宝钛焊接工作总结
我分公司负责宝钛万吨自由锻压机液压管道制作安装,本工程设备及管道是宝钛集团从德国WEPUKO公司进口的,其中最重要的是复杂的液压系统部分,从制作、焊接、安装、油循环每一步的具体工作,外方要求都非常严格,尤其是焊接过程,刚开始时都是在外方的监督下进行的,外方和甲方不信任我们,条件要求苛刻,但经过我们的努力最终得到了他们的认可,这说明焊接质量的好坏关键在于我们的重视程度,以下是施工结束后对焊接工程的归纳总结:
一、选择合格的焊工
问题一: 我公司目前的焊工持有《特种设备作业人员证》的焊接资质证书的人不少,但是真正能够在实际现场达到要求的人几乎没有。 问题二:焊工管理制度不健全
解决方法:
1)经过考试鉴证真本事
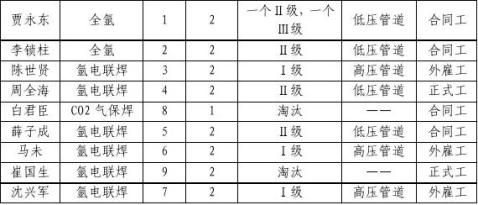
焊接人员技术能力与焊工考试类别、项目相适应,并不是有证就可以说明一切,必须经过施工现场实际考核。宝钛项目业主要求必须保证6优秀的名全能焊工(即可以氩电联焊的),参加考试的焊工共9名,这9名焊工到焊接现场在甲方和外方的监考下进行相应项目的考试,然后进行外观及探伤、力学性能试验,最后根据焊接质量确定人员分配如下:

由此可看出公司焊工少且技术水平不高,外雇工相对技术较高,公司焊工需要多经历这种工程的考验。
2)建立不同技术水平拿相应的工资待遇的相关制度
刚开始没经过考试之前,一些焊工不服气为什么外雇焊工工资特别高,自己也挺累,工资却只有他们的三分之一,考试之后都服了,建立不同技术水平的工资待遇,拉开档次,吸引他们努力提高技术水平。
3)提高对焊接技术的重视,下决心培养一批焊接人才
我公司内部的焊工,证书都有,大多不思进取,因为大家都认为焊工是辅助工种,不被人重视,焊工作为特种作业行业在冶金行业并没有得到充分重视与培养。焊接质量直接影响整个工程的施工质量,需要公司重视培养焊接人才。 二、合理安排焊接施工工序 现场焊接施工工序安排如下:
①工艺及相关标准文件的准备②焊接人员集体学习焊接工艺文件③焊接方法及焊材的选用④坡口准备⑤组对定位⑥焊前预热⑦焊接焊缝检验⑧焊后热处理⑨焊缝返修
全过程控制焊接工艺的实施是确保质量的核心,因此必须编制详细的焊接施工作业指导书等工艺文件。每道焊缝焊接时,有专人监控焊接工艺,如焊工不按工艺施工应立即终止焊接。在焊接过程中,热处理人员全程监控层间温度,如超标应立即通知焊工暂停。
提高施工人员质量意识是贯彻焊接工艺的关键。在施工前,进行全员交底,与焊工进行沟通,并且制定施工工艺卡,交底中详细讲解焊接工艺特点及严格控制现场焊接的必要性和控制要点。
三、焊接施工过程中遇到的问题
1、工期紧张,工艺评定覆盖范围不全
由于工期紧张现场焊口厚度从2.5mm-55mm的壁厚不等,我公司现有的工艺评定不全,材质为Q345的氩弧焊的厚度覆盖范围是
1.5mm-8mm,氩电联焊的厚度覆盖范围是22.5mm-200mm,氩电联焊工艺评定缺少9mm-22.5mm的工艺评定,如果工艺评定不全,不允许进行施工,经过跟业主沟通,业主同意拿出自己公司的工艺评定做补充。
2、由于该工程的液压管道材质为ST52.4(Q345),高压管道最厚为55mm,易产生裂纹,焊工焊接难度大
对此我们制定了严格的施焊纪律,必须严格执行焊接工艺,专门组织会议给焊工讲解焊接工艺的重要性及注意事项,对于焊材使用、焊接清理、焊接预热及焊后热处理等工序都有记录,为了安装时不出现变形,固定口必须2人对称焊接,转动口也要对称焊接。焊工需要默契配合,如果焊接时不注意,管子发生扭曲,不但管子装不上去,还会产生焊接应力,容易发生裂纹。
3、远远超出标准的探伤比例,无论高压管道还是低压管道探伤比例要求100%,高压管道要求用射线和超声波两种探伤方法
对于这样的要求,实际已经超出液压标准很多了,尤其是低压管道,压力只有0.8Mpa,根据标准探伤比例为5%,但甲方坚决都要100%射线,我们对甲方提出异议的同时,并没有对焊工焊接的要求放松,每道焊口的跟踪性非常强,确保了焊口质量的提高,低压管道探伤结果甲方很满意,高压管道焊接时由于壁厚大,我们为了防止以后出现缺陷不易返修的情况,特别建议甲方对于打底焊约15mm左右时进行一次探伤,确保根部质量,减少以后的返修难度,经过认真严格执行焊接工艺要求,高压管道合格率约97%以上.这让甲方和第三方检测人员都意想不到,也使我亲眼证实了只要把公司对技术工序的要求真正执行下去,质量就一定会提高。
以上是我对宝钛项目焊接过程简单总结,经过这个工程,我们应该体会到技术管理必须加强,如果现场探伤焊接没有专人管理,出现实际问题的对错,只有焊工自己说了算,使问题永远得不到有效解决。这个工程甲方及外方的要求非常严,正式这种严格的要求对促进该工程焊接质量的提高确实起到了很大的作用,我想如果换一个工程焊接工序会有条不紊的执行下去吗?我觉得在制定一系列质量控制措施时,应该想到这些措施真正应该怎样在实际工作中起到作用,用现场实际质量控制效果来检验质量控制措施的有效性。这样才能一步步提高公司的施工质量。
胡孟可 20xx年8月20日