����ʵϰ�ܽᱨ��
���Ϊ�����ܵ�������ϰ�����Dz���ʵ����ĺ���Ҫ��һ���֣����Ǽ�ϰ�˲���ѹ�������ϲ�ģ�߳ǡ��ϲ����춯������˾���ϲ���������ҵ������˵��������2�ܵ�ʵϰ��ѧ���˺ܶ��ڿ���ûѧ����֪ʶ,�����dz��
��һ������ʵϰ��Ŀ�ģ�
��������ʵϰ�����ǻ���רҵ֪ʶ�ṹ�в���ȱ�ٵ���ɲ��֣�����Ϊһ����������Ŀ����רҵ��ѧ�ƻ��еġ���Ŀ������ͨ��ʵϰʹѧ����û��������ĸ���֪ʶ��������ϵʵ�ʣ�����֪ʶ�棻ͬʱרҵʵϰ���Ƕ���������ѧ��ҵ�����������ʵ���Ҫ����������������ѧ�����гԿ����͵ľ���Ҳ��ѧ���Ӵ���ᡢ�˽��ҵ״�����˽�����һ����Ҫ;������ʵ����ѧ��������ת�䣬�������dz������μ��������������������˽���ҵ�����Ļ��������ͼ��ܣ�������ҵ���������ݺͷ�������Щʵ��֪ʶ��������ѧϰ����Ŀγ������Ժ�Ĺ���������ʮ�ֱ�Ҫ�Ļ�����
������ʵϰ���ݣ�
���������ջ�е�ӹ����շ����֪ʶ������
�������˽��������߷����֪ʶ����Ϥ���õ��ߵĽṹ��ѡ����;��
�������˽����������ϵͳ��֪ʶ���ر��Ǽӹ����ĵȵ��͵������豸
�������˽���ҵ��������ģʽ��ѧϰ�Ƚ��Ĺ�����ʽ����
��������Ϥ���������칤�ռ��豸�����֪ʶ
����3.ʵϰʱ�䣺
������ ����ѹ����-------------12��23��
������ �ϲ�ģ�߳�-------------12��24��
������ �ϲ����춯������˾-----------------12��25��
������ �ϲ���������ҵ-------12��26��
����
������������ʵϰ�������
.��һ�����ϲ��������繤ҵ
�ϲ���������˾λ���ϲ����Ҳ������ü������������ɺ��쿭���ɷ�����˾���ϲ���ԭ�������������������Ļ�����������������������ϲ�ͨ�û�е���������ɿ��е����ҹ�����ҵ������ɡ���˾��ս��Ŀ���Ǵ���֪��Ʒ�ƣ������������ºͲ�Ʒ���켼���������ص����һ�����ġ������������أ������켼���з����ġ����蹤�̻�е��ҵ���ء�������ҵ���ء����ػ�е��ҵ���أ��γ�������̻�е��Ʒ600̨��������Ʒ4000̨�����ػ�е100̨������������
��˾ȫ����Ʒ����ISO9001��2000������ȫ�����������Ҫ�����������������ϵ��֤֤�顣�����Ʒ���£�
��1�������̻�е��
������������²��˻����ھ�װ�ػ�������ʽװ�һ���ú���е���ϵ�С�
��2�������ػ�е��
1T��400T��ʽ���ػ���ұ�����ػ���������ػ���ץ�����ػ�������ʽ���ػ��������
��3������ ����
ϳ��ϵ�У�����̨ϳ����ƽ��ϳ��������̨ϳ������������ϳ��������ϳ����ר��ϳ����
����ϵ�У���ͨ������С�����س�����
���������ϲ����춯������˾
���춯������˾����ƺ㶯����������ҵ�����й����켯������˾�عɵ��ӹ�˾�����й����켯�š��ϲ���������Ͷ�ʻ���ȹɶ���ͬ�����齨����˾��Ҫ�������ϲ��ơ� X105������NC110������NK115��NC493ϵ�в��ͻ� (���ʶ�Ϊ17.5kWһ147kW)�͵�վ(���ʸ��Ǵ�1kWһ500kW)����Ȼ����������125KW-206KW�����㷺��������������ũҵ���ס���������������ҵ��Դ������
���춯������˾ʼ�ռ�֡���Ϊ��������һ������㡱����ҵ�����ԡ�Ϊ�ɶ�����Ч�桢Ϊ�ͻ������ֵ��ΪԱ��������ᡢΪ��ᴴ��Ƹ���Ϊ��Ӫ��ּ�����й����켯�ź��ϲ���������֧���£���˾�滮���嵽����ʱ�䣬��չ��Ϊ�������ȡ�������ҵӰ�����ķ������������ء�
һ���ι�ʵϰ
��һվ����ѹ����
�������������������ԭʼë���ӹ����䣬����ʦ����������Ա��ָ�������£������˽������֪ʶ�����һ������ë�ӹ����ɡ��������е����������£�ë����Ҫ���������ͼ��ͳ�ѹ���ȼ������ࡣ�����ǰ��ۻ��Ľ���Һ��ע��Ԥ������������ǻ�У�������ȴ���̺��õ����ë�ߡ���һ���е�У�������������ռ�ܻ�������50%���ϣ��������ë�ߵ�����Ҫ��Դ��
������ͻ���ŵ����������Ǹ�����״���ӵ����ë�ߣ��ر��Ǿ��и�����ǻ�����ë�ߣ����⣬�����ɱ���������ָ������ʵϰ��ʦ��˵�����dz���Ҫ���ǿ����ַ�ʽ����ë��������ȱ�����������������У�����࣬�����������Կ��ƣ�������е���ܽϲ���ͼ������ó������ѹ��ʹ�ã����Ⱥ�Ľ������ϲ������Ա��Σ��Ӷ���õ����ë�ߡ��ͼ��Ľṹ���ӳ̶������������������ǣ��ͼ��������õ��ڲ���֯���Ӷ��������õĻ�е���ܡ������������������غͳ���غɵ���Ҫ����������ߵ�ë�ߣ���ѹ�������ó崲��ר��ģ�ߣ�ʹ�������ϲ������Ա��λ���룬�Ӷ���õ����塣��ѹͨ�����ڳ����½��У���ѹ�����������ᣬ���Ժã��ߴ羫�ȸߵ��ŵ㣬�ںܶ�����³�ѹ����ֱ����Ϊ���ʹ�á�
ѹ�����ķ�����ܶ࣬��ʹ�÷�Χ��Ϊͨ��ѹ������ר��ѹ����������ģ����С��ΪС�ͻ�����4 000 kN�������ͻ���4 000 kN��10 000 kN���ʹ��ͻ�����10 000 kN����ͨ������Ҫ�������ṹ��ѹ���ң����¼��ѹ�ң���λ�ü��乤���������Է��ࡣ
ѹ��������ѹ��ѹ��������ѹ��ѹ���������ࡣ��ѹ��ѹ��������ѹ�ҽṹ�Ͳ��÷�ʽ�ַ���ʽ����ʽ������ʽ����ѹ��ѹ��������ѹ��ѹ�����ĺ�ģ������һ���ģ�����������ѹ�䡢��ע������ͬ����ѹ��ѹ������ѹ������¯���ܵ�����һ�����壬����ѹ��ѹ������ѹ������¯�Ƿֿ��ġ�
Ȼ�����������ӹ����䣬�г����ӹ���ϳ���������ӹ���ǯ�������ؼӹ������Ǻ��ǻ�е�ӹ��ĸ������棬���и�������ӹ�����Ȼ������ѧУ��ʱ��Ҳ���й���ʵϰ������һЩ������Ի���Ҳ��һ����ʶ��������Ĵ������ּӹ�����������£��кܴ�IJ�ͬ��һ������ѧУ�Ļ���������һ������ģ����ٽ�����������ͼӹ������������ٶ��ϣ����ǵļӹ��ٶ�Ҳ̫���ˣ��ӹ�ͬһ�������������Ҫ��ʱ��������Щ�ӹ�ʦ�������������������ܽ��й�ҵ�����������ڴ˴ζԼӹ��������ʶ�����У��Ҹ��������˻�е�ӹ�һЩ���̡�
�ڶ�վ�ϲ�ģ�߳�
����ֱ�Ӳι��˼ӹ����䣬���dz��ֵļӹ��������ι۶Գ��ֵļӹ����˸�������˽⡣���ֵļӹ������ܶ࣬����Ҫ�����й��ݡ���ݡ���ݺ�ĥ�ݡ���������ϳ�ݡ��ٳݡ���ݡ����ݡ���ݺ��гݵȡ�
��һ������ ����ĿǰӦ�������гݷ������ɼӹ������߳��֡�Բ�����֡����߳��֡����֡����֡����ֺͰ����ϸˡ�
��������ݺ���� �����һ�ֹ�Ϊ���õ��гݷ������ر��ʺ��ڼӹ��ڳ��ֺͶ������֡���������ߺ������ɼӹ��������֡����֡����⻨��������Ƥ���֡����γ��֡��������ݳ��֡�������ν���ӡ�������������ֺ��ȳ��ֵȡ����ز�ݻ��ܼӹ���Բ���֡���Բ���ֺ�������״�ij��֡�������ó���������Բ�����֡��ص��Ǽӹ����ȸߡ�
��������� �����һ�ָ�Ч���־��ӹ���������ĥ����ȣ���ݾ���Ч�ʸߡ��ɱ��͡����������˺����Ƶ��ŵ㡣�����ڳ����������������������ͻ����ȳ��ּӹ��У��õ��㷺Ӧ�á��Խ���ݷ��;�����ݷ��������ڴ�̨����ֵľ��ӹ���
���ģ���� �����һ���ֳݱ�������ӹ�����������Ч�ظ��Ƴ���������ijЩ��ݷ���������һ���̶�����߳��־��ȣ�����Ч�ʸߣ��ɱ��ͣ����������ˣ����Թ㷺���ڡ������¾��ȵ�����Ӳ������ּӹ���
���壩ĥ�� ĥ���ǻ�ø߾��ȳ�������Ч�Ϳɿ��ķ�����������Ҷ���Ӳ������֣�ĥ�ݳ�Ϊ�߾��ȳ��ֵ���Ҫ�ӹ�������
�������������ּӹ� �������ֺ�˫������ֹ㷺Ӧ���������������������̻�е��ʯ�͵��������̹�ˡ�ֱ���ɻ��ͻ�����������������ֵ��������������Ҫȡ�������������ء�һ�Ǽӹ��豸���乤�оߵľ��ȡ������ɸ��ӵĹ��������ȷ���Ļ��������ߵĵ���������֤�ij��ξ��ȣ��������������������Ĺؼ����ڡ�
���ߣ��г� Ϊ�˸��Ƴ���ֲڶȣ��ɲ����гݡ���ʱ����װ�������ر��ε�����Ӱ�죬ʹԭ�����Ƚϸߵij����������£�����Ӵ�����仵��Ҳ�����гݷ������и��ơ��г�ʱ�������ó���ר����ĥ�����Ա������˳��棬����ĥ����ϴ��������ɳ�����ת�����˳��棬�Լ���ĥ��������У�������С�
���ˣ����ּ�� ���ּ�⼼���ڳ���������ռ����Ҫ��λ��û���Ƚ��ļ�⼼������������������������������ij��֡��ִ����ּ�⼼����ǽӴ��������ܻ�����ܻ������ٻ����Զ��������ܻ������ɻ�����������ƣ������û�����չ���ڼ�������棬�����ģ����Сģ�����ֵļ�����⡣
����վ�ϲ����춯������˾
�������Dzι۵��Ǵ���ֳ����ι��˸��塢�Ǽӹ�������ˮ�ߣ��ڹ���ʦ���ǵĴ�����������ϸ�۲��˷�����������ÿһ�����ڣ�ÿһ������ļӹ����̡�
��һ��������Ĺ���
�����Ƿ������Ļ��������ͨ�����ѷ��������������˻������������������ˡ����ᡢ���ֵ�����������������������ǡ�����ȣ��Լ����͡�����ȴ�Ȼ������ӳ�һ�����塣
������������Ľṹ����״���ӡ����ڡ������塣���㹻��ǿ�Ⱥնȣ�����������õ��ܷ��ԣ�����Ϊ�����壻��ױ��������ȴ�ɿ���Һ������ͨ����
������������ë������Դ��ɰ������
���ģ�������ë���ļ���Ҫ�ԷǼӹ��治���������ơ���������ɡ����ס�ɰ�ۡ�ȱ�������ȱ�ݡ�
���壩������ë�������Ի��ӹ���Ӱ�죺�ӹ����������˷ѻ��ӹ�ʱ�����ӻ����ĸ��ɣ�Ӱ������͵��ߵ�ʹ��������Ͷ�ʴ�����ɱ߹����ճɰ��ֱ��Ӱ�쵶��ʹ�������������ȼӹ�����ͳһ��ë������������ƫ�ƻ���ɻ�е�ӹ�ʱ���������ȣ��������ϡ�
�����������幤�չ��հ�����ѭ��ԭ�����ȴӴ�����г�����ļӹ��㣬�Ա㱣֤���ӹ����������С���������ڲ�ȱ�ݵĹ���Ӧ������ǰ���Ѹ���ӹ����������ڽ�ǰ��Ĺ���������ϴ����������Ӱ�����ľ��ӹ���
���ߣ������幤�չ��̵��ⶨ���Ȼ����������ȼӹ�һ�������������ף��ȼӹ�ƽ�棬����ƽ�涨λ�ȶ��ɿ����ɼ��ٰ�װ���Σ��ȼӹ�ƽ�棬��ȥ�����Ӳ�ʲ㣬�ɱ������������ë�̼�Ӳ�ʵ�����ö��������ƫ�ʹ�������߿ļӹ����ȣ��֡����ֿ��������������ּӹ�ʱ�������ȱ��κ�����������߾��ӹ��ľ��ȡ���������м���ų������ڳ�������������������ڼ�ʱ���ַ�Ʒ�����ʱ�������ɱ��˷ѣ������У�Ϊ�˼��ٹ����ٻ��ӹ��豸���ͳɱ���Ӧ����ȵļ�����һ��ӹ����������Ч��ͼӹ����ȡ���ؿ�����һ̨�����ϼӹ������Լ����ظ���λ�����Ķ�λ�����������λ�þ��ȡ�
���������Dzι���װ�䳵�䣬�κλ���������һ����һ�����װ���������װ�䳵�䣬�����ڽ���������ռ���װ�䣬�Լ���װ���ٷ���������������������䣬����ʦ�����Ƚ������ռ���������з��࣬һ���ڽ�����װ��ȷ��װ�䷽����װ��˳�����蹤�ߣ��ٽ�����ϴ�����ȥ�����ۣ���ʴ��Ϳ�ͣ�ȷ��������װ�Ժ����������ۡ��ڲ�Ʒװ������Ժ�Ҫ�������������е��ԣ�����˶���������ԣ��ܷ��Ե����ܣ���ת����⡣
����վ�ϲ���������ҵ
�������ǵ����һվ����ʦ���Ĵ��������Dzι��˳�����ĸ��ֻ�����������ϳ�����ٴ����괲�����к��ӣ������Ǻ����˻�е�ӹ��ĸ������档
����,�������ο���������������˸�ĵ����֪���Ǿ��Ǻ��ӣ����ʵϰ������ҲҪ�Ӵ�����ܶ�ͬѧη��ĺ��ӣ������Ų������������ף�Ȼ����ʵȴ�������������������Ҫ�ѵĶ��ˡ� ���죬ʦ����������ϸ���ܺ��ӵ���ز�����һЩע�������������������ζ�ʹ��۵Ĺ�����嶼���к��ģ������ڲ���ʱҪ���ñ����Լ������Ϲ��������������֡���ʦ���Ľ��������˽�������ĽǶ�һ������ʮ����ʮ֮�䣬�������ٶȣ�Ҫ��Ȼ�����٣�Ȼ����ʵ�ʲ����У����������Dz������������ѱ������٣���˺������Ľ���Ǻܲ������ģ��еĵط�ͣ��ʱ�����Ȼû�к��ã��������ƣ�ͣ
��ʱ�䳤�ĵط���������ֱ�����ë����������©���������ĸ߶�Ҫ���ڶ����ĺ��ף�Ȼ�����Լ��տ�ʼ��ʱ��Ҳ��©���ٳ�����Ϊ��������ͬʱ�������ڲ��ϵļ��̣����Ҫ���ϵĸı亸����ԭ�и߶ȣ��������������Щ�����ˣ������������ѻ���������������ճס��
���̻�е�ǹ��̽����ʩ����е���ܳơ��㷺���ڽ�����ˮ������������·����ɽ���ۿں����ȹ���������;����ɷ�Ϊ�ھ��е�����������е�����ػ�е��ѹʵ��е������е���ֽ��������е��·���е�����һ�е�ȡ����ϲ��������繤ҵ�У�����Ҫ������Ʒ�У��������Ĺ��̻�е��Ʒ�п�ɽ������ɽ���꾮�ȹ��̻�е�����а���������������²��˻����ھ�װ�ػ�������ʽװ�һ���ú���е���ϵ�С�
��������ʵϰ
��һ���֡���ѹ����
1������ԭ���ϼ��Ƽ��ķ���
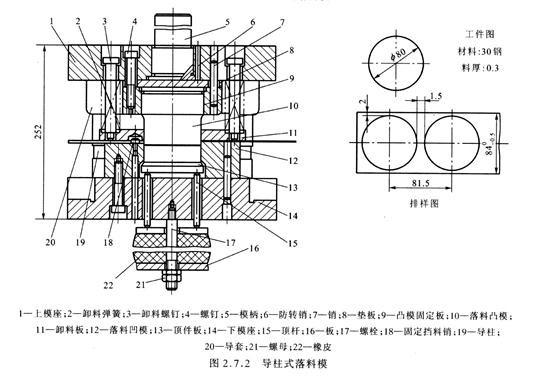
�ⲿ�ֵ�ʵϰ���������ǽ��������ڰ�װ��ѹ�����ϵ�ģ������г���ͼ��ʾ���
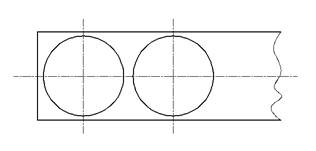
���ϵij�ѹ��������
���϶Ը��ֳ�ѹ���μӹ�����Ӧ������Ϊ���ϵij�ѹ�������ܡ������˵������ָ�ܷ��ü��ع��շ�������Ч�ʵ����������������ʳ�ѹ������ѹ���������Ǹ��ۺ��Եĸ�����漰�������غܶ࣬������������Ҫ���棺һ�����dz��μ��ޣ�ϣ�������ܼ��ٳ��ι�����һ������Ҫ��֤��ѹ�������������Ҫ������ֱ����ۡ�
(һ)���μ���
�ڳ�ѹ�����У����ϵ������μ���Ϊ���μ��ޡ��Բ�ͬ�ij��ι����μ���Ӧ���ò�ͬ�ļ��ޱ���ϵ������ʾ�����������������С��������뾶�������ļ�������ϵ���ȵȡ���Щ���ޱ���ϵ�������ڸ��ֳ�ѹ�ֲ��в鵽��Ҳ��ͨ��ʵ����á�
����ʲô��ȷ�����ޱ���ϵ���أ���Ҫ��Ӱ����ι����������е���������Щ����ѹ����ʱ��������ֱ��������ë���ı��������������Σ���Ҳ����ͨ���DZ������������ѱ���������������ʹ����������������ڡ����ڵȣ�������������������������ˣ�Ӱ����ι����������е����أ����ܷ����ڱ�������Ҳ���ܷ����ڷDZ������������������������������������
1.���ڱ�����������
�쳤�����һ������Ϊ��Ӧ�������Ϲ��ȱ䱡���ֲ�ʧ�ȶ��������ѣ��� ���Ρ����ס����� �����������ȵ����ѡ�ѹ�������һ������ΪѹӦ���������˰�ĵ��ٽ�Ӧ����ʹ���ɥʧ�ȶ��Զ��������壬�����ڡ� ��ѹ��Ȧ���� �ȵ����塣
2.���ڷDZ�����������
������ ���������������DZ����� ��Ϊ������ʱ ���������ڱ����������˸ô������ij���������ʹ���ι������������С�Ҳ��Ϊ���������
1)���ѻ���ȱ䱡�����������������ѱ�������Ϊ�����Ĵ��������������������ѱ������Ŀ����������ͻ��ڸ����ڷ������ѻ�ֲ����ر䱡��ʹ�������ϡ�
2)ʧ�Ȼ� ������� �� �������ں� ���ڹ��������ô���������Ϊѹ���Ĵ��������������������˹����ij������������������ͻ���ʧ�ȶ�ѹ�������߷���������ֱ��� ��
�Ǵ���������Ӧ���������ƻ� ���DZ��������Ǵ��� ��ʱ�����ڱ��ι����н��������IJ������ԣ�Ҳ���ܲ����������Ӧ����ʹ֮�ƻ������ݷ�������IJ�λ��ͬ���ɷ�Ϊ��
1)�����������ѻ����壺�����ں��μ��ĺ���������У�������������������������ٶȲ�һ�£���ֱ�߲��������ٶȿ죬�Dz����������ٶ��������������ֽ������Ӱ���£�ֱ�߲������������ѣ��Dz��������ظ߶ȷ���ѹ�����塣
2)�ѱ��������ѻ����壺�籡�ڼ�����ʱ���������ӱ����������ѱ��������ٶȲ����ȣ� ���ٶ� ��� ��λ������ ����ѹӦ�������壬�ٶ����IJ�λ���ܸ�����Ӧ�������ö����ѡ�
�����������������쳤���ѹ������Σ��������ⷢ���ڱ��������ǷDZ���������ʧ����ʽ���������ͣ� ������λ �����������ѣ���ѹ��λ����ѹ�����塣Ϊ����߳�ѹ���μ��ޣ��Ӳ��Ϸ����������ͱ�����߰�ĵ�����ָ�����ǿ��������ѹ��������
(��)��������
��ѹ�������Ҫ�����������״�������뱣֤��Ʒ��������ѹ��������ָ����Ҫ�Ǻ�ȱ䱡�ʡ��ߴ羫�ȡ����������Լ����κ���ϵ�������ѧ���ܵȡ�
���������Ա�����������䡣��ˣ����쳤�����ʱ�����Ҫ�䱡������ֱ��Ӱ�쵽��ѹ����ǿ�ȣ��ʶ�ǿ����Ҫ��ij�ѹ������Ҫ���������䱡�ʡ�
Ӱ���ѹ���ߴ����״���ȵ���Ҫԭ���ǻص�����䡣���������Ա��ε�ͬʱ�ܰ����ŵ��Ա��Σ�ж�غ����ֻص������³ߴ缰��״���ȵĽ��͡���ѹ���ı���������Ҫ��ָ���ι���������IJ��ˡ��������˵�ԭ�����ģ��϶���������ȡ�ģ�߱���ֲ��⣬���������ڲ���ճ��ģ�����¡����粻�������ͺ������д����⡣
2�������豸

����ѹ��������;�����ɡ�����ԭ��������
һ������ѹ��������;�ͻ������
ѹ�������ڶԷ�����ģ���еIJ���ʵ��ѹ���ӹ���
����ѹ��������;��
��Ӧ�õļӹ����ա�����á����������Ρ�dz����ȼӹ����ա�
��Ӧ�õļӹ����������������������ӡ�ҽ�ƻ�е��������е������������Ʒ������
��������ѹ����������ɣ�
�����������������������������������˻������������ᡢ���ˡ�����������ɡ�
����ϵͳ���������ִ������������Ȼ�����
����ϵͳ��������������ƶ������㲿����
��Դϵͳ�������綯�������֡�
֧�Ų��֣���Ҫָ������
����ϵͳ��װ�ã���ϵͳ������װ�ü�����ȡ�
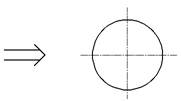
ͼ2-2 JC23-63ѹ�����˶�ԭ��ͼ
1���綯�� 2��С���� 3������� 4���м䴫���᪤5��С���� 6������� 7������� 8������ 9������ 10���ƶ��� 11������ 12������ 13����ģ 14����ģ 15����� 16������̨
��������ѹ��������ԭ��
���ͨ�����ֺͳ��ִ���������ͨ���������������������˻�����������˻���������������ı���ʽ������ת�˶���Ϊ����ֱ���˶���
�����ص㣺
ѹ���������������������и��ɵĹ���ʱ��̣���ʱ��Ϊ���г̡�
����ģ�̶��ڻ����ϣ���ģ�̶��ڹ���̨����ϣ�ѹ������������ϡ���ģ��IJ��ϼ�ѹ��ʵʩѹ���ӹ���
�ڴ������װ�з��֣�������ͷ��������á����У�����ֺʹ����Ҳ���ֵ����á�
�����ֹ��ܣ�
��������������������ת�˶�ת��Ϊ�����ֱ�������˶����ɻ������ģ�߹�����
����ϵͳ���������ݡ��ٶ�ת����
����ϵͳ�����ƹ��������Ĺ�����ֹͣ��
��Դϵͳ���ṩ�����������������ܡ�
֧�Ų��֣���ѹ�������в������ӳ�һ�����塣
����ϵͳ��װ�ã��������ȡ�
����ѹ����������
��������;����ͨ��ѹ������ר��ѹ������
�������ṹ��ʽ������ʽѹ��������ʽѹ������
��ʽѹ�����ֿɷ�Ϊ������˫��ѹ�������֡�
��ʽѹ�������չ���̨�Ľṹ��ͬ�ֿɷ�Ϊ����̨ʽѹ�������̶�̨ʽѹ����������̨ʽѹ������
���˶��������������������˫��������ѹ������
�����������ͻ������������������ѹ������˫��ѹ�������ĵ�ѹ������
����ѹ�������ص�
���Դ����������˶�����ǿ������
�������㡢�˶��ٶȡ��պϸ߶ȵȹ̶���������ʵ�ֻ�е�����Զ���
���г��豸�������ұ���������
����ʱ�γɷ����ϵ
�������ǿ�ҳ������
������������ʹ��
һ������ѭ���и�������ʱ��̣���Ҫ�������ͷ�����
����ʱ��帺�ɲ���Ե�����ɳ��
���ܹ�������ʹ��
����ѹ��������Ҫ��������
���ѹ��Fg���������������ѹ���г�Sg���������г̣�
����ѹ�����ı��ѹ��Fg��ָ������ת����ֹ��ǰ��ijһ�ض����������ת��ʱ��������������������������ض������Ϊ���ѹ���г�Sg���ض�ת�dz�Ϊ���ѹ���Ǧ�g��
�����г� S����
ָ�������ֹ�㵽��ֹ�㣬�������ľ��룬���������뾶��ƫ�ij��֡�ƫ�����ƫ�ľ��������
�����г̴��� n
ָ����ÿ���������˶��Ĵ�����
���װģ�߶�H1��װģ�߶ȵ�������H1��
װģ�߶���ָ��������ֹ��ʱ�������±��浽����̨����ϱ���ľ��롣װģ�߶ȵ����ֵ��Ϊ���װģ�߶ȣ�������������λ��ʱ�õ���Сװģ�߶ȡ���ո߶���ָ��������ֹ��ʱ�������±��浽����̨�ϱ���ľ��룬����װģ�߶�֮����ڹ���̨���ĺ��T��װģ�߶ȵ��ڵľ��룬��Ϊװģ�߶ȵ�������H1��
����̨�弰�������ߴ窥
ָѹ���������ռ��ƽ��ߴ硣����̨�壨��壩����ƽ�棬�á�����×ǰ�ijߴ��ʾ��������ƽ�棬Ҳ�á�����×ǰ�ijߴ��ʾ����ʽѹ�������们��ߴ����̨��ijߴ������ͬ������ʽѹ����������ƽ��ߴ�С�ڹ���̨��ߴ硣
����̨�׳ߴ窥
����̨�׳ߴ�L1×B1������×ǰ��D1��ֱ�������������³��ϻ�װ����װ�õĿռ䡣
�������A�ͺ���C
���������ָ˫��ʽѹ���������ڲ���֮��ľ��롣�����ǿ�ʽѹ�������еIJ���������ָ������������������ǰ����ľ��롣
ģ���׳ߴ�
ģ���׳ߴ�d×l�ǡ�ֱ��×�������ģģ���ߴ�Ӧ��ģ���׳ߴ�����Ӧ��
3��������
���:ͨ��ģ�ߵij�ͷ��ģ���밼ģ�����ó�ѹ�豸��ѹ��ʹ��������һ����������״���������һ�ֳ�ѹ����
�ӹ�����˵������Ƿ��빤����ܳƣ��������жϡ���ϡ���ס��ޱߡ��пڵȶ��ֹ������г�ס�����Ӧ����ࡣ
��һ����˵����ù�����Ҫ��ָ���Ϻͳ����õ���;���㣬���ȿ�ֱ�ӳ����Ʒ������ֿ�Ϊ�������ι����Ʊ�ë����
����õ�Ŀ����Ϊ����ȡһ�����εij��䲿�֣������ֳ�ù����Ϊ���ϣ���Ϊ����ȡ�ڿף����Ϊ��ס�
��ù����Լ��ص㣺
��������:���������ģ�밼ģ�пڵ����ã�ʹ���ϲ�������ġ������������ص�:
���ʱ�������Ա��Ρ����Ա��Ρ����ѷ��������Ρ�
��ü������ϴ������� �������������Ѵ���ë�̡�
��ü�����һ�㲻�ߣ���ֲڶ�һ��ΪRa12.5���ߴ羫��һ��IT10��
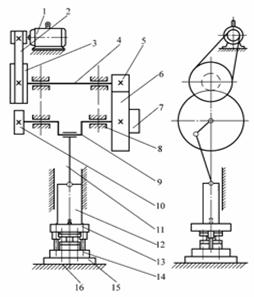
��ü����������¼���������
��a������ ��b�������� ��c�����Ѵ� ��d��ë��
���ǣ������ڰ��ϲ���ģ��ģ��Ӵ���һ�棬���ڰ��������������������γɵģ���������Խ�ã���ģ��϶Խ���γɵ�����Խ��
�����������ڰ��ϼ��б����γɵģ���������Խ�ã���ģ��϶ԽС���γɵĹ�����Խ�ߡ�
���Ѵ� ������������������ģ���������Խ���ģ��϶Խ������Ѵ�Խ�ߣ�б��Խ��
ë�̣������мѹ��Ϊ����ѹӦ����������Ʋ��������������м�������������м������мⲻԶ�ĵط����֣����Ʋ�������м�ľ������ë�̵ĸ߶ȡ�
�����������Ѵ������Ǻ�ë�̵��ĸ�������������������ռ�ı�������һ�ɲ���ģ�������ϵ����ܡ���ȡ���϶��ģ�߽ṹ�ȸ��ֳ�������IJ�ͬ���仯��
������ñ��ι���
�������������

һ ���Ա��ν�
��ģ��ʼ�Ӵ����ϲ���ѹʱ�����Ϸ�������������ѹ�������м��밼ģ��������
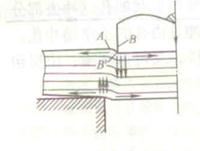
�� ���Ա��ν�
����Ӧ���ﵽ�����㣬���Ͻ������Ա��νΣ�ģ������ϣ����ϱ����밼ģ���ڣ��ڼ�������棬������ģ��϶����������������������ã��γ������棬ͬʱ���ڼ��б��Σ����ж������γɹ���������ϴ�ֱ�Ķ��棬����ģ������ѹ��Ӧ�����ϼӴ�ֱ��Ӧ���ﵽ���Ͽ�����ǿ�ȣ����Ա��ν�����
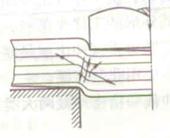
�� ���ѷ����
������Ӧ���ﵽ������ǿ�Ⱥ�ģ������ѹ������ģ�ڲ��������Ʋ�������չ�������������غ�ʱ�����Ϸ������롣��ģ��������ʱ���ѷ���İ��ϱ��Ƴ������������ù��̡�
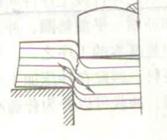
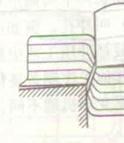
�������

��ü������ͳ�ü�϶
��ü�������ָ������������ֱ����ࡢë��С )���ߴ羫�ȣ�ͼֽ�涨�Ĺ��Χ�� ������״����������ͼֽҪ����ƽֱ�����买С��
��ü�϶��Ӱ���ü���������Ҫ���ء�
��ü��������û���Ҫ��ͨ�������������С�����ǡ�ë���Լ���ü������������жϵġ�
��ü�϶��
�� ���ģ��ģ���ͷ֮��ļ�϶��Ϊ��ü�϶��ͨ��ָ˫��϶���ã��û�Z��ʾ������϶�ãû�Z/2��ʾ��
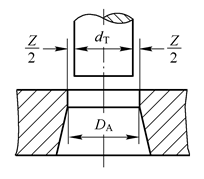
��ü������������
�ߴ羫��Ӱ������
ģ�����쾫�� һ���ü��ܴﵽ�ijߴ羫�ȱ�ģ�ߵľ��ȵ�һ��������
�������ʼ�ģ�߽ṹ ��ü��ᷢ���ص����Ӷ�Ӱ���侫�ȣ������IJ��ϵ��Ա���С����ú�ص�С�����Ƚϸߣ���ģ��������ѹ���ϺͶ��������С�ص�ֵ����߳�����ȡ�
��ü�϶ ��϶�ʵ�ʱ�������ڽϴ��ļ�Ӧ���·��룬��϶�ϴ�ʱ�����ϳ��ܵ������⣬�������ϴ������Ӧ�����������Σ���������ģ�ߴ磬���ϼ���С�ڰ�ģ�ߴ磻��϶��Сʱ�����ϻ��ܵ��ϴ�ļ�ѹ���ã������С��ģ�ߴ磬���ϼ�����ڰ�ģ�ߴ硣
��ü���״ ��״Խ�����ϳߴ羫��Խ�á�
��״���
�����������ص�Ӱ�죬��ü�������买����϶Խ���买Խ��
�����买�Ĵ�ʩ������ѹ��װ�á�
�������� ͨ��ϣ���õ��������ϸߡ�ë�̽�С�����ǽ�С�����Ѵ���С�ij�ѹ����
��ü���������Ӱ�����أ�
��1���������� �������Ժã�����ռ�ı�����ë��С�����ǡ�ë�̴������Բ����ռ�ı���С��ë��ϴ����ǡ�ë��С��
��2����ü�϶ ��϶����ʱ�������ѿڴ������غϣ����������Ϻã���϶��Сʱ���������μ��У����ɼв㣻��϶�ϴ�ʱ������С��ë������ǡ�ë�̽ϴ�
���ƶ���������ʩ��
��1������ģ����ģ��϶��
��2���Բ��Ͻ����ȴ�������������ԡ�
ë�̸߶�
������ܻ���ë�̣�������ë�̿��Է�Ϊ���ࡣ��϶ë�̺��п�ĥ��ë�̡�
��϶ë�������ڳ�ü�϶������С�����ë�̣���϶���������ë�̳�Ϊ����ë�̣����ص��Ǹ߶���϶��С������ë�̳�Ϊ����ë�̣����ص��Ǹ߶�����
�м�ĥ��ë�̲���ԭ�����м�ĥ��ı����丽����Ӧ��״̬��ģĥ��������ϼ��ϲ���ë�̣���ģĥ����ڳ���ϲ���ë�̡�
����ë�̴�ʩ��
��1����ʱĥ�У�
��2����߹�������͵������������
��϶�Գ�ù��յ�Ӱ��
��϶�Զ�������Ӱ��
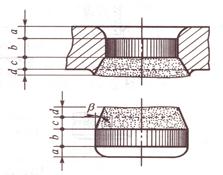
(1)��϶����:��ֱ����ࡢë��С
(2)��϶��С:���ֶ��μ��ѣ������ڶ��������������棩��
(3)��϶����:���ֹ������������棩��С��б�����ӣ�ë������
��϶�Թ������ȵ�Ӱ��
�ߴ羫����ָ������ʵ�ʳߴ���ͼ���ϱ�ע�Ļ����ߴ�IJ�ֵ���ܴﵽ�Ĺ���ȼ���
��ü��ijߴ羫��Ӧ�������ࣺ
���Ρ����ε���״�ߴ羫�ȺͿࡢͬ�Ķȡ�ƽ��ȵ���λ�ߴ羫�ȡ�
��״�������������ͼֽҪ����ƽֱ�����买С�� ��
(1)��϶����:�ߴ�ﵽ����Ҫ��,�买С��
(2)��϶����:�������;���ϼ�С���买����
(3)��϶��С:��������;���С���买����
��϶��ģ��������Ӱ��
��ģ��������Ϊ��ĥ������ģ����������
ģ��ʧЧ��ԭ��һ���У�ĥ�𡢱��Ρ����С��۶Ϻ����ѡ�
��С��϶��ʹĥ�����ӣ�����ʹģ�������֮�����ճ������������С���ģ���ѡ�С��ͷ�۶ϡ���ͷ�밼ģ����е��쳣��
4������ģ��
�ڶ����֡�ע�ܳ���
1�����Ͳ��ϼ��Ƽ��ķ���
�ⲿ��ʵϰ�����Dz�������ע�����������ԭ����������Ϊ��ͼ��Ʒ��

һ�����ϵ����
���ϵ���ɣ��ϳ���֬�����������ܼ����ȶ����������̻��������ݼ�����ɫ������ȼ�������ϻ������Ƴɵġ�
��1����֬ ����������ճ����ֵ����ã�ռ���ϵ�40%��100%�����������ϵ���Ҫ���ܡ������ϩ��������������ϩ������������ȩ��֬�ȡ������������������֬������
��2������ �����������ϵ�ijЩ���ܡ�������������ĸ�ۡ�ʯī�ۡ�̿�ۡ��������ۡ�ľм��������ά��̼��ά�ȡ�
��3�����ܼ� ����������֬�����Ժ������ԡ��������ܼ��м������ࡢ�������ࡢ�Ȼ�ʯ���ȡ�
��4���ȶ��� �������ȶ������ȶ������������ȶ�����Ӳ�����Ρ������������Ǧ�Ļ�����ȡ����ȶ�����̿�ڡ�����п���ڹ����
��5���� ������ֹ����ճ��ģ�������豸�ϡ���������Ӳ���ᡢ����ȡ�
��6���̻��� �ܽ��߷��ӻ����������ͽṹת��Ϊ���ͽ����ṹ�����ʣ������μ��İ������������������ȡ�
��7�����ݼ� ����ʱ��ֽ�ų�������л�����������Ʊ���ĭ���ϵȡ����÷��ݼ�Ϊż������������
����������ʱ�����ʷ֣�
���������ϣ����ɿ��Է�����μ��ȶ��Ծ��п����Եĺϳ���֬�Ƶõ����ϡ�����������ϩ��������ϩ���۱���ϩ���۱�ϩ�����������ۼ�ȩ����̼�������۱��ѡ����������ķ���ϩ�ȡ�
���ӽṹ�����Ի�֧����
�ȹ������ϣ��ڼ��ȡ���ѹ������һ��ʱ��̻�Ϊ���ܡ����۵ļ�Ӳ��Ʒ�����������������ȹ��������з�ȩ��֬��������֬��������֬�����֬���л�����֬�ȡ�
���ӽṹ����ǰ�����Ի�֧���� ���Ⱥ����״�ṹ��������Ӧ��
�����ϵĹ��ܺ���;�֣�
ͨ�����ϣ���������;��۸�͵����ϡ���Ҫ��������ϩ��������ϩ���۱���ϩ���۱�ϩ����ȩ���ϡ��������ϵȣ�����ռ�����ܲ�����75%���ϡ�
�������ϣ����нϸ����ܣ���������������е������̹��������ϡ���������ABS���ۼ�ȩ����̼���������������ķ���ϩ���ۼ���ϩ�������������֬�ȡ�
�������ϣ��������ϡ��������ϡ��й����ϵȡ�
2�������豸
����ʵϰ���������豸������ע����ͻ���

ע�ܻ�������һ�γ��������ӡ��ߴ羫ȷ����н���Ƕ�����ʵ����µ�������Ʒ�����㷺Ӧ���ڹ��������硢��������ͨ���䡢���ġ���װ��ũҵ���Ľ������������ճ������������ע������նԸ������ϵļӹ��������õ���Ӧ�ԣ����������ϸߣ�������ʵ���Զ����������Ϲ�ҵѸ�ٷ�չ�Ľ��죬ע�ܻ������������ϻ�Ʒ���϶�ռ����Ҫ��λ���Ӷ���ΪĿǰ���ϻ�е��������죬�����������Ļ���֮һ��
ע����ͻ������
1��ע��װ�ã�
��Ҫ���ã�ʹ���ϵľ����ܻ����ڣ����㹻ѹ�����ٶȽ�һ����������ע�䵽ģǻ�ڡ�
�ṹ��ɣ��ܻ���������Ͳ���ݸˡ����졭�������϶�������װ�á��ݸ˴���װ�á�ע����ƶ��ס���
2����ģװ�ã���ģװ�ã���
��Ҫ���ã���֤����ģ�߿ɿ��ıպϺ�ʵ��ģ�����ն��������Ƴ�Ʒ��
�ṹ��ɣ�ģ�塢���ˡ���ģ��������Ʒ����װ�á���ȫ��ϵͳ����;
3��Һѹ�����͵�������ϵͳ��
��Ҫ���ã���֤ע��������չ���Ԥ����Ҫ��ѹ�����ٶȡ��¶ȡ�ʱ�䣩�Ͷ�������ȷ����ؽ��й�����
�ṹ��ɣ�Һѹ���֡���Һѹ�á�Һѹ���������������ѹ���������Ʒ�����
������ �������֡�����������������ͼ��ȵȿ��Ʋ�������
ע�ܳ��ͻ��Ĺ���ԭ��
ע�ܻ��Ĺ���ԭ��������õ�ע�������ƣ����ǽ����ݸˣ����������������������ܻ��õ�����״̬����ճ��̬��������ע����պϺõ�ģǻ�ڣ����̻����ͺ�ȡ����Ʒ�Ĺ��չ��̡� ע�������һ��ѭ���Ĺ��̣�ÿһ������Ҫ�������������ϡ������ܻ���ʩѹע�䡪��ģ��ȴ����ģȡ����ȡ���ܼ������ٱ�ģ��������һ��ѭ����
ע�ܻ��Ľṹ
ע�ܻ����� �ܻ���ʽ��Ϊ����ʽע�ܻ����ݸ�ʽע�ܻ����������Ĵ�����ʽ�ֿɷ�ΪҺѹʽ����еʽ��Һѹ����е�����ˣ�ʽ����������ʽ��Ϊ�Զ������Զ����ֶ�ע�ܻ���
��1����ʽע�ܻ���������������͡����ģ���ֺ�ע�䲿�ִ���ͬһˮƽ�������ϣ���ģ������ˮƽ����ġ����ص��ǣ������������ڲ�����ά�ޣ��������ĵͣ���װ��ƽ�ȣ���Ʒ��������������������Զ����£�����ʵ��ȫ�Զ�������Ŀǰ���г��ϵ�ע�ܻ�����ô�����ʽ��
��2����ʽע�ܻ������ģ���ֺ�ע�䲿�ִ���ͬһ��ֱ�������ϣ���ģ�����ش�ֱ����ġ���ˣ���ռ�������С�����װ���Ƕ����װжģ�߽Ϸ��㣬���϶�����������ܽϾ��ȵؽ����ܻ�������Ʒ���������Զ����£���������ȡ�£�����ʵ���Զ���������ʽע�ܻ�������С��ע�ܻ���һ������60�����µ�ע�ܻ����ý϶࣬�����ͻ����˲��á�
��3����ʽע�ܻ�����ע�䷽���ģ�߷ֽ�����ͬһ�����ϣ����ر��ʺ��ڼӹ����IJ��ֲ��������н��ںۼ���ƽ����Ʒ����ռ���������ʽע�ܻ�С��������ģ���ڵ�Ƕ��������б���¡�������ʽ��ע�ܻ�������С����
��4����ģת��ʽע�ܻ�������һ�ֶλ����������ע�ܻ������ص��Ǻ�ģװ�ò�����ת��ʽ�ṹ��ģ��Χ��ת��ת����������ʽ��ע�ܻ���ַ�����ע��װ�õ��ܻ����������������������ڣ����������������������ر��ʺ�����ȴ����ʱ�䳤����Ƕ������Ҫ�϶ศ��ʱ��Ĵ���������Ʒ�������������ģϵͳ�Ӵ��ӣ���ģװ�õĺ�ģ��������С��������ע�ܻ����ܽ�Ь����Ʒ������Ӧ�ý϶ࡣ һ��ע�ܻ�����ע��װ�á���ģװ�á�Һѹϵͳ�͵�������ϵͳ�Ȳ��֡� ע����͵Ļ���Ҫ�����ܻ���ע��ͳ��͡��ܻ���ʵ�ֺͱ�֤������Ʒ������ǰ�ᣬ��Ϊ������͵�Ҫ��ע����뱣֤���㹻��ѹ�����ٶȡ�ͬʱ������ע��ѹ���ܸߣ���Ӧ����ģǻ�в����ܸߵ�ѹ����ģǻ�ڵ�ƽ��ѹ��һ����20~45MPa֮�䣬������˱������㹻��ĺ�ģ�����ɴ˿ɼ���ע��װ�úͺ�ģװ����ע�ܻ��Ĺؼ�������
3��������
һ��ע�ܻ��ȿ��ֶ�������Ҳ�����Զ���ȫ�Զ�������
�ֶ���������һ�����������У�ÿһ�����������ɲ����߲����������ض�ʵ�ֵġ�һ�����Ի���ģʱ��ѡ�á�
���Զ�����ʱ���������Զ����һ���������ڵĶ�������ÿһ������������Ϻ�����߱���������ȫ�ţ�ȡ�¹������ٹ��ϰ�ȫ�ţ����������Լ�����һ�����ڵ������� ȫ�Զ�����ʱע�ܻ������һ���������ڵĶ������Զ�������һ���������ڡ���������������������������ͣ�����п��ƺ͵���������ע�⣬����Ҫȫ�Զ���������1����;��Ҫ��ȫ�ţ�����ȫ�Զ������жϣ���2��Ҫ��ʱ���ϣ���3����ѡ�õ��۸�Ӧ��Ӧע�ⲻҪ�ڱ��˵��ۡ�
ʵ���ϣ���ȫ�Զ�������ͨ��Ҳ����Ҫ��;��ʱͣ���ģ��������ģ��������ģ���ȡ� ��������ʱ��һ��ѡ�ð��Զ���ȫ�Զ�������������ʼʱ��Ӧ����������Ҫѡ�������ʽ���ֶ������Զ���ȫ�Զ���������Ӧ�����ֶ������Զ���ȫ�Զ����ء� ���Զ���ȫ�Զ��Ĺ�������������·����ȷ���ã�������Աֻ���ڵ�����ϸ����ٶȺ�ѹ���Ĵ�С��ʱ��ij��̡�����Ĵ����ȵȣ�����������ߵ�����ť��ʹ����������ֻ��ҡ� ��һ�������и�������δ������֮ǰ��Ӧ��ѡ���ֶ�������ȷ��ÿ����������֮����ѡ����Զ���ȫ�Զ�������
����ǰ����ע�����ѹ��Ԥ�ܡ�������������ˡ���ȴ����ģ����������������š����š���ģ������ǰ����
Ԥ�ܶ���ѡ�� ����Ԥ�ܼ���ǰ��ע���Ƿ����,�������Ƿ��뿪ģ��,ע�ܻ�һ����������ѡ��1���̶����ϣ�Ԥ��ǰ��Ԥ�ܺ����춼ʼ������ģ�ߣ�ע��Ҳ���ƶ�����2��ǰ���ϣ����춥��ģ�߽���Ԥ�ܼ��ϣ�Ԥ����ϣ�ע�����ˣ������뿪ģ�ߡ�ѡ�����ַ�ʽ��Ŀ���ǣ�Ԥ��ʱ����ģ��ע��������죬���������ڱ�ѹ�ϸ�ʱ������������Ԥ�ܺ���Ա��������ģ�߳�ʱ��Ӵ��������������ݣ�Ӱ�����Ǹ����¶ȵ�����ȶ�����3������ϣ�ע����ɺ�ע�����ˣ������뿪ģ��Ȼ��Ԥ�ܣ�Ԥ������ע��ǰ�����ö��������ڼӹ������¶��ر�խ�����ϣ�����������ģ�߽Ӵ�ʱ��̣���������������ʧ��Ҳ������������������ڵ����̡�
ע��ѹ��ѡ�� ע�ܻ���ע��ѹ���ɵ�ѹ�����е��ڣ��ڵ���ѹ��������£�ͨ����ѹ�͵�ѹ��·��ͨ�ϣ�����ǰ����ע��ѹ���ĸߵ͡� ��ͨ�������ϵ�ע�ܻ�����������ѹ��ѡ����ѹ����ѹ���ȸ�ѹ���ѹ����ѹע������ע����ͨ���ѹѹ������ʵ�֡�����ѹ���ߣ����ϴ�һ��ʼ���ڸ�ѹ������״̬�½���ģǻ����ѹע��ʱ������ģѸ�٣�ע����ѹ�������������ܿ졣��ѹע������ע����ͨ���ѹѹ������ʵ�ֵģ�ע�����ѹ�����������������������ڵ�ѹ�������½���ģǻ���ȸ�ѹ���ѹ�Ǹ������������ģ�ߵ�ʵ��Ҫ���ʱ����������ͨ���� ѹ���͵�ѹ���ߵ���ʵ�ֵġ�
ע���ٶȵ�ѡ�� һ��ע�ܻ����ư��϶��п��١�������ť��������ע���ٶȵ�Ҫ����Һѹϵͳ������һ���������ͱú�һ��С������ͬʱ���й��͡�����·��ͨ������ʱ��ע�ܻ�ʵ�ֿ��ٿ���ģ������ע��ȣ���Һѹ��·ֻ�ṩС����ʱ��ע�ܻ����ֶ����ͻ������С�
������ʽ��ѡ�� ע�ܻ�������ʽ�л�е������Һѹ��������,�еĻ�������������ϵͳ,�����������е��κͶ�ζ��֡����������������ֶ���Ҳ�������Զ��� �����������ɿ�ģֹͣ��λ�����������ġ������߿ɸ�����Ҫ��ͨ�����ڿ��ƹ��ϵĶ���ʱ�䰴ť���ﵽ���������ٶȺ�ѹ�����ͨ�����ƹ����ϵĿ��������ƣ������˶���ǰ��������г̿���ȷ����
�¶ȿ��� �Բ����ȵ�żΪ����Ԫ�������Բ��º����Ƴ�Ϊ����װ�ã�ָ����Ͳ��ģ�ߵ���Ȧ������ͨ�ϣ���ѡ��ع̶���Ͳ�����¶Ⱥ�ģ���¶ȡ���Ͳ����Ȧһ���Ϊ���Ρ����λ��Ķο��ơ��������ϵĵ������ֱ���ʾ���ε���Ȧ�����Ĵ�С���������Ķ����DZȽϹ̶��ģ�����������з��ֵ����������Ƚϳ�ʱ���ƫ�ͣ�����ܵ���Ȧ�����˹��ϣ����߽Ӵ������������˿������ϸ����ij������Ȧ�ջ٣���Щ����ʹ��·�����ĵ�����ֵ�����ʹ�����½���
��ģ���� ��ģ���Ծ�Ļ�е������ģ�ߺϽ����Եֵ�ע�ܹ����������ϵĸ�ѹע�估���ģ�߶���ģ�߷����ľ��ſ����� ���װ�ȫ�ţ����г̿��ؾ������źţ���ģ����������ʼ�������Ƕ�ģ��������������ǰ��һС�̾����Ժ�ԭ��ѹס���ٿ��صĿ��Ƹ�ѹ�����룬���ת�Կ�����ǰ�ƽ�����ǰ����������ģ�յ�ʱ�����Ƹ˵���һ��ѹ����ѹ�����ٿ��أ���ʱ�����ת���������Ե�ѹǰ�����ڵ�ѹ��ģ�����У����ģ��֮��û���κ��ϰ��������˳����£��ѹ�ϸ�ѹ���أ�ת��ѹ��Ϊ����ֱ���´Ӷ���ɺ�ģ��������ξ��뼫�̣�һ��ֻ��0.3~1.0mm����ת��ѹ�����ʹ�����ģ��ֹ��λ���أ���ʱ����ֹͣ����ģ���̽����� ע�ܻ��ĺ�ģ�ṹ��ȫҺѹʽ�ͻ�е����ʽ����������һ�ֽṹ��ʽ���������������ȫ��ֱ��ʵʩ��ģ���ġ����˵���ֱ�����ǻ���β��ſ��Ĺ��̣�Ҳ���ĸ���������������Ĺ��̡�
��ģ���� ����������ע����ģǻ�ڼ�����ȴ��ɺ�,���ű��ǿ�ģ����,ȡ����Ʒ����ģ����Ҳ�������Ρ���һ�����ٿ�ģ����ֹ�Ƽ���ģǻ��˺�ѡ��ڶ��ο��ٿ�ģ�������̿�ģʱ�䡣���������ٿ�ģ���Լ��Ϳ�ģ������ɵij������
ע�ܳ���ǰ�������� ����ǰ�����������ܰ��������ݺܶࡣ�磺���ϼӹ����ܵļ��飨�ⶨ���ϵ������ԡ�ˮ�ֺ����ȣ���ԭ�ϼӹ�ǰ��Ⱦɫ��ѡ�������ϵ�Ԥ�Ⱥ��Ƕ������ϴ��Ԥ�ȣ���ģ����Ͳ��ϴ�ȡ� 1.4.4.1 ԭ�ϵ�Ԥ���� �������ϵ����Ժ��������һ���ڳ���ǰӦ��ԭ�ϵ���ۺ������ܽ��м�⡣������õ�����Ϊ��״���磺������ϩ����Ӧ�������Ϻɻ죻�����Ʒ����ɫҪ����ɼ�����������ɫ����ɫĸ�ϣ���Ӧ�������������в�ͬ�̶ȵ�ˮ�֡��ۼ��������ӷ��ĵͷ�����ر���һЩ������ʪ��������Ϻ�ˮ�����dz����ӹ����������ȡ���ˣ��ڼӹ�ǰ������и��ﴦ�������ⶨ��ˮ�����ڸ����¶�ˮ���еľ�̼������ˮ�ֺ���Ҫ����0.2%���£�����0.03%~0.05%����˳�����ո��������Ѿ���������ϱ��������ܷⱣ�棬�Է����ϴӿ���������ʪ��ɥʧ����Ч����Ϊ�˲��ø������϶���������Ϊע�ܻ��ṩ��������ϣ��Լ���ҵ��������ࡢ�������������ע�����ʾ�Ϊ�����������϶� ��װ����һ��ȡע�ܻ�ÿСʱ��������2.5����
Ƕ����Ԥ�� ע�������ƷΪ��װ�估ǿ�ȷ����Ҫ����Ҫ����Ʒ��Ƕ�����Ƕ����ע�����ʱ��������ģǻ�е������Ƕ��������������һ����ȴʱ�����ڽ��������������ʵ�������ͬ������ʹǶ����Χ�����ܴ����Ӧ������������۱���ϩ�ȸ������ĸ߾������ ��������������Ӧ���Ĵ���ʹǶ����Χ�������ƣ�������Ʒ��ʹ�����ܴ�͡������ͨ��ѡ��������ϵ����Ľ����������ֵȣ���Ƕ�����Լ���Ƕ���������Ǵ�Ľ���Ƕ����Ԥ�ȡ�ͬʱ�������Ʒʱ��Ƕ����Χ���Žϴ�ĺ�ڵȴ�ʩ��
��Ͳ����ϴ �¹�����ע�ܻ�����֮ǰ����������������Ҫ�ı��Ʒ������ԭ�ϡ�������ɫ�����������зֽ�����ʱ������Ҫ��ע�ܻ���Ͳ������ϴ���ϴ�� ��ϴ��Ͳһ����ü��Ȼ�Ͳ��ϴ������ϴ��һ��������ԭ�ϣ������ϻ����ϣ����������������ϣ��������ϡ�Ĵ��ϣ����õ��ܶȾ���ϩ���۱���ϩ�Ƚ��й��ɻ�����ϴ���������ӹ��������û���������ϴ�ϡ�
��ģ����ѡ�� ��ģ������ʹ������Ʒ������ģ�����ʡ�Ӳ֬��п�����ڳ����������һ�����ϣ�Һ��ʯ�����ھ������������Ч���Ϻã����ͼ۸�ʹ���鷳�������á� ʹ����ģ��Ӧ�����������������û��á���Ϳ������Ӱ����Ʒ��ۣ�����Ʒ�IJ���Ҳ���������Ӱ�졣
4������ģ��
��������ע��ģ��һ�㹤������Ϊ��ģ�߱պ�һģ������һע��һ��ѹһ����һ��ȴһ��ģһ�Ƴ��ܼ���
�ڵ����͵��ĵ���λ�£���ģ�Ͷ�ģ�պϡ���ǻ����ɶ�ģ���붯ģ�����о��ɣ�����ע�����ģϵͳ�ṩ����ģ��������Ȼ��ע�����ʼע�䣬�������徭��ģ�ϵĽ�עϵͳ������ǻ;�����������ǻ��������ѹ�����ܺ���ȴ���ͺ�ģ����ģʱ��ע�����ģϵͳ������ģ���ˣ�ģ�ߴӶ�ģ�Ͷ�ģ������ֿ����ܼ�������о���涯ģһ����ˣ�ͬʱ�����ϸ��ɽ���עϵͳ�����������ϴӽ�����������������ģ�ƶ�һ�������ע����Ķ��˽Ӵ��ư壬�Ƴ�������ʼ������ʹ�Ƹ˺����ϸ��ɷֱ��ܼ�����עϵͳ���ϴ���о������Ѩ���Ƴ����ܼ��뽽עϵͳ����һ���ģ�������£��������һ��ע����̡���ģʱ���Ƴ���������λ�˸�λ��������һ��ע�䡣