焊的优缺点有哪些?
(1)、工艺灵活、使用与各种材料不同板厚、结构形状的不同位置的焊接
(2)、质量好,晶粒较细小、热影响区小、接头性能好
(3)、易通过工艺调整来控制变形和减小应力
(4)、设备简单、操作方便
2、 手工电弧焊常见的缺陷有哪些?这些缺陷是怎样造成的?
:
缺陷类型
尺寸偏差
咬边
气孔
未焊透
夹渣
裂纹
焊瘤 形状特征 产生原因 危害性 焊缝宽度、余高、焊焊条直径及焊接规范选尺寸过小,强度降低;角尺寸等焊缝尺寸择不当;坡口设计不当; 尺寸过大,应力集中,过大或过小 运条手势不良 疲劳强度降低 焊接规范不当,电流过焊缝两侧与基本金大,电弧过长,焊接过快;减小焊缝有效截面,属交界处烧熔形成焊条角度不对,操作手势应力集中,降低接头凹陷或沟槽 不良,电弧偏吹;接头位强度和承载能力 置不利 焊件表面氧化物、锈蚀、污染未清理;焊条吸潮;减小焊缝有效截面,/ 焊接电流过小,电弧过降低接头致密性,减长,焊速太快;药皮保护小接头承载能力和疲效果不佳,操作手势不良 劳强度。 填充金属相互间未坡口、间隙设计不良;焊熔合即层间未焊透;条角度不正确,操作手势形成尖锐的缺口,造填充金属与基本金不良; 成应力集中,严重影属间未熔合,有根部热输入不足,电流过小,响接头的强度、疲劳未焊透和边缘未焊焊接太快;坡口焊渣,氧强度等。 透 化物未清除 焊件表面氧化物、层间熔夹渣的外形极不规渣没有清除干净;焊接电减小焊缝有效截面,则,大小相差也很大 流过小,焊接太快;坡口降低接头强度、冲击设计不当;焊道熔敷顺序韧性等 不当;操作手势不良 焊件表面污染,焊条吸湿,母材及填充金属内含焊缝金属不连续,裂 有较多杂质;接头刚性过纹尖端应力集中,在大;预热及焊后热处理规承受交变或冲击载荷范不当;焊接规范参数不时,裂纹迅速扩展,当;焊接材料选择不当 导致接头断裂 熔焊时熔化金属流焊接规范不当,电流过淌到焊缝以外为熔大,焊速过慢;焊条角度焊缝截面突变,形成合的母材上形成金及操作手势不当;焊接位尖角,应力集中,降
属瘤的现象 置不利 低接头疲劳强度
3、手工电弧焊设备是否允许若干焊接部位同时工作?为什么?
手工电弧焊设备不允许若干焊接部位同时工作,因为在手工电弧焊中焊件与焊条的接触只有一个回路,如果若干个焊接部位同时工作,则电流通过最小电阻的回路,而其它的焊接部位就无法焊接。
吴海彬
第二篇:手工电弧焊实习报告
 手工电弧焊实习报告(□ IWE □IWS)
手工电弧焊实习报告(□ IWE □IWS)
报告人: 日期:
实习目的:通过手工电弧焊的操作过程,了解不同类型的焊条的操作技能,熟悉不同规格下焊条的工艺规范参数及其产生各种缺陷的原因和予防措施,掌握手工电弧焊工艺过程、适用范围及应遵守的安全规程。
实习报告内容:
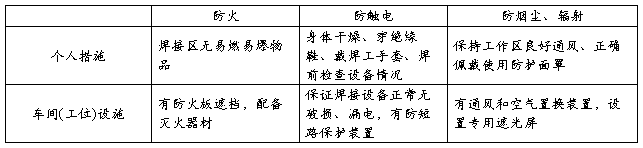
焊接准备:
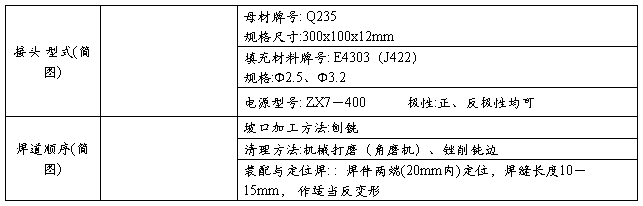
焊接工艺规范参数:

焊接技能操作技术:

安全知识: