SMT生产实训项目特色成果总结
SMT生产实习中心创建于20##年11月,中心现有全自动SMT贴片生产线1条,手动SMT生产线2条,手动插件线1条及相关检测与返修设备。
一、中心建设理念
中心的建设本着“追踪技术发展、创设真实环境、营造工程氛围、培养职业能力”的实训基地建设理念,坚持“养成良好职业素质、训练熟练职业技能、传授实用技术知识”的实训基地管理运行机制,按照“体现先进性、突出实用性、强调针对性、兼顾适应性”的建设原则,加强中心建设。初步形成了“技术先进、环境一流,集教学、培训和技术服务为一体”的校内实训基地,配备了一批技术水平与生产现场相当的实践教学设备和功能齐全的集成专业软件,保证了岗位技能训练项目的全面落实,为学生专业实践能力和专业技术应用能力培养创造了良好条件。中心紧紧把握高职教育的特色,遵循贴近企业、贴近生产、贴近工艺的原则,按SMT生产流程、工艺流程、技术流程来组织SMT专业技能的培训,现已取得显著的成绩。
二、实训环境
1、全自动SMT生产线
全自动SMT生产线由熊猫产自动上下板机、NP04LP日立印刷机、JUKI2060贴片机、GRFD-8290格林回流焊炉组成。该生产线可以满足学生对SMT设备操作与维护、编程等学习需求。

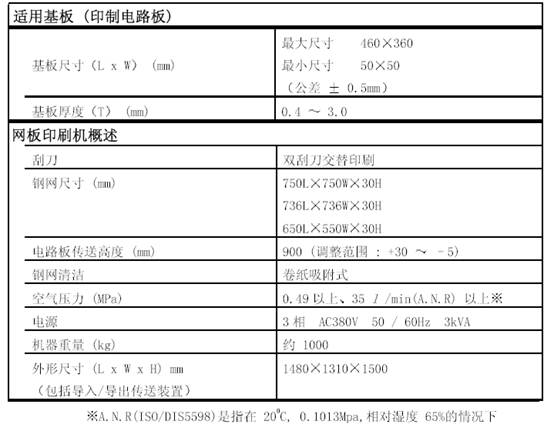
1)NP04LP日立印刷机

标准规格
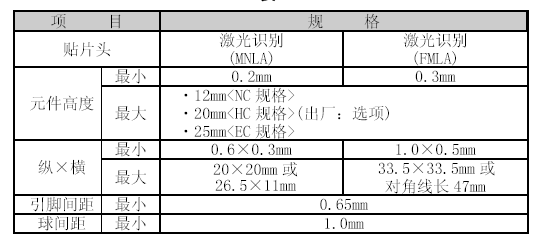
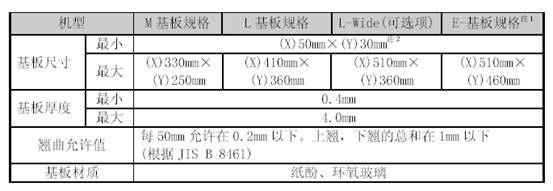
2)JUKI2060贴片机

标准规格
贴装精度:±0.05mm(3σ)
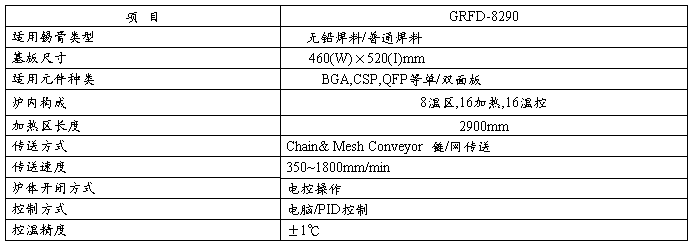
3)GRFD-8290格林回流焊炉组成

标准规格
2、手动SMT生产线

该生产线由手动贴片器、手动精密贴片机、丝网印刷台、返修工作台等构成,可以满足学生手动贴片,基板返修等工艺实习。
3、彩电维修、组装插件线

该生产线可满足学生彩电维修、基板插装等电子工艺实习。
中心将秉承“工学并举、道艺兼修”的理念,不断探索,努力为社会培养更多、更好的社会需求SMT专业人才。
三、形成完善实训管理制度
1、建立健全实训室管理机构
2、建立健全实验室安全管理制度
3、建立设备操作规程
4、建立设备维护制度
四、实训教学成果
1、依据SMT岗位能力需求制定出一套SMT专业技能实训的标准,教学计划和考核标准。科学、客观的实训考核评价方法及标准,客观公正评价每位学生实训结果,具更强的操作性和公正性,能够激发学生的竞争热情
2、编写满足培养SMT高技能人才需求的,并适合实训条件的SMT实训教材。
3、建立了一支“双师型”的教师队伍。
按照一定比例,将专职教师安排到中心进行实习提高,参与SMT实训指导,建立了一支结构合理、人员稳定、教学水平高、教学效果好的师资队伍。
4、不断改革教学方法,采取“现场教学”、“ 项目化教学” 、“ 案例教学”等教学模式。
5、建立科学合理的SMT实训结构体系。
以“必需、够用”为度实训原则,以编程基础知识和典型SMT设备编程使用知识为保障、以具备SMT技术应用能力为目的。实现实践教学中的基本编程方法、设备操作、维护等内容与理论教学相互渗透,形成既符合教育教学普遍规律又兼顾生产现场操作规范的较完整体系,体现高职教育的培养特色。
1)统筹安排实践性教学内容,将基本技能和技术应用能力训练贯穿于教学全过程,形成系列实践环节。
2)实训教学分阶段、分层次设置,采用循序渐进、螺旋上升的渐进式目标教学法,更利于学生的专业技术应用能力的培养。
3)训练以“一体化”教学模式开展,利于学生的综合职业能力培养。在实训基地,教师与学生通过边教、边学、边做来完成教学过程,让学生在生产环境中进行综合性的技术训练,在生产实践过程中发现问题、思考问题、分析问题、解决问题,充分调动学生的积极性与主动性。
4)实践教学体系框架为 “一条主线、三个层面训练与过程控制”。
一条主线:培养SMT技术综合应用能力
三个层面训练:
l 单项基本技能操作训练
l 专业技能训练
l 综合技术应用能力训练
6、结合设备现状确立各专业实训项目。
l SMT实训教学内容主要设计以下八个模块:
l 静电防护系统的认识
l SMT物料的识别
l SMT工艺编制
l SMT组件手工组装练习
l 焊膏印刷
l 贴片
l 焊接
l SMT目视检验与返修
7、按教学实施计划开展形式多样的实践活动
充分发挥中心的作用,形成“一定”、“二可”、“三式”操作模式
一定:按课程标准要求确定实践教学方案。
二可:学生既可以参加学校统一组织的实践活动来完成必需掌握的技能实践学习环节,有兴趣的同学还也可以参加SMT协会,以会员身份自主定时到中心进行SMT技能的提高学习。
三式:以中心为载体开展实践活动,表现为课题式、服务式和科研式三种方式。
课题式活动:即按教学计划要求,组织学生到中心参加实践学习。学生在实训中做到“六个合一”,即车间、教室合一;学生、学徒合一;教师、师傅合一;理论、实践合一;作品、产品合一;育人、创收合一。
服务式活动:即组织SMT协会的学生用自己所学专业,在中心的指导老师指导下为企业进行生产服务,不仅降低了实习耗材费用,而且学生还可以获得适当的报酬,起到勤工助学的作用。良好的工业生产氛围,将实训过程转化为生产过程,使教学变得生动、直观,极大地提高了学生的专业兴趣和学习积极性。真实的生产环境下学生易于发现设备操作、编程、设备维护及工艺等问题,激发出学生分析问题,最终找出解决问题的方案,提高了学生SMT专业技能。
科研式活动:在老师的带领下,组织学生到相关协作单位进行生产实习、科研活动,帮助企业解决生产中的问题,同时增强了学生的现场感受,使学生能够用理论指导实践、在实践中消化理论,从而对产品感觉亲切,对设备感觉熟悉。从心理上对学生产生良好的职业素质影响。
8、.制订符合生产规范的实训安全操作规程。
9、面向校内校外培训
一年来中心已经完成校内100人次,10000小时的培训任务;接纳江苏淮阴苏益电器有限公司、淮安清江电子有限公司、淮安大地电子电器有限公司、淮安市金恒泰电子科技公司、淮安市苏达电气制造公司、淮安艺彤机电制造有限公司等企业的校外培训38人,2600学时。
10、产学结合迈上新台阶。
充分发挥中心先进的设施设备和专业师资优势,加强校企合作。中心先后与淮安苏益电器、大地电子、清江电子、领先电子、艺彤电气公司,江苏瑞特,南京天地环网公司等单位建立了良好的产学合作关系,一年来中心累计创利完成产值十万多元。中心与企业工程技术人员合作解决生产中的技术问题,负责产品关键工艺的生产,帮助并接纳企业员工的培训。企业接纳教师、学生生产实习,并优先接纳学生就业。学生理论方面和操作方面的比较扎实基本功,为企业带去了新的知识信息和理念。尤其是毕业班的学生在某些方面独挡一面地工作,这为企业带来了实际的经济效益。同时学校和学生为企业做了无形的广告,提高了企业的知名度和社会影响力,学校也赢得了社会的广泛赞同和美誉度,有力地服务于地方经济建设。现已初步形成5种产教合作模式。
●“基地实习”模式——安排学生赴企业生产实习,接纳学生就业
●“订单培养”模式——按企业需求,订单培养
●“校企共建中心”模式——校企共建实训中心,联合培养社会需要的SMT人才。
●“校、企、会”合作模式——引进SMT专业委员会的三方合作
●“工学交替双循环”模式——与企业的相互渗透
五、良好的社会辐射作用
1.面向“长三角地区”经济社会发展,发挥服务作用
培养市场急需的SMT高技能人才。围绕产业、行业、企业人才需求,一年来为社会输送400名左右素质优良、技术精湛的SMT高技能人才。
2.服务本地区经济建设,开展企业员工职业培训
一年来接纳江苏淮阴苏益电器有限公司、淮安清江电子有限公司、淮安大地电子电器有限公司、淮安市金恒泰电子科技公司、淮安市苏达电气制造公司、淮安艺彤机电制造有限公司等企业员工38人,2600学时的培训。
3.开展科技开发和成果转化。协助淮安市留学生创业园、经济开发区等多家企业进行产品生产工艺的升级和改造,目前已取得较好的效果。与
4.进行产品生产性加工服务。通过中心的生产性实训,进行产品生产,探索生产、实训相结合的基地建设新模式,逐年提高产值,扩大服务基础,创造经济效益,以产养训。
5.面向高职院校发挥示范作用
一年来,中心的示范作用得到显著的张扬,共接纳省内外近四十家高职院校、学术团体来中心参观学习,特别是20##年11月30日省委书记李源潮亲临中心,充分肯定了中心的建设水平,给予中心高度的评价。
1)创新实践教学模式。在加强学生实践能力、提高职业技能、顶岗实训等方面以及企业人员参与学校培养、建立校企互动机制方面发挥示范引导作用。
2)制定专业实训教学标准和课程标准。在规范专业建设方面发挥示范指导作用。
2007.3.15
第二篇:SMT车间实习总结
SMT车间实习总结
一、实习内容
1. SMT技术的认识
SMT全称Surface Mounted Technology,中文名表面贴装技术,是目前电子组装行业中比较流行比较先进的技术和工艺。它是一种将短引脚或者无引脚的贴片元件安装在印刷版表面,再通过回流焊加以焊接组装的电路连接技术。其主要的优点是:①组装密度高,电子产品体积小、重量轻,由于贴片元件的体积和重量只有传统插装元件的1/10左右,一般采用SMT之后,电子产品体积缩小40%~60%,重量减轻60%~80%;②可靠性高、扛振动能力强、焊点缺陷率低;③高频能力好,减少了电磁和射频干扰;④易于实现自动化,提高生产效率,节省材料、能源、设备、人力、时间等,降低生产成本。
2. 元器件的识别
①SMT车间内的元器件主要是贴片元器件,所以采用数码法表示,即用三位数码标示,数码从左到右,第一第二位为有效值,表示数,第三位表指数,即零的个数,单位为欧。
还有一种示数方法为色环法,一般用于穿孔插件元器件。原理是用不同颜色的带或点在电阻器表面标出标称阻值和允许偏差。国外电阻大部分采用色标法。具体对应示数如下:
黑-0、棕-1、红-2、橙-3、黄-4、绿-5、蓝-6、紫-7、灰-8、白-9、金-±5%、银-±10%、无色-±20%
当电阻为四环时,最后一环必为金色或银色,前两位为有效数字, 第三位为乘方数,第四位为偏差。
当电阻为五环时,最后一环与前面四环距离较大。前三位为有效数字, 第四位为乘方数, 第五位为偏差。
②铁氧体电感,是一种特殊电感,早期又叫磁珠,具有电感的性质,又有自身的一些特性。即有很高的导磁率,通常用在高频电路中,通低频阻高频。
陶瓷电感,耐温值高,温度恒定。
线绕电感,体积小、厚度薄、容易表面贴装,具有高功率、高磁饱和性、高品质、高能量存储、耐大电流、低电阻、低漏磁特点;并且具有良好的焊锡性及耐热性。
③特殊元件放于干燥箱中,湿度<10%。
3. SMT常用知识
①进入SMT车间之前应该穿好防静电衣和鞋,戴好防静电帽和手腕。静电的产生主要有摩擦、分离、感应、静电传导等,主要消除的三种原理为静电中和、接地、屏蔽。
②车间规定的温度为25±5℃,湿度为60%﹢10%。
③SMT常用的焊接剂有锡膏和红胶两种,需要印制贴片双面板时,一面选用红胶焊接,使用波峰焊,其余均可用锡膏。
④目前SMT最常使用的焊锡膏Sn和Pb的含量各为:63Sn 37Pb。锡膏的成分有锡粉和助焊剂,体积比为1:1,重量比为9:1。助焊剂作用主要是去除氧化物,防止二次氧化。
⑤锡膏储存于2~10℃的冰箱中,保质6个月。取用原则为先进先出。取用锡膏时,因现在室温中放置2~4小时,人工搅拌5分钟方可使用。
4. SMT主要工艺流程和注意事项
流程为:锡膏印刷——→元件贴装——→回流焊接——→AOI光学检验——→合格 运走
|
|
不合格 维修
①印刷,使用锡膏印刷机,是SMT生产线的最前端。
其工作原理是先将要印刷的电路板制成印版,装在印刷机上,然后由人工或印刷机把锡膏涂敷于印版上有文字和图像的地方,再转印到电路板上,从而复制出与印版相同的PCB板。
所准备的材料及工具主要有:锡膏、钢板、刮刀、擦拭纸、无尘纸、清洗剂、搅拌刀。钢板材质为不锈钢,厚度一般为0.12mm或0.15mm,钢板常见的制作方法为:蚀刻、激光、电铸。钢板开口要比PCB板的焊盘小4um防止锡球不良现象。印刷时,焊膏要完全附着在焊盘上,检查时,看焊盘是否反光。印刷时,先试刷几张,无问题方可生产。