电仪高级工个人总结
第二篇:高级工总结

高级工实训总结报告
时间飞快,转眼为期半个月的高级工实训就结束了,通过理论和实际操作的学习,最后
在通过了考试。
通过此次培训我学会了氩弧焊、气保焊和一部分机器人焊接的操作,并对焊工缺陷进行
一段时间的学习。分别用氩弧焊和气保焊练习l立焊、平焊、仰焊的一些焊接,虽然技术和手法都没有达到成熟,但是在今后的操作和工作中可以帮助我更好的解释几种焊接方法。
1.CO2气保焊的单面焊双面成型
1.1二氧化碳气体保护焊的特点
二氧化碳气体保护焊是用二氧化碳作为保护气体,依靠焊丝与焊件之间产生的电弧来熔
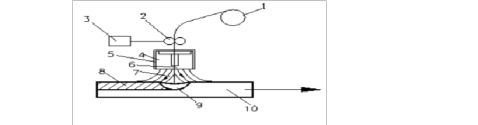
化金属的一种气体保护焊方法。二氧化碳气体保护焊的焊接过程如图1-1 所示。
图1-1 二氧化碳气体保护焊的焊接过程示意图
1-焊丝盘 2-送丝轮 3-送丝机 4-喷嘴 5-导电嘴 6-焊丝 7-保护气体 8-焊缝
9-熔池 10-焊件
二氧化碳气体保护焊具有如下优点
(1)采用明弧焊接 明弧焊接熔池可见度好,便于观察,操作方便。
(2)适用范围广 焊丝直径小,可使用小焊接参数焊接,即可全位置焊接,也可以单
面焊双面成形。
(3)焊后变形小 由于电弧热量集中,熔池体积小,热影响区窄,焊缝塑性好,焊件
焊后变形小。
(4)焊接成本低 二氧化碳气体来源广、价格低,而且消耗的焊接电能少,所以成
本低。
(5)生产效率高 二氧化碳气体保护焊的焊接电流密度大,使熔深增大,减少了焊接
层数。因其焊后没有焊渣,多层焊时可不必中间清渣。单面焊双面成形可以窄间隙连续焊接,因此提高了焊接生产率。
(6)抗锈能力强 二氧化碳气体保护焊对铁锈的敏感性不大,因此焊缝中不易产 4 生气孔。而且焊缝含氢量低,抗裂性能好。
1.2 CO2气体保护焊焊接参数的要求
CO2气体保护焊单面焊双面成形一般采用细直径焊丝、短路过渡的形式焊接。正确地选
择焊接参数,是获得良好正面和背面焊缝成形的先决条件。CO2气体保护焊的焊接参数主要包括:焊丝直径、焊接电流、电弧电压、焊接速度、焊丝伸出长度及气体流量等。
1)、焊丝直径的选择 焊丝直径是影响单面焊双面成形的重要因素。
焊丝直径的选择通
常是以焊件厚度、焊接位置及生产率的要求为依据的。对于要求采用单面焊双面成形及厚度小于6mm的焊件和全位置焊接的韩风,一般要求采用细直径焊丝,焊丝直径在0.5~1.2mm之间。
2)、焊接电流的选择 焊接电流是进行CO2气体保护焊单面焊双面成形的重要焊接参数。焊接电流的大小取决于焊件的厚度 坡口形式、焊丝直径及熔滴过渡形式等因素。 一定的焊丝直径,所允许的焊接电流范围很大。焊丝直径不同时,其焊接电流选择的范围亦不相同。小于250A的焊接电流,主要用于直径为0.5~1.2mm的焊丝进行短路过渡的焊接。该规范选择适当,飞溅极小,特别有利于实现单面焊双面成形焊缝成形美观。当焊接电流高于250A时,无论采用哪种直径的焊丝,都很难实现短路过渡焊接。
3)、电弧电压的选择 电弧电压是影响焊接质量的重要焊接参数,它不但影响焊接过程的稳定性,而且对焊缝的成形、飞溅、焊接缺陷、短路过渡频率及焊缝力学性能都有很大影响。对单面焊双面成形来说,要获得稳定的焊接过程和良好的焊缝成形,要求电弧电压和焊接电流有良好的配合。
1.3 操作技巧
1.3.1焊接姿势和握枪要领
二氧化碳气体保护焊由于焊枪结构较为复杂,因此操作起来不如焊条电弧焊那样方便自如。选择正确的焊接姿势和握枪要领直接关系到焊接质量的好坏,其操作要领如下:
(1)身体和焊件的位置要合适,以方便焊接;
(2)焊枪软管应舒展,以免影响送丝速度均匀;
(3)焊枪可移动范围要大,焊接过程中可以很好地观察焊枪角度、熔池情况;
(4)立焊、仰焊位置时,焊枪不宜发生摆动,且焊枪上的把线不应拖坠焊枪向前移动。
1.3.2引弧与熄弧
在CO2气体保护焊中,引弧与熄弧比较频繁,操作不当易产生焊缝缺陷,如引弧处 熔深浅,熄弧处凹陷严重,甚至产生弧坑裂纹等。
(1)短路引弧 引弧前焊丝端头与焊件应保持2—3mm的距离,然后开启焊枪上的手动开关,焊接电弧即在焊丝与焊件之间被引燃,引弧后应尽量将电弧压低并作适当的横向摆动,以防焊缝中心金属堆积过高而使焊缝两侧产生未熔合现象。
(2)焊缝端头引弧 需在焊缝端头引弧的焊件(如单面焊双面成形的板状工艺试件)应在距离焊缝端头4—5mm处引弧,然后稳步移向端头,待基本金属熔化后,再以正常速度沿焊缝方向移动。
(3)收弧 当焊接电源没有衰减电流装置时,焊枪应在弧坑处停留一下,并在熔池尚未凝固前,间断短路2—3次,使熔滴填满弧坑。当焊接电源设有衰减装置时,应使用衰减电流,将弧坑填满,然后熄弧。
2钨极氩弧焊
钨极氩弧焊时常被称为TIG焊,是一种在非消耗性电极和工作物之间产生热量的电弧焊接方式;电极棒、溶池、电弧和工作物临近受热区域都是由气体状态的保护隔绝大气混入,此保护是由气体或混合气体流供应,通常是惰性气体,必须是能提供全保护,因为甚至很微量的空气混入也会污染焊道。
2.1操作要领
1) 起弧 通常使用“起弧”的方法是引起电子发射和气体离子化开始的方式;可经由能化的电极棒接触工作物且快速抽回到其所需的电弧长度,或使用导弧,或使用在电极棒和工作物之间产生高频火花的辅助装置引弧,而得到此放射和离子的能量;电极棒从工作物上做机械式的抽回方式只能用于直流电焊机的机械化的焊接,然而,导弧起动方式,可用于手
操作和机械化焊接,但是也只限于直流电焊机,高频火花起弧方式可应用于交流或直流电焊机的手操作焊接,许多电焊机都有产生高频火花的装置作起弧和稳定电弧。
2) 电弧长度 在许多的全自动钨极氩弧焊接应用中,使用的电弧长度约等于3/2倍的电极棒直径,但可依特定的应用而变化,也可依焊工所喜用的选择而定,然而,电弧长度越长,扩散到周围大气中的热量越高,而且,长的电弧通常会妨碍(至某一程度)焊接的稳定进行,有一例外是在管路中之“插承接头”,以官轴在垂直位置的焊接中,长的电弧可比短的电弧产生较平滑外形的填角焊接。
3) 手工和自动的操作
在手工的和全自动的钨极氩弧焊之间有一个区别,即是:手工焊接是以“焊工”做之,全自动焊接是以“操作者”做之;例如脚踏控制焊接电流和转换开关的手工焊接的改良方式都是趋向自动焊接的初步发展;使用持握和带动焊枪以定速或按照计划的速度移动,且能自动调整电弧电压(电弧长度),自动开关和停止之设备,既构成全自动焊接。
4) 焊工技术
操作人员的选择和训练主要是取决于使用的设备之“自动程度”,因为钨极氩弧焊是最经常使用于接合金属片的配件,且因为在其应用中,焊工能很容易的处理相当轻小的组成件,故而焊工经常需花费其部分的时间作清洁,组合装置固定和虚焊等操作处理,而且除了需要高度的手工技巧,耐心的训练以得到良好品质的焊道以外,有时焊工具有机械的技术,将要焊的组合件作适当的组合和装置固定。
5) 焊接电流
在任何焊接操作的控制中“电流”是最重要的操作条件,因为其与渗透的深度,焊接速度,焊着速度和焊道的品质皆有关;基本上,有三种焊接电流可供选择:(a)直流正极性,(b)直流反极性(c)交流(d)。
为钨极氩弧焊使用最广泛的电流型式,几乎所有的一般可焊接之金属和合金中都能产生良好的焊道;在以dcsp(直流正极性)的焊接中,电极棒是负极,工作物金属是正极,因此电子流是由电极棒流向工作物金属。因为在所有直流电弧中70%的热量是在电弧的正极或阳极端部产生,对于给予尺寸的 电极棒,可承受正极性电流较多,而可承受的反极性电流较少,相同的,如果对于特定尺寸的电极棒,需要有最热的电弧时,dcsp是必须使用的电流型式。
正极性直流电流可产生深的窄的焊道,且“渗透”优于其他两种电流所提供的,然而窄的焊道和较深的渗透使在此dcsp焊接薄金属物时引起困难;与dcrp 或ac不同的是:dcsp不能除移铝、镁或铍铜上的表面氧化物,但是铝若以dcsp焊接,需使用特殊化的焊接方式加上焊接前之机械的或化学的清洁
使用dcsp焊接比高频稳定化交流电弧焊接时需要教多的技术,主要是因为dcsp在引弧时没有高频导引放电,因此可在标准的机器上加上特别的装置而将高频电流附加于dcsp上。 3安全防护措施
1)、通风措施 氩弧焊工作现场要有良好的通风装置,以排出有害气体及烟尘。除厂房通风外,可在焊接工作量大,焊机集中的地方,安装几台轴流风机向外排风。
此外,还可采用局部通风的措施将电弧周围的有害气体抽走,例如采用明弧排烟罩、排烟焊枪、轻便小风机等。
2)、防护射线措施 尽可能采用放射剂量极低的铈钨极。钍钨极和铈钨极加工时,应采用密封式或抽风式砂轮磨削,操作者应配戴口罩、手套等个人防护用品,加工后要洗净手脸。钍钨极和铈钨极应放在铝盒内保存。
3)、防护高频的措施
为了防备和削弱高频电磁场的影响,采取的措施有: 1)、工件良好接地,焊枪电缆和地线要用金属编织线屏蔽; 2)、适当降低频率; 3)、尽量不要使用高频振荡器做为稳弧装置,减小高频电作用时间;
4)、其它个人防护措施。
4 心得体会
通过这两个月的学习,使我学到了很多。对焊接有了个更全面的认识,了解了焊接在全球工业上的重要性,使我对焊接有了个全新的认识。
“千里之行,始于足下”,这是一个短暂而又充实的培训,我认为对我走向社会起到了一个桥梁的作用,过渡的作用,是人生的一段重要的经历,也是一个重要步骤,对将来走上工作岗位也有着很大帮助。离我们步入社会也没多久时间了,不管面临的是继续深造,还是就业的压力,我想我们都应该充分利用好这一段时间,充实、完善自我。