造型和熔炼车间的工作小结
在车间学习也有一段时间了,从刚来什么都不了解,到现在已经学得差不多了,不过有很多还不大清除。学习本来就是一个漫长的过程,不可以一跃而过,得一步一步地学习,并且具要有良好的心态,这样才能把所知道的知识了解,才能在以后的解决问题中运用。对于现在的状况很满意,比起刚来时的状态好多了,可以说已经完全适应这儿的学习和工作。之前到过的车间就是UT无损探伤、理化室,它们是对铸件进行缺陷检查和性能测量及分析,验证产品是否合格。这只是铸件生产的一个环节,还要其他车间,都是关于铸造方面的。
一、造型车间
刚到造型车间,首相向王主任了解这个车间的生产流程,大体为:
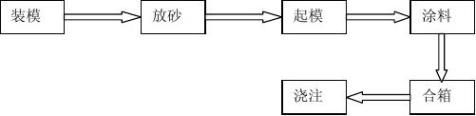
这六个操作过程在铸造方面是缺一不可,并且在每一个操作中,都还得注意其他小的环节。
1、 装模
在装模之前,要对模具进行清理,有的还需要修改模具上的编号,还有要放好浇注系统、冒口、冷铁等。浇注系统的安放,目前来说是一个非常重要的工艺过程,任何有一点不合理,都可能使铸造出来的在不同的位置中,因系统不对而产生缺陷。为了减少缺陷,应正确设置浇注系统,特别是大而复杂的铸件,浇注系统更加复杂,所以得综合考虑铸件,进行浇注系统的设计。
浇注系统按截面比例可分3种类型:封闭式、开放式、半封闭式。
封闭式,浇道截面积关系为A杯>A直>A横>A内。阻流截面在内浇道上浇注开始后,金
属液容易充满浇注系统,挡渣能力较强,但充型液流的速度较快,冲刷力大,易产生喷溅。一般地说,金属液消耗少,且清理方便,使用于湿型的小件及干型的中、大件。
开放式,浇道截面关系为A直上<A直下<A横<A内。阻流截面在直浇道上上口 。当各单
元开放比例较大时,金属液不易充满直、横、内浇道,呈非充满流动状态,充型平稳,对型腔冲刷力小,但挡渣能力较差。金属液消耗多,不利于清理,常用于球墨铸铁,灰铸铁件上很少用。
半封闭式,浇道截面关系为A横>A直>A内。阻流截面在内浇道上,横浇道截面为最大。
浇注中,浇注系统能充满,但较封闭式晚。具有一定的挡渣能力,由于横浇道截面大,金属液在横浇道中得的流速减小。充型的平稳性及对型腔的冲刷力都优于封闭式,使用于各类灰铸铁件及球墨铸铁件。
冒口有补缩冒口、保温发热冒口、出气冒口等。浇注的时候,金属液在凝固的时候总会存在铁水的不足或过剩,这都需要补缩冒口来完成,它安放的位置同样重要,常把它放在铸件的厚大部位,充分发挥其作用。还有型腔中的气体,浇铸的时候,要让它尽可能的跑出,它通过出气冒口和出气孔逸出。
冷铁作为一种过冷源的提供,必须在一些厚大部为放适量的冷铁,使铁水多的部位存在较大的过冷度而充分形核,不会使其出现冷隔现象。
2、 放砂
装好模具以后就是放树脂砂进行造型。放砂时先混砂,得确定砂流量,这样就可以根据砂的流量来控制树脂和固化剂的加入量。本厂的砂是新砂和旧砂混合体,新砂占5%左右,树脂加入量为砂的1%,固化剂加入量为树脂的30%-50%。使经过混砂机流出来的树脂砂符合造型(芯)的要求。同时还需控制出砂的砂温,砂温不宜过高,根据我一个多星期的观察和统计,我厂的五台混砂机出砂的砂温在37℃左右,5号混砂机的砂温有时高于40℃,这样的砂温明显过高。记得有次开会时,Vestas总裁在建议中就谈到了砂温问题,应该降低砂温到20℃左右,当然我们根据实际情况,砂温高一点也可以,但是不能太高,不然造好的砂型会出现很多问题,相信在以后的发展中会逐步把砂温降下来。
本厂的再生砂温度规定控制在22-26℃,灼减量小于0.3% ,耗酸值低于2ml。特别是再生砂的温度,本来本厂出砂的砂温就很高,必须要把落砂的旧砂降到一定值后,才能使用,否则还会使经混砂后流出来的砂的砂温身高,这是绝对不允许的。
混砂以后,放砂过程中,必须在一些重要部位进行人工捣实,后才经震动。这样造出来的砂型才不回出现较多的缺陷,比较完整。
3、 起模
造好的砂型不是立刻就进行脱模,还得等一些时间,到底要多长时间才可以开箱呢?这很难讲清楚,它受到很多因素的影响,例如放砂时的砂温、固化剂质量、外界温度及湿度、砂型大小等。我问过放砂那儿的几个操作工,怎样把握开箱时间?他们都说凭经验,大件一般1.5个小时左右,小件20-30分钟。 一般砂温高的时候,开箱的时间要短一些,不同季节对开箱的时间都有很大的影响,开箱时间随外界的温度高而缩短。
我自己在放砂那儿,选择一个混砂机做了几组关于砂的强度随时间的变化。做了砂温为38.1℃,时间为30分钟,测得强度在0.1-0.2范围;时间1小时时,强度在045-0.6范围;实践为1.5小时时,强度在0.6-0.9范围。可知强度随着时间的延长很增大,但同时发现他们的偏差很大,个人认为是成型时施加的压力你同造成的,所以外界因素及时间的影响非常大。所以开箱时间得好好控制,这样才会避免砂型在脱模后留下过多的缺陷。开箱后对砂型修正的部位就少一点,减少时间,同时使砂型更加漂亮。
4、 涂料
脱模后,砂型修正好以后,就要把砂型需要涂料的地方进行涂料,涂料之前还得除砂和砂尘。然后才开始涂料,本厂北工部用的涂料是无机锆英粉酒精涂料,耐高温、粘附性强、表面光滑。涂好料以后能燃烧,再加烘烤就可以使其变干。可以说是干得较快,快速方便,大大缩短时间,提高工人的效率。
5、 合箱
合箱的时候需要把砂型中的一切其他外来物除去,例如砂子、灰尘等。有的还需要安放砂芯,放好以后还得重复之前的操作,保证型腔中没有其他任何物质。然后在需要接触部位放嵌条,涂上封箱膏,以免浇注时铁水流到其他部位造成冲砂、甚至铁水逸出。然后把上型箱装好,装之前也得对型腔清理一下,以及上型箱上表面在浇注口、冒气口周围涂一层涂料,后对好位,把上箱缓慢地水平放下。把上型箱装好后,装上浇注杯。大的造型是先在上型箱装好浇注杯,再将上型箱放上去。箱装好以后,在上箱上放压块,还要把上下箱锁紧。
6、 浇注
一切准备工作都做好以后,就是等着浇注。
浇铸前的准备工作:
1)熟悉所浇铸件结构和其浇注系统,知道铸件所需铁水的重量。
2)按工艺图上规定的浇注时间,在规定的时间内完成。
3)清理浇注场地,保证浇注时畅通。
4)浇注时在砂箱周围垫一层薄砂。
5)检查浇口杯是否正确安放,砂箱是否封好,螺丝有无松动或压箱块是否足够
6)搭好浇注台架,确认安全。
有上述的准备工作以后,对已熔炼的好铁水进行浇注。
二、熔炼车间
熔炼可以说是整个铸造的灵魂,是决定铸件合格与否的关键所在。其中主要的工作就是成分控制,浇注不同的产品,都要根据其产品的要求进行成分控制,否则铸造出来的产品都是不合格品。在炉子上呆了一段时间,了解了其流程主要为:
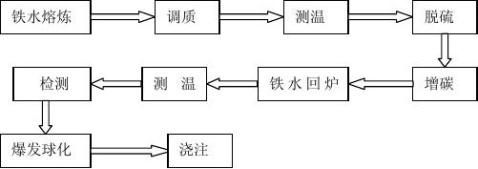
铁水熔化阶段,加料顺序为:生铁+废钢+回炉料,还要加一定量的增碳剂、硅铁。生铁、废钢、回炉料加入量是按一定的比例,关于我厂熔炼时加料除行星架按5:1:1,其余都按2:3:5。不过当刚筑好的炉子,第一锅铁水加70%的生铁和30%的废钢。当然有时还根据铸件的要求,熔炼时需要加一些合金元素。我在炉子几天的学习中发现,他们有时加料的比例并不安造上述的,往往都是加过多的生铁,原因是由于生铁中所含杂质少,熔炼时方便快速。硅铁的加入量在熔炼阶段,对于我公司生产的铸件,原铁水中硅的含量为1.4%左右。
调质是根据所浇铸件的要求,控制所需成分的含量,有时也要加一些合金元素。调质中通常是用光谱分析测元素成分和用碳-硅仪测碳硅的含量,以及其碳当量(CE)。根据我厂生产的铸件碳当量应控制在一定的范围内,一般为4.2左右。CE过低会造成铸件的缩松、裂纹等缺陷;过高又会引起石墨漂浮,致使球化不良。
脱硫时的温度在1520℃~1530℃,是将铁水倒入脱硫包中,大约倒出一半时,加一包脱硫剂,电石CaC为本厂的主要脱硫剂。铁水倒出完以后,充氮气使脱硫充分,此时出现滚滚白烟至反应平息,白烟才停止,脱硫时间大约为5-6分钟。脱硫之前还得把脱硫包烘烤一下,这有利于脱硫充分,也保护脱硫包,不会因局部受热不均而损坏。
球化阶段,在铁水倒出球化包之前,事先要在球化包中一个凹坑中加球化剂稀土镁、孕育剂硅铁、少量集渣剂、铁削、生铁,然后才倒铁水。加生铁是为了把球化剂压实,使在铁水倒进来以后球化剂上浮速度变慢,充分爆发,爆发时间为50秒左右。孕育处理,增加铁水的外来核心,提高石墨化过程,提高铁水凝固过程中石墨球的增加及石墨球等级。其机理:1)孕育剂中含有微量Ca、Ce、Zr等元素。这种硅铁在有白口倾向的亚共晶成分铁夜溶
解以后,随即形成CaS、CeS等硫化物(或碳化物)为核心,和以SiO2为外壳的晶核,这些
外来晶核由于与石墨的原子排列有一定的共格关系而使铁液中碳原子能够赋予其表面生长。
2)由于硅铁溶解,在铁液中形成大量的富硅微区。由于硅提高了铁液中碳的活度,促使碳原子从铁液中析出,从而在共晶转变过程中助长石墨晶体的生成,又由于有大量的晶核载铁液中均匀分布,故能形成多而小的共晶团及细片石墨。其目的和作用为消除结晶过冷倾向,促进石墨球化、减小晶间偏析。
浇注时还需要加一定的孕育剂,提供瞬时孕育。浇注温度根据不同的铸件,确定其浇注温度范围。浇注中还有许多需要注意的,大体为:
1)除净金属液表面的熔渣。
2)浇小铸件或浇注时间过长时,还需下金属液表面洒上一层稻草灰或珍珠粉,起到保温效果。
3)浇注的时候,铁水倒出时不能中断的,并且要常保持浇注杯中金属液是充满的。
4)浇注开始时,要让金属液细流,防止浇注时铁液飞溅。要浇注完时,也要细流金属液,防止溢出,减小抬箱力。
5)浇注中的铁水温度要达到所规定的浇注温度,低于浇注温度的,绝不可以进行浇注。
6)浇注时在砂箱出气孔和冒口处引火燃烧,使砂型中产生的气体易于排出。
上述为我在造型和熔炼车间工作总结,有很多细节的地方还没学到,会在以后慢慢完善,把还没有懂的搞懂。
第二篇:车间12月工作总结
十二月工作总结
在公司领导和车间主任的领导下本班员工自身素质和业务水平得到了提升,基本完成了相应的生产任务,经过技术改进和技术资料的调整使生产工艺最优化,保障了正常生产的供水、排水。回顾12月份总结如下:
一、 出勤情况:
本月我班出勤情况:18人 ,其中 许建成请病假一个月,颜飞龙休探亲假、杨成勇请事假五天。
二、各岗位运行情况:
净水、软水、热力站:设备运行基本正常,工艺指标达标。
反渗透:由于本月生产用水量大,经常需要加开离子交换器补水,产水池增加了和电脑连接的PH计。NaClO剂量泵出现多次故障。
芒硝:芒硝泵出现三次故障,经维修正常运行没有对生产造成影响。
物化:基本运行正常,但是本月19号由于操作失误出现跑水事故,导致全厂停产约4个小时。
二、工作管理方面的情况
四、工艺改进方面
五、员工成长方面:本月从技术规程的执行力度上加强督促学习、检查,一方面是本班员工的操作水平得到了挺高也减少了相应的事故发生率。
六、出现的问题及解决措施:
本月出现的主要事故是
七、下月计划
。20xx年x月份我班将从以下开展工作: 重点工作: