****�� ѧ
ʵ ϰ �� ��
ѧ Ժ�� ���繤��ѧԺ
ר ҵ�� ��е������켰���Զ���
ѧ �ţ�
�� ���� ��
ָ����ʦ��
�� �ڣ� 201 ��3��
1.ʵϰĿ����Ҫ��
1.1ʵϰĿ�ģ�
�˴�ʵϰ��Ŀ�����ڿα����˽�ģ�߹���ԭ���ͻ��������Ļ����ϣ�ͨ���ι�ʵϰ�ķ�ʽ�������ģ����ز�Ʒ�������̵����⣬ͬʱͨ����ʦ�Ľ����˽�ģ�ߵ���״�Լ�ģ�ߵķ�չ�����ǵ�����Ŀ���Ǵﵽѧ�����ã���Ƴ�������ģ�ߡ�
1.2.ʵϰҪ��
Ҫ����˼��������ʵ��������Ҫ�д�����ʶ�ʹ�����������Ȼ����Ҫ����Ҫ��ǿ�İ�ȫ��ʶ��������ʶ������乤�����ʡ�������ʦ������ʦѧϰ��ѧϰ�빤�˻�����Ա���м��������ķ��������ɼ������������ι���������ʦ��ָ�ӣ��ϸ����ع����İ�ȫ�����ƶȣ���ʵע�ⰲȫ��
2.ʵϰ����
����̶������ģ�߳�ʵϰ��ʵϰ�У����Dzι��˼ӹ�ģ�ߵ��豸��ģ��������̣��Լ�ʹ��ģ�������Ʒ�Ĺ��̡�
2.1ע��ģ���ͽṹ����
2.1.1 ע�����
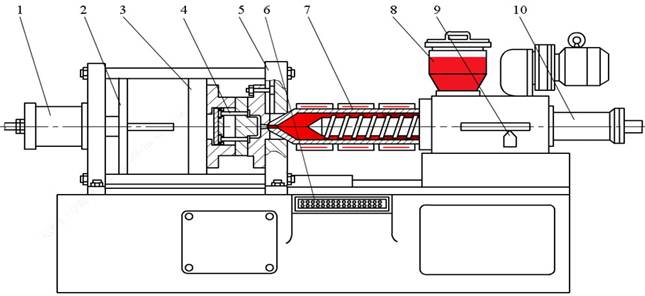
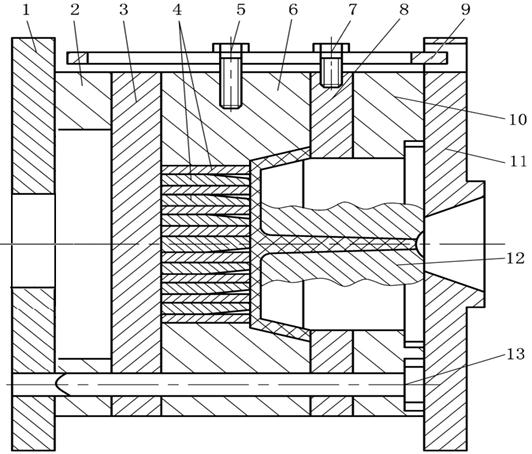
ͼ1 ��ʽע���
1- ��ģҺѹ�� 2-��ģ�ṹ 3-�ƶ�ģ�� 4-���� 5-�̶�ģ�� 6-����̨7-��Ͳ�������� 8-�϶� 9-��������װ�� 10-ע��Һѹ��
ע�����ԭ����
���ϳ��͵Ļ���ԭ�������������ϵĿɼ�ѹ�ԺͿ�ģ���ԣ����Ƚ���ɢ�����ϻ��״�������ϴ�ע������϶�������µĻ�Ͳ�ڼ��������ܻ���ʹ֮��Ϊ���״���壬Ȼ�����������ݸ˵ĸ�ѹ�ƶ��£��Ժܴ������ͨ����Ͳǰ�˵�����ע������¶Ƚϵ͵ıպ�ģ���У�����һ�α�ѹ��ȴ����ʱ�����ģ�߱��ģǻ���ѳ�����һ����״�ͳߴ�������Ƽ���
ע������չ��̣�����ǰ����ע����̣����ͺ�����
����ǰ����ԭ�ϼ��飬ԭ��Ⱦɫ��ԭ�ϸ��Ƕ��Ԥ�ȣ���Ͳ������ģ��������
ע����̣����ϣ��ܻ���ע�䣨������ģ����ѹ�����������ڶ�������ȴ����ģ�����ͺ������˻𣬵�ʪ��
2.1.2 ����ע��ģ�ṹ�����������ã�
�������������ģ����ǻ�������
��עϵͳ��������������ע�������������ǻ��������һ�����������������������ڣ�����Ѩ��ɡ�
�����������ָ��֤������ģ��ģʱ��ȷ�ԺϺ��Ƴ������˶���ƽ���ԡ�Ϊ��ȷ��������ģ֮�����ȷ�����붨λ����Ҫ�ڶ�����ģ���ֲ��õ����������ڶ�����ģ�������û����Ǻϵ������浼���Ƴ������ĵ���ͨ�����ư嵼�����ư嵼������ɡ�
����������о�������ܼ��ϵIJ������а���״����̨�������Ҫ�в����ģ����Ϳ������͡����ܼ����Ƴ�֮ǰ�������Ȱγ�����ģ(������о)�������Ϳ飬Ȼ�����˳����ģ����������ģ�������Ϳ��ƶ��Ļ�����Ϊ����������о������
�Ƴ��������Ƴ�������ָģ�߷��ͺ��ܼ���ģ�����Ƴ���װ�á�
�¶ȵ���ϵͳ ��Ϊ������ע�乤�ն�ģ�ߵ��¶�Ҫ�����ģ�ߵ��¶Ƚ��п��ƣ�����ģ�߳���������ȴ����ȵ��¶ȵ���ϵͳ����ȴϵͳһ����ģ���Ͽ�����ȴˮ��������ϵͳ����ģ���ڲ������ܰ�װ����Ԫ����
����ϵͳ��Ϊ�˽���ǻ�еĿ�����ע������������ϱ����ӷ������������ų�ģ�⣬�䳣�õķ������ڷ���������Ŀ�ĵؿ��������ۣ�С��ģ������������С��ͨ����ֱ�������Ƹ˻���о��ģ��֮�����ϼ�϶�ͷ�����ֱ��������
2.2����������ע��ģ
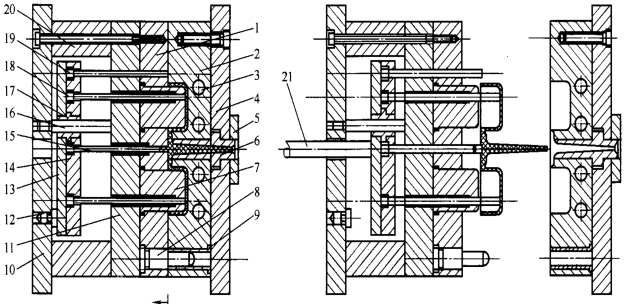
ͼ1 ��������ע��ģ
1- ��ģ�� 2-��ģ�� 3-��ȴˮ�� 4-��ģ���� 5-��λȦ 6-������7-ģ 8-���� 9-���� 10-��ģ���� 11-֧�а� 12-��λ�� 13-�ư�14-�Ƹ˹̶��� 15-���ϸ� 16-�ư嵼�� 17-�ư嵼�� 18-�Ƹ�19-��λ�� 20-��� 21-ע�������
��������ע��ģ���ֳ�Ϊ����ʽģ�ߣ�����ע��ģ������������һ�ֽṹ��ʽ������ģ�߿ɸ�����Ҫ��Ƴɵ���ǻ��Ҳ������Ƴɶ���ǻ��������ǻ��һ�����ڶ�ģ����һ�����ڶ�ģ������������ڶ�ģһ�࣬���������ڷ������ϡ�
��ģ���������ϸ˵����������Լ��ܼ���������������о�ϣ��ܼ���ͬ��עϵͳ����һͬ���ڶ�ģһ�࣬��ģһ�����õ��Ƴ��������ܼ��ͽ�עϵͳ�����Ƴ���
2.3��˫������ע��ģ

ͼ2 ˫������ע��ģ
1- �������� 2-���� 3-��λ�� 4��13-���� 5-��ģ�� 6-��о�̶��� 7-��ģ���
8-��� 9-��ģ���� 10-�ư� 11-�Ƹ˹̶��� 12-�Ƹ� 14-�м�� 15-��ģ����
16-������
˫������ע��ģ�ֳ�����ʽע��ģ���뵥������ע��ģ��ȣ��ڶ�ģ�붨ģ֮��������һ�����ƶ��Ľ��ڰ壨�ֳ��м�壩���ܼ��ͽ�עϵͳ���Ϸֱ��������ͬ�ķ�����ȡ������ͼ2��ʾ��������ʽ˫������ע��ģ����ģʱ�����ڵ���2�����ã��м��14�붨ģ����15������A-A��������ֿ����Ա�ȡ������֮��Ľ�עϵͳ���ϡ�������ģʱ�����ڶ�������1��ĩ����̶����м��14�ϵ���λ��3�Ӵ���ʹ�м��ֹͣ�ƶ����������Ŷ�ģ�����ƶ�����ʹģ������B-B�ֿ����������Ƴ��������ܼ��Ƴ���
����ģ�߽ṹ���ӣ�ֻ�����ڲ��õ㽽�ڵĵ���ǻ�����ǻע��ģ�����ʱ����ͼ2�е�S�ߴ�Ӧ���ڽ�עϵͳ���ϵij���3~5mm�����⣬Ϊ���м���ڹ��������еĵ����֧�ţ��ڶ�ģһ��һ��Ҫ���õ�������õ���ͬʱ�Զ�ģ���������ĵ��ֵij���L���Ա�ʾΪ��L=S��H����10~12����mm����ʽ��S����λ������������ĩ�˾��룬��A-A�ֿ��ľ��룻H���м���ȡ�����ģ�����Ƿ��赼���������Ƴ��������;������籾����������ģ���Ƴ����������ڶ�ģһ��Ӧ�赼������������ģ��5�ĵ�����֧�š�
2.4.��������ע��ģ
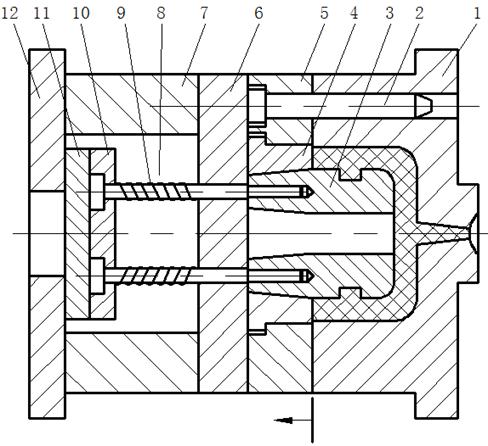
ͼ3 ��������ע��ģ
1-��ģ�� 2-���� 3- ���� 4-��о 5-��ģ�� 6-��ģ��� 7-���
8-���� 9-�Ƹ� 10-�Ƹ˹̶��� 11-�ư� 12-��ģ����
�����ܼ�������Ҫ������ģ�������û����о��������о�������
��ͼ3��ʾ����ģʱ���ܼ�������о4�ͻ���3���涯ģ���������ƶ������붨ģ��1�����ѿ�һ��������Ƴ�������ʼ�����������ڻ���3�ϵ��Ƹ�9��������ͬ�ܼ�һ���Ƴ���о��ʵ����ģ��
��ģʱ���Ƹ�9�ڵ���8�������¸�λ���Ƹ˸�λ��ģ��5ֹͣ�ƶ���Ȼ�����˹����������²��������λ���У��ٺ�ģ�������һ��ע�䶯����
2.5.�Զ������Ƶ�ע��ģ ��
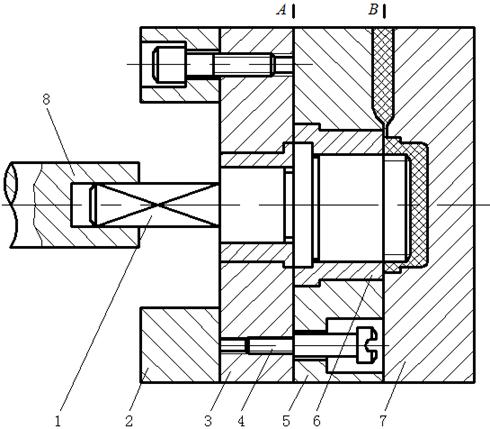
ͼ4 �Զ�������ע��ģ
1-������о 2-ģ�� 3-��ģ��� 4-�����ݶ� 5-��ģ�� 6-���� 7-��ģ��
8-ע�������ģ˿��
�Դ��������ƻ��������Ƶ��ܼ�����Ҫ���Զ�������ʱ������ģ����������ת����������о���ͻ�������ע����������˶�������ת�˶���������ר�ŵ������ʹ�������������������о���ͻ�ת����ʹ�ܼ��ѳ���
��ͼ4��ʾΪֱ��ʽע����ϵ��Զ�������ע�������ģʱ��A-A���ȷֿ���ͬʱ��������о1������ע�������ģ˿��8�ĺ������Զ���ת����ʱ�������ܼ����ڶ�ģ��7��ֹת���ò����ƶ�����������ǻ�ڡ���A-A��ֿ�һ�ξ��룬��������о1���ܼ��ڻ������һ��ʱ�������ݶ�4������ģ��5��ʹģ����B-B����ʱ���ܼ�����оһ���뿪��ģ��ǻ��Ȼ���B-B����������Ŀռ�ȡ����
2.6.�Ƴ��������ڶ�ģһ���ע��ģ
.
ͼ5 �Ƴ������ڶ�ģһ��
1-��ģ���� 2-��� 3-��ģ��� 4-������� 5��7-�ݶ� 6-��ģ�� 8-��ģ��
9-���� 10-��ģ�� 11-��ģ���� 12-��о 13-����
һ�㵱ע��ģ��ģ���ܼ�Ӧ���ڶ�ģһ�࣬��ˣ�һ��������Ƴ��������ڶ�ģһ�ࡣ����ʱ�����ܼ�������Ҫ�����״�����ƣ���ģ���ܼ��Խ����ڶ�ģһ�࣬��ʱ��Ӧ�ڶ�ģһ�������Ƴ�������
��ͼ5��ʾ������ˢע��ģ��������Ʒ��������״��Ϊ�˱��ڳ��Ͳ�����ֱ�ӽ��ڣ���ģ���ܼ������ڶ�ģ�ϣ����ڶ�ģһ��������ģ��8����ģʱ�����ڶ�ģһ�������9������ģ��8�����ܼ��Ӷ�ģ�е���о12��ǿ���ѳ���
3.ʵϰ�ܽ�����
ģ�������ۺ��Ժ�ǿ����ҵ���漰����ͳ��е���ִ�CAD���Ƚ��ӹ��豸�������ػ��������и�������������ǣ���ģ����ҵ�̺��ž�ľ�ҵ���ᣬģ�ߵķ�չҲ���������ϡ�����ģ���кܶ�ط��д���չ�����ƣ������ҹ�ģ����ҵ���������ض���Զ��
ͨ��ģ�ߵ�ѧϰ�Լ��˴ε�ʵ�����������˽ģ����������Ӧ���ر�㷺���������������ǵ��������洦�ɼ���������ģ�߾�����ô��ķ����Լ��ӹ�����ô��е�ķ���ѡ������ˣ�ֻ���Լ�ѧ�û��������������ڻ�е�����ҵ��ʵϰ��Ŀ������ҵ���Ұ��ʵϰ���ҽ������ı�ҵ����кܴ�İ�����Ϊ��ҵ����ṩ�˱�Ҫ���زġ�ʵϰ���Ҷ��鱾��ģ�ߵĽṹ��ԭ�������칤�յ�������ʶ�ֵõ���һ�μ��顣
��л���ǵ���ʦ�����ǵ���ȷ������Ҳ��л��˾������һ��ѧϰ�Ļ��ᣬ���г������ҵ�ߣ�����Ҳ�����ǵ�ѧϰ������
�ڶ�ƪ��һ��ʵϰ���桪�����ϳ���ģ�߷���
Ŀ¼
һ��ǰ�ԡ�������������������������������3
����һ���ſ�����������������������������4
2.1һ�����ż�顭������������������������4
2.2��ҵ�Ļ�������������������������������5
2.3�����������������������������������5
����ʵϰ���̼����ݡ���������������������6
3.1��ȫ����������������������������������6
3.2һ�������������˾�����ѹ���䡭����7
3.3һ�������������˾���ŷֹ�˾��������9
3.4һ�������������˾��װ��������������9
3.5���ֳ�������������������������������12
3.6һ�������豸��������������������������13
3.7һ�������ض��죨����������˾��������14
3.8һ���������˾������ֹ�˾����������14
3.9��ɫ���쳧����������������������������15
3.10һ��ģ����������˾����������������16
�ġ����������������������������������18
һ��ǰ��
����ʵϰ�Ǵ�ѧ������Ϊ��Ҫ�ѵõ�ʵ���Կγ̣��Ǵ�ѧ����ĵڶ����ã���֪ʶ���ºͷ�չ��ԴȪ���Ǽ����������Խ�ʯ��Ҳ�Ǵ�ѧ�������ɳ�����Ч;����һ���˵�֪ʶ������ֻ����ʵ���в��ܷ������á���ѧ��Ҫ����ʵ��������ѧ������֪ʶ��ʵ��������һ����ʵ���м���ѧϰ�������ܽᣬ�����ƣ��������£�����ʵ��������Լ���֪ʶ���������ǻ۵������ںϳɵ��ۺ�����������Ϊ�Լ�������û�����
����ʵϰ��������ѧУ�ڼ�������ϵʵ�ʣ�����ʵ��֪ʶ����Ҫ�ֶκͷ���֮һ��ͨ��ѧϰ��ʹ������ѧУ��ѧ��������֪ʶ������ʵ�����ϣ��ۺ�������ѧ��֪ʶ�������ʵ�������������⡣
Ϊ�����ջ�������֪ʶ���̺����רҵ֪ʶ���������ǵĹ���ʵ��������9����Ѯ������ѧУ��֯����ʦ��������������һ�����Ž���Ϊ�����ܵ�ʵϰ����ʵϰ�ڼ䣬ͨ��������Ա�����������ǵĽ��⣬������ѧϰ���Ǻõ��������顣ͨ��ʵϰ���ǿ��Խ���뱾רҵ��ص�ʵ�ʹ�������ǿ��ʶ����ʵϰ�����У��һ��������֪ʶ��������������һ����ʶ�����������Ұ�����������������а�����
�����ſ�
2.1һ�����ż��
�й���һ�������Ź�˾��ơ��й�һ������һ�������ܲ�λ�ڼ���ʡ�����У�ǰ���ǵ�һ�������쳧��ë����ϯ��д������һ��1953�����˽���1956�꽨�ɲ�Ͷ������������й���һ������ƿ�����1958����������й���һ��������С�γ��͵�һ�������Ƹ��γ���һ���Ľ��ɣ��������й�������ҵ�µ���ʷ��������ʮ����ķ�չ��һ���Ѿ���Ϊ��������������ҵ����֮һ��
һ����������ķ�չ���裬�������ԡ�����һ������ҵ�������Ρ���������͡�ѧϰ�����¡���������ǿ����ҵ����Ϊ���ĵ���ҵ�Ļ���������������Ӧ�г�����������ִ���ҵ�ƶȡ����γ��˶��������������ϡ����ϵ��������أ��γ��˲��ֺ���������ȫ����������Ŀ���ʽ��չ��֡����첢�����˿������γ������ͳ��Ϳͳ����¹������γ��˽�Ϊ�Ƚ�������������ء������з�����ҵ���ľ������������������γ��˿������γ������ͳ����ͳ���Ʒ�֡���ϵ�еIJ�Ʒ��֡�ӵ�н�š����졢���ڡ�����������Ʒ�ƺʹ��ڡ��µϡ�������Դ�Ⱥ��ʺ���Ʒ�ơ�
����δ����һ������ˡ�����û���һ������Ա����ֵ�����Ϲɶ����棬�ٽ�����г��Ŭ��������й��ʾ������ġ�����һ����ʵ��һ������гһ����������ҵԸ���ͷܶ�Ŀ�ꡣһ���������Լ����е������黳������ͼǿ���������ϣ�Ϊ�ƶ�������ҵ�ֺ��ֿ췢չ��Ϊʵ���ˡ���������г��չ�����µĸ���Ĺ��ס�
2.2��ҵ�Ļ�
1.��ҵ��ʶ
��ʶ��ȡ��һ�����С�һ����Ϊ����Ԫ�أ�����ϡ��ݱ䣬���ɡ���ӥ���Ӿ�����
һ�����������ա�չ�᰿�衣
2.��ҵ����
��ҵ����ѧϰ ���� ���� ��ǿ
3.��Ӫ����
��Ӫ����û���һ
4.������ѧ
������ѧ��ʨ������������
5.����˼��
����˼�룺��ס��į���ӡ�0���͡�1��������Ӯ��Ӯ��
6.��ҵ����
��ҵ���룺���й�ÿ����ͥ��ӵ���Լ���������
2.3��������
����һ
��һ����ʸ־���Ƶļᶨ�������һ������Ҫ�������ֵ�ͷ�������һ��ǿ���ǻ���ʶ��������ʶ��ǰ���з������⡢�������⡢������⣬�ü�����ǿ������Ϳ�ѧ��ʵ�Ĵ�ʩ��������չ�����ĵ�һ������ת�䷢չ��ʽ����ѧ��Ӫ����ǿ�����ĵ�һ������������Ч�棬��������ʡ������벿������������ϵ����ҵ��Ա����������Э�����ɳ�����չ��ȫ�ŵ�һ��
����ҵ
��һ������ǿ��Ϣ����������ҵ������Ҫ���ﴴҵ�����д�ҵƷ������ͬ��ֵƽ̨�������Դ��´���Ϊ����˲�������������Ʒ��Ϊ�ص�IJ�Ʒ�滮��������ϵ����Ϊ֧�ŵ��з�����������������ȫ������������Ϊ���е�Ӫ�������������֤��������ϵ��Ч��תΪĿ�����ҵ�ܿ���������ǿ����������ҵ��ʵ�ֵ��Ĵδ�ҵ��
������
��һ�������������ij����黳�������Σ�����Ҫ����������չ�����Ρ���ظ�λְ�������������ε������������Ѹ������Ҽ�ֵ��ʵ����һ���ķ�չ������ϵ��һ���Է�չ׳���й�������ҵΪ���Σ�����������������ҵ�е���ͷ�����ƶ������ֺ��ֿ췢չ�������ʣ��ڴٽ��ˡ���������г��չ�ж�ס�
����ʵϰ���̼�����
3.1��ȫ����
1.���������ʵϰ֤��
2.�������ȫñ
3.�����ֳ��������߸�Ь����Ь��
4��ֹ�ᶯ���
5.��ֹ�ڳ��ڴ���
6.�����Ͻ�����
7.Ь��ϵ��
8.�۲찲ȫ��ʾ����ɫ��ʾ��ֹ��ֹͣ
��ɫ��ʾע�⡢����
��ɫ��ʾָ���������
��ɫ��ʾͨ�С���ȫ����ʾ��Ϣ
9.���岻�ʣ����볧
10.�������⣬��ʱ����
����Ҫ�����IJ��˺������˺��Լ������˺����ˡ����������˺����������˲����˺�
3.2һ�������������˾�����ѹ����
һ�������������˾���������峵����רҵ��ѹ������λ��
���伯��ѹ���ձ��ƣ�ģ����ơ����졢�������豸��װ��ά�ȼ�������֧��Ϊһ����ۺ��Գ�ѹ������λӵ�и����ѹ�豸���������Ϻ�0.6����~12��������С�С���ڡ���������ѹ�������������������������������
��ѹ�ֳ���
��ѹ�����������ʸߡ���Ʒһ���Ժá������ɱ��͡����������ʸߡ��ܳ��θ���������ʺϴ������������ŵ㣬�ڵ��������ҵ�У�ģ���������ҵ�Ѿ���Ϊһ�����˵ij�����ҵ��
��ѹ���������£����ð�װ��ѹ�����ϵ�ģ�߶Ա������ʩ��һ����ѹ����ʹ֮������������Ա��Σ��Ӷ��������Ҫ��״�ͳߴ�������һ�ּӹ�������
��ѹ��������Ҫ�أ������ij�ѹ���ա��Ƚ���ģ�ߡ���Ч�ij�ѹ�豸
��ѹ�ӹ����ص㣺
��1�������ʸߡ����������ٳ崲ÿ���ӿ��������ټ�����ǧ����
��2��һ��������������ӹ�����Լԭ�ϡ���ʡ��Դ��
��3����ѹ���ijߴ繫���ɳ�ģ����֤����Ʒ�ߴ��ȶ��������Ժá���һģһ����
��4����ѹ��Ʒ�ڱ������ᡢ�նȺã����Լӹ���״���ӵ�С���ӱ������������������Ǽ��ȡ�
�����ԣ����ڳ�ģ�����ǵ���С�������������ȸߣ��Ǽ����ܼ��Ͳ�Ʒ������ɱ��ߡ���ˣ���ѹ����ֻ��Ӧ������������
���ѹ�ӹ����������������״���ߴ硢����Ҫ������������ԭ�������ܵȸ�����ͬ����������������õ����ѹ���շ���Ҳ�Ƕ��ֶ���������������Ϊ�����࣬�����빤��ͳ��ι����빤���Ŀ�ģ����ڳ�ѹ������ʹ��ѹ���������һ��������������룬ͬʱ����ѹ����������������ҲҪ����һ����Ҫ���ι����Ŀ�ģ���ʹ��ѹë���ڲ��ƻ��������·������Ա��Σ���Ϊ��Ҫ��ij�Ʒ��״��ͬʱҲ�ﵽ�ߴ羫�ȷ����Ҫ��
��ʵ�������У�������������ʱ������������Ϲ������������ϵĵ����������һ�������ɸ��ϡ�����������-��������Ϲ���
3.3һ�������������˾���ŷֹ�˾
���ų������ػ���Ϊ��������ͨ�����ܺͳ������������˰�װ�������֡��书���Ǵ��ݳ����복��֮�����������������Ҫ������ǰ�š����š��ſǡ����̡����ܵ������ߡ�
���ų��䣺ǰ��װ���� ����װ���� ǰ���ʼ� �����ʼ�
ǰ�������ߣ�
��1����ϳ�������桪�����ϳ����
��2����ϳ�������棬��ס�����ʽ�ӹ����ģ�
��3����ϳȭ�������桪����ʽϳ����
��4���ꡢ�����������ס�����ʽ�ӹ����ģ�
��5������������������ϳ����
��6����ȭ���϶��桪��ҡ���괲��
��7����������ס�����ʽ�괲��
��8���������ߡ�
����װ���ߣ�װ���ƶ�������װ����챡���װ���ƶ��ġ���װ����ᡪ��װ���ƶ���
�ſdz��䣺������̼�� ˫����̼�� ǿ������� ��������� ��T-240������ T-240������
���ܳ��䣺Ϳװװ���� ����װ����
3.4һ�������������˾��װ��
һ����ſ�������װ�����װ����Ŀǰ���ҹ�ͬ��ҵ���Ƚ����ִ������������ߣ���������������12��������Ҫ��Ʒ�����J6�����ؿ����Ѵﵽ�����Ƚ�ˮƽ��

��������ʦ���Ľ��⣬���ǿ����˽
��ߣ����������ϳ�
����⣺�����߿ڹ�λ������100%�ߴ���
���������������ǽ�����һ����������ܼ�������Ӵ���ͨ�����������Ӵ����ۻ�������һ��ѹ����ɺ��ӵķ�������Ҫ����������Դ�ͺ�ǹ���.
�绡�������Ļ���ԭ�����ڴ��������빤������ȼ�绡���������빤�������ȵ������¶�ʱ�������������£��������빤���ϵĺ����۳��γɺ��ӽ�ͷ�����ݺ��ӹ��������ú��ӵ�Դ�IJ�ͬ����ͳ�绡���������Է�Ϊ��ͨ�绡�������͵��ݴ��ܵ绡���������ֻ�������
��Ҫ�ĺ��������ҵ㺸����������̼�������̶��㺸����һ�廯�����������������Ӻ����ȡ�
���ҵ㺸�������ҵ㺸�������ӱ�ѹ������ǯ��ͨˮ��������װ���һ�塣���ҵ㺸�����������ƥ��ʹ�á��ɺ���̼�ֱ��塢�Ʋ㱡�塢����ֱ��塢���ӡ�
J6��װ�������̣�
J6��װ������Ҫ�ʼ칤λ��������ǰ��֧�� ���� �к��ŷ����øˡ�Ť�ر�֤������ ǰ��M24��˨ ���� �½��� ���� ת���װ�䡾Ť�ر�֤�� ת�������� ���� ���ͼ�ע ���� ���������� ���� ������װ�� ���� ��ʻ�Һ������� ���� ���������ߡ���·��˳������ ˮ�估������ ���� �������ߡ�����˳���� װ���ʻ�ҡ���ȫ�۲졿���� �յ���·���ӡ�Ť�ر�֤�� ���� ת�������ӡ�Ť�ر�֤�� ���� �����ͼ�ע�������������� װ����̥�ܳ� ���� ������֧�Ž��� ���� �������� ���� ���ո�װ�䡾����ȷ�������� ���������ߡ���·��˳������ �������������ӡ�Ť�ء�����˳�� �к����ͼ�ע����ע�������� �յ���·���ӵ㡾��©���顿���� ȼ�ͳ���� ���� ����������ת�� ���� ���顢��ӡ������ ���� �����ŷ� ���� ���ٲ��ݻ������� ���� ��������⡾EOL��⡿
��������ߣ����裺����¼ �ٶȱ���� ����λ�� ת��� ǰ�յƲ��� �ƶ�������� β���ŷż�� Ŀ�ӡ��������
��װ����
��Ҫ�����ߣ������� �ҳ��ź�װ�� ��Χ��װ�� ���Χ��װ�� ���ź�װ�� ������
���ӣ��DZ��������IJ��ʣ�ͨ�����Ȼ��ѹ�������߲��ã������û�������ϣ�ʹ�����IJ��ʴﵽ��ԭ�Ӽ�Ľ��Ͷ��γ����������ӵĹ��չ��̡�
�������ӵ���Ҫ�������ۺ���ѹ����ǥ����
���죺����ʱ�γɵ�����������������Ľӷ졣
3.5���ֳ�
��Ҫ��Ʒ��5DC/15��������� 5��DC���� 5��FB����
��Ҫ���գ���ѹ����ѹ�����ӣ�����Ժ���������̼���屣������
����������
�������������̣�
A�ߣ������������С�����Բ�����Ժ���������������ѹ���졪�����С�����Բ�������ڡ���һ�ι��͡������ι��͡������ι��͡������ž�����ȥë�̣��������ߡ��������Լ�⡪�������ſס��������ſס���ȫ���������
B�ߣ�����챣����ϡ����������졪�������ӡ������͡����ޱߡ������߳�ס������ס�����ѹë�̡�����������ȫ���������
�ϳ��ߣ���ϴ������ɡ���ѹ�䡪�����ӡ���������⡪����ƽ����ѹ����⡪��ȫ���������
�������������������ɵģ����������漰��������Ժ�����������漰���������Ͷ�����̼���屣��������������챺ϳ��漰���˶�����̼���屣����������
3.6һ�������豸��
��Ҫ��Ʒ���������ģ�ߡ�ѹ��ģ�ߡ���ģ�ȡ�
�ڸó��ϰ�Ĺ���ʦ�������ǽ��Σ�ģ�߰��ֲĿɷ�Ϊ��ɫ����ɫģ�ߡ�
��ɫ�������������������ɶ�
��ɫ����һ������ѹ��ģ�ߡ�ͭ��п��þ����
���Ͻ�ѹ����ƣ���ά������ģ�����߸���
��ģ�ߺ���Ԫ��a.����ģ��b.����ģ��c.����
����Χ������a.ģ��ģ��ģ��b.��飺������Ϊ֧��ģ�������д����ã���c.�Ƴ����֣��ɷ�Ϊ�ư塢�ư�̶��塢d.��ģ����
���DZ����ǿ�������ʦ����������������ģ��

3.7һ�������ض��죨����������˾
��Ҫ�豸�������豸��125000KN��ѹ�� �ȴ����豸�������
�����豸��У������������������ŷ�̽�˻���Ӳ�ȼ�
��Ҫ��Ʒ��ǰ���š����ᡢǰ�������˵�
�������̣�


 ����42GrMo Ԥ��150~200��
����42GrMo Ԥ��150~200��
����1250~1290�� ����>=1000��

���죺��һ�����ö�ѹ��е�Խ�������ʩ��ѹ����ʹ��������Ա����Ի�þ���һ����е���ܡ�һ����״�ͳߴ�ͼ��ļӹ���������ѹ��������ɲ���֮һ��ͨ������������������ұ�������в�������̬���ɵ�ȱ�ݣ��Ż�����֯�ṹ�����������������ߡ�
�ͼ��������¶ȿɷ�Ϊ���ȶ͡��¶ͺ���͡��������ƶ���ʽ�ɷ�Ϊ�����ɶ͡��ش֡���ѹ��ģ�͡���ʽģ�͡���ʽ�ض�
3.8һ���������˾������ֹ�˾
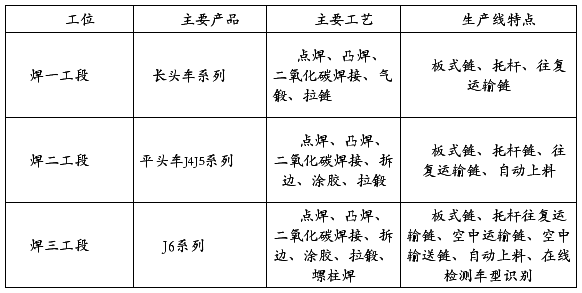
�ù�˾��������6��7��8��9��10��11��12��λ�ı����䣬��ҪΪһ�������Ϳ����Ϳͳ��з����ṩ�����䡣

������ԭ�����ֶ���������Ҫ�г��ֺ�����ɣ�ͨ����ͬ�ij�����ϲ������ٱ�أ����Զ�����������Һ����Ť�������dz��ֺ�Һѹ����ϵͳ��ɣ�ͨ��Һ�������ݺͳ�����ϵķ�ʽ���ﵽ���ٱ�ء�
���壺�ǻ������Ļ���������������������е��й�������ӳ�һ�����壬�Ա�����ȷ���λ�ã��˴���Э�����˶���
������װ���ܳɹ�����桪���ϸˡ�����ǣ��������һ�ἰ����ܳɡ�����һ��и��ܳɡ����м����ܳɡ������ٳ��֡���������ڶ����ܳɡ����ڶ���Ե�ܳɡ����������ϸ��ܳɡ��������䶥���ܳɡ���������к�����������Ӷ����֡������-�����䡪����һ�ᡪ����һ�����С����м���-�����䡪���������-�м��ᡪ���ڶ��ᡪ����Ե�����ϸǡ�������
���ּӹ����գ���1������������2������3�����ӹ���4��������ݣ�5����ݣ�6���ȴ�����7��ĥ�ӹ���8������
�������ܳ�װ�����켼��������ѹװ������ʽ����С��������װ�似���������Զ�š������˨ԤͿ�����������Զ�Ϳ����ƽ���Զ�Ϳ�����Զ�������ѡ���ܷ���й©���ԡ��ۺ����������ܳ���������
3.9��ɫ���쳧
ʧ������һ����ͭ�Ƚ�������ľ������췽���������ǣ��÷�������������ģ�ͣ����ñ���ͻ���������о�ͷ���ⷶ�����Ⱥ濾����ģȫ���ۻ���ʧ��ʹ��������ģ�ͱ�ɿտǡ������ڽ�����Һ�����������
��Ҫ�����IJ�Ʒ�������������ᣬѹ������þ�Ͻ�ķ����̺ͷ������ĸǡ�
�ó���������䣺���쳵�䡢��������ͻ��ӹ����䡣
���쳵�䣺��ģ
�������䣺��ɰ���ȴ���
���ӹ����䣺���ӹ�
������Ҫ��������о���ۻ�����ע��
ɰо��Ϊ��о����о����о����������м��ȡ���о����������в����ȡ���¯ʹ�õ���ˮú��������������������ʣ��ټ���˿�����ʴ�����ϸ�����������õ���ˮ��������¯�����ע��
��Ҫ��ȱ����ˮ����о��ë�ߡ�ɰоȱ���ͻ����
3.10һ��ģ����������˾
����ģ�߹�˾����ʦ�ֽ��Σ����Ǹе������С��������ǽ���������Ƽо�ģ�ߡ�����������ģ���ޱ�ģ������ģ��бШ�ȡ�
����ģ������ģ����ѹ���������£�ͨ��ģ��ѹ��Ȧ����ģ����������ʹƽ��״���Ͼ������Ա��λ���ȶ��Ŀռ���״��һ�ֹ���װ��������ģ�����ࣺ����ʹ���豸�IJ�ͬ������ģ�ɷ�Ϊ��������ģ��˫������ģ����������ģ����������ģ�����û����������������ѹ�ϣ���ģ�Ͱ�ģ���г��Ρ����ص��ǽṹ�ϼ�ģ�߰�װ�Ϸ��㡣˫������ģ��˫������ģ�����û����⻬�����ѹ�ϣ���ģ�Ͱ�ģ���г��Ρ����ص����Ľǵ�ѹ�����ɷֱ��������ģ�߰�װ�������Ϸ�ʱ�䣬�ֲ��ý��١�
�ޱ�ģ���ޱ�ģ�ɷ�Ϊ��ֱ�ޱ�ģ��бШ�ޱ�ģ�ʹ�ֱбШ�ޱ�ģ����ֱ�ޱ�ģ���ޱ߷�����ѹ���������˶�����һ�£��Ǹ��Ǽ��ޱ�ģ��õ���ʽ��Ӧ�������á�бШ�ޱ�ģ���ޱ������ˮƽ����б�����˶�����һ��ѹ���������˶�����ת����п�������ޱ߷����˶���бШ���������Խṹ�ϸ��ӡ���ֱбШ�ޱ�ģ��һЩ�ޱ��������ֱ�����˶�����һЩ�ޱ������ˮƽ����б�����˶������ޱ�ģ����ͬһģ������Ҫ��ֱ�ޱߺ�бШ�ޱߵ������ģ�߽ṹ���ӡ�
����ģ�����ݷ���ģ�߰���ģ���˶��������ص㣬����ģ��Ҫ�����¼��ࣺ
1. ��ֱ����ģ��ģ��ģ����ֱ�����˶����ṹ��
2. ��ģ����������ˮƽ����б�����˶���бШ����ģ�����ߺ��Ƽ��ܹ�ȡ�������ģ������ġ�
3. ��ģ�ԳƵ�����������ˮƽ����б�����˶���бШ����ģ�����ߺ��Ƽ��ܹ�ȡ����
4. ��ģ�ԳƵ�����������ˮƽ����б�����˶���бШ����ģ�����ߺ��Ƽ�����ģ�ϣ���ȡ�������뽫ģ���ɻ�ɷֵģ�����ʱ��ģ���ųɷ�����״�������ģ�ṹ�Ƚϸ��ӡ�
5. ��ģ�������������ˮƽ����б�����˶���бШ����ģ�����ߺ��Ƽ�����ģ�ϣ���ȡ�������뽫ģ���ɻ�ɷֵģ�����ʱ��ģ���ųɷ�����״�������ģ�ṹ�����ӡ�
6. ���Ǽ����ڷ�����ⷭ�ߵ�бШ����ģ�����ߺ��Ƽ�����ģ�ϣ���ȡ�������뽫ģ���ɻ�ɷֵģ�����ʱ��С�ɷ�����״�������߰�ģ���������ⷭ�ߵġ����෭��ģ����ӵġ�
бШ��������ѹ�ӹ�һ��Ϊ��ֱ�������������ģ����ֱ������˶�����ɼӹ������������Ƽ��ļӹ����������ˮƽ����б����ʱ������Ҫ����ͨ��бШ�����ѻ���Ĵ�ֱ�˶��ı��ģ�߹������ֵ�ˮƽ�������б������˶���бШģ�����������Ǽ���ѹ�����У�бШģ�������ޱߡ����ߡ��пڡ���������ȹ��ա�
бШ������ɣ�бШ��������бШ���顢��ĥ�塢��λ����ȡ�
���бШʱ���豸��ѹ����ģ�ߵ�ǿ�Ⱥնȡ�бШ������λ�������ȵ�ȷ������������бШ��������������Ϊ������бШ������ɼӹ���������ļӹ�ѹ������Ҫ������ѹ����ж��������λ�����ĵ������ȡ���ν��ѹ����ָ��ɳ�ѹ�ӹ�����Ĺ������������������������������ȡ�ж������ָ����ж�ϰ��ж������ĵ�Č�����ȡ���бШ���鸴λ�����ĵ�������ָ��λ���ɺ�����λ��Ƥ�ȵ�ѹ��������˼ӹ����Ǹ��ݼӹ����յ�Ҫ����ṹȷ���ģ���бШ������Ƽ�ѡ���豸�ȵ���Ҫ���ݡ�
����רҵ�����ԱΪ���ǽ���ù�˾������������Ҫ�Ƕ�ģ�ߵ���Ƽ����졣���о�����Ƶ�Ϊ��װ�о���ơ�
���������������Ǻ�װ��Ϳװ����װ��
��װ�Ǻ��ӹ���װ���ļ�ơ����Ǻ��ӽṹ������װ��ͺ��ӹ�����������븨�����õļоߡ���еװ�û��豸���ܳơ����ӹ�װ�����������һ���dz�����Ʒ��
��ƺ��ӹ�װ�߱���֪ʶ��
1.��еԭ������е������֪ʶ��
2.���Ӽ����Ļ���֪ʶ��ָ�㺸�Ĺ����ص�ͺ���������һ�㳣ʶ��
3.��װ�о���ƵĻ���֪ʶ��ָ��������ڼо��еĻ���֪ʶ��
�׳��������ڶ�����������������ѹ������Ӷ��ɵ�δ��Ϳװ���������������ܳɡ�
��ģ�����������ܳ���ά���͵�����ģ�ͣ�������������ơ��������Ҫ���ݣ�Ҳ��ģ�ߡ�������Ƶ�ԭʼ���ݡ�
���Ӽоߣ����������ܳ����������ڶ�λ���н���������Ļ�еװ�á�
�о���ɣ�
1.��λװ�ã���λ������λ�棩����֤��������л����Եĺϸ��Ʒ�Ĺؼ����֡�
2.�н�װ�ã�һ���ɼн�Ԫ�����м������������Դ������ɡ�
3.����װ�ã�����λ���н������Ԫ����װ�á��磺װ�乤����ʧ��װ�á�����װ�á���λװ�á�����װ�á���Եװ�á��ƶ�װ�õȺ�ˮ��������·����Һ����Ԫ����
4.�о��壺�Ǻ��ӼоߵĻ������֡�
�о߰������ݣ���Ʒ��ģ����λ�н�����������̨����·������ASP���亸ǯ�ȡ�
��װ��Ƴ���Ľ���Ҫ���ĸ���
1.��װ��Ŀǰ�ڹ��չ滮��������װ�ʡ���װ�о����幤��ƽ�沼�á���װ�ߵ���ʽ����λ��������װ�о߷���ʽ�������������װ��Ŀ����Э��ȷ���ȹ�����
2.��װ��Ŀ�ľ���ṹ��ƣ�
3.��װ��Ŀ���ڻ����˶����桢�������ģ�⡢�˻�����ģ����棻
4.���ͺ�װ��Ŀ�����ֻ��������潨����
��װ��Ʒ��������ʽ���Ϊ��ѡ�����������Ӽоߺͺ��ӹ����о�����������������������ġ��淶���ġ����й���ʹ�ù��ܵ��㲿�����磺��λ�������о߲���������̨������̨֧�����缫���缫�۵ȡ�
���ʽ��Ƶ��ص㣺
1.�����������Ч�ʣ�
2.��������������
3.���������������
4.�������������ڣ�
5.���ڵ�����
6.����ʵ�ã�
7.�����ڲ�������ƵĿ�����Ӧ�ã�
8.����������˲ŵ�������
������ƻ���ԭ��
1.ģ�����ķ������飬
2.��֤��Ʒ����״�ͳߴ羫�ȷ���ͼֽ�ͼ�������Ҫ��
3.���Ӽо�Ӧ��֤���㹻�ĺ��ӿռ�ͽϺõĺ��ӿɼ��ԣ�
4.��Ʒ�ĵ�����������ȡ���ص㣬
5.���ܳɡ��ܳɻ�ͳһ��
6.�����Ķ�λ�н��㣬
7.�ɵ������ԣ�
8.�оߵĻ���-������
9.���Ӽо���Ƶ�ģ�黯��������
���⣬���ǻ�ȥ�ι�ģ�߳������س��䡢װ����Գ��䣬������ģ�ߵ��������̡�
�ġ�������
Ϊ�����ܵ�ʵϰ�����ˣ�����ʦ�Ĵ����£����Dzι���һ����Ź�˾���ŷֹ�˾�����峵�䡢���ֳ������쳧��������ֹ�˾����ɫ���쳧��ģ�߹�˾�ȡ���ѧУѧϰ����֪ʶ���������������ܹ��õ�ʵ�ʾ��顣�߽�����������������ߣ����ǿ����˽�һЩ��������������ơ����졢�ӹ�������ʵϰ���̽�����ϸ�ıʼǼ�¼�������˲���רҵ֪ʶ��
��һ����ʵϰ�ڼ䣬�Ҹ��ܵ��ҹ�����ҵ���չ�����ơ�����ǰ���ϣ��ҿ����Զ��������������еĸ�Ч�����ʡ��߲�����Ҳ�˽����Щ�Զ��������豸�д�������Թ�����ڵġ��Ҿ�����ʲôʱ���й�Ҳ�����Լ���������������豸���⣬���Ҳ�ÿ����Dz��Ϸܶ�Ŭ�������Ƽ�������ѧ�����ģ�ϣ���Լ������ÿ���ʱ�䣬ѧϰ�������רҵ֪ʶ��
��������л�����ʦ�����Ľ���ʦ����ʦ���������ˣ�лл����������ǣ������ǽ�����ô��֪ʶ��