实验报告
实验名称: 加工误差统计分析
一、实验目的:
1.巩固加工误差统计分析的基础理论知识;
2.掌握利用统计分析的方法判定加工质量这一手段;
3.了解生产中可能出现加工误差的相关因素;
二、实验仪器:
1.立式光学比较仪
2.块规
0.153.试件:?20mm 精加工前:?20?
?0.05mm
?0.05 精加工后:?200mm
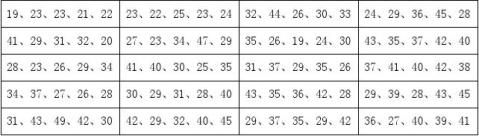
三、实验数据记录:(20组×5个/组=100个)
四、实验数据处理分析:
1.绘制单值点图:
2.绘制组平均值点图:
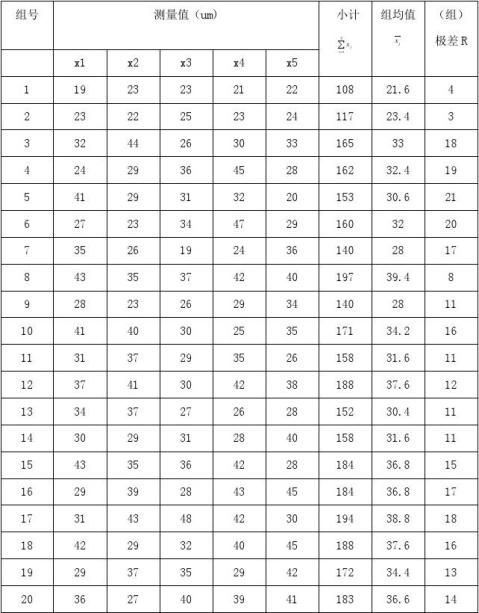
3.原始数据处理:
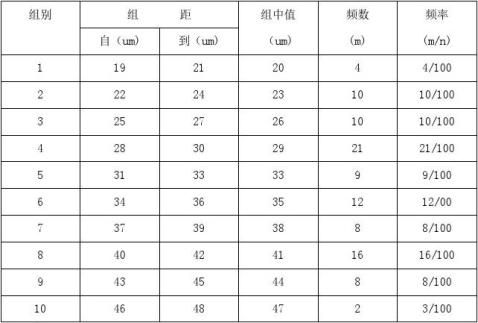
4.绘制频数分布表
5.特征参数计算
1) 总平均值x:
x
=
1100
?x
i?1
100
i
=(108+117+165+162+153+160+140+197+140+171+158+188+152+158+184+
184+194+188+172+183)/100=32.73mm
21100
2) 均方差σ:σ=(x?x)]=7.35um ?i
100i?1
3) 工艺张力系数Cp: Cp=4) 计算样本均值X:
T50==1.15 6?6*7.35
X=?xj=(21.6+23.4+33+32.4+30.6+32+28+39.4+28+34.4+31.6+37.6+30.4+31
j?1
20
.6+36.8+36.8+38.8+37.6+34.4+36.6)/20=32.75um
5) 计算样本极差R的均值R:
1120
R==R?j20(4+3+18+19+21+20+17+8+11+16+11+12+11+11+15+17+18+16+1320j?1
+14)=13.75um
6) 图控制线位置计算 x上控制线 Ucl=x+A2R=32.75+0.58*13.75=40.7um x下控制线 Lcl=x+A2R=32.75-0.58*13.75=24.8um
7) R图控制线位置计算 R上控制线 Ucl=(1+3dan)R=(1+3*0.864*0.43)*13.75=62.8um R下控制线 Lcl=(1-3dan)R=(1-3*0.864*0.43)*13.75=-1.6um
五、绘制 X-R 控制图 1.X控制图
2.R 控制图
六、加工误差及质量分析:
1、从平均值控制图来看,只有1、2两组数据位于下控制线外,而且十分靠近控制线,说明在生产过程中单个样本会出现超差;而且可以知道这种超差是由于偶然因素造成的;但是只要提高操作人员的认真程度,就可以控制超差。
2、从均方根控制图可看出,均方根控制图的尺寸范围比较小;所以说明加工的一致性比较好,稳定性比较高。同时也发现零件加工的尺寸总体上偏大,若连续偏大的话则说明在加工过程中存在长直性误差;根据测量的数据,认为本次加工造成误差的最大可能因素就是刀具磨损;因为刀具磨损会导致刀具和工件之间的位置拉长,最终使得工件尺寸变大。
3、从工艺张力系数可看出,这次工艺加工虽然是可用的,但是要随时调整生产状态;因为在生产当中出现了偶然误差和长直性误差。
4、生产建议:a、加强观察和分析,提高操作人员的工作认真程度b、及时修复、调整、更换砂轮,并且注意调整砂轮和工件之间的位置,保证加工能够准确的进行下去。
13机设1班 张强 201310310110
第二篇:车刀角度测量实验报告格式
实验报告基本格式
(基本要求:1、根据学院的规定,实验报告必须用“长江大学工程技术学院实验报告”用纸;2、报告中有图的地方,要用尺规铅笔作图;3、实验报告书写要认真、规范,字迹工整,严禁潦草。不合要求者,需要重写,否则以零分计。)
实验名称:车刀几何角度测量
一、实验目的和要求
1、熟悉车刀切削部分的构成要素,掌握车刀静态角度的参考平面、参考系及车刀静态角度的定义:
2、了解车刀量角台的结构,学会使用量角台测量车刀静态角度;
3、通过车刀角度的具体测量,进一步掌握车刀角度的概念,为学习其他刀具打好基础。
4、绘制车刀静态角度图,并标注出测量得到的各角度数值。
二、实验器材
1、刀具角度测量仪;
2、刀具:90º外圆车刀、45º外圆车刀。
三、实验内容及数据
 1、车刀的组成(画出右边的示意图)
1、车刀的组成(画出右边的示意图)
车刀由刀头和刀体两部分组成。刀头用于切削,刀体用于安装。刀头一般由三面,两刃、一尖组成。
(1)前刀面 是切屑流经过的表面。
(2)主后刀面 是与工件切削表面相对的表面。
(3)副后刀面 是与工件已加工表面相对的表面。
(4)主切削刃 是前刀面与主后刀面的交线,担负主要的切削工作。
(5)副切削刃 是前刀面与副后刀面的交线,担负少量的切削工作,起一定的修光作用。
(6)刀尖 是主切削刃与副切削刃的相交部分,一般为一小段过渡圆弧。
2、车刀的主要角度及其作用
(1)前角γ0在主剖面中测量,是前刀面与基面之间的夹角。其作用是使刀刃锋利,便于切削。但前角不能太大,否则会削弱刀刃的强度,容易磨损甚至崩坏。加工塑性材料时,前角可选大些,如用硬质合金车刀切削钢件可取γ0=10~20,加工脆性材料,车刀的前角γ0应比粗加工大,以利于刀刃锋利,工件的粗糙度小。
(2)后角α0在主剖面中测量,是主后面与切削平面之间的夹角。其作用是减小车削时主后面与工件的摩擦,一般取α0=6~12°,粗车时取小值,精车时取大值。
(3)主偏角Kr在基面中测量,它是主切削刃在基面的投影与进给方向的夹角。其作用是:
1)可改变主切削刃参加切削的长度,影响刀具寿命。
2)影响径向切削力的大小。
小的主偏角可增加主切削刃参加切削的长度,因而散热较好,对延长刀具使用寿命有利。但在加工细长轴时,工件刚度不足,小的主偏角会使刀具作用在工件上的径向力增大,易产生弯曲和振动,因此,主偏角应选大些。车刀常用的主偏角有45°、60°、75°、90°等几种,其中45°多。
(4)副偏角Kr’在基面中测量,是副切削刃在基面上的投影与进给反方向的夹角。其主要作用是减小副切削刃与已加工表面之间的摩擦,以改善已加工表面的精糙度。
在切削深度ap、进给量f、主偏角Kr相等的条件下,减小副偏角Kr’,可减小车削后的残留面积,从而减小表面粗糙度,一般选取Kr′=5~15°。
(5)刃倾角入λs 在切削平面中测量,是主切削刃与基面的夹角。其作用主要是控制切屑的流动方向。主切削刃与基面平行,λs=0;当刀尖处于主切削刃的最低点,λs为负值,刀尖强度增大,切屑流向已加工表面,用于粗加工;当刀尖处于主切削刃的最高点,λs为正值,刀尖强度削弱,切屑流向待加工表面,用于精加工。车刀刃倾角λs,一般在-5-+5°之间选取。
3、测量数据

4、计算结果(绘出车刀的静态角度图。把γ0、α0、Kr、λs、Kr′、a0′、β0、εr表达清楚。只标注符号,不写测量数值。我们测量时90°外圆车刀用的是反撇刀,画图还是按正撇。计算公式教材中也有。)
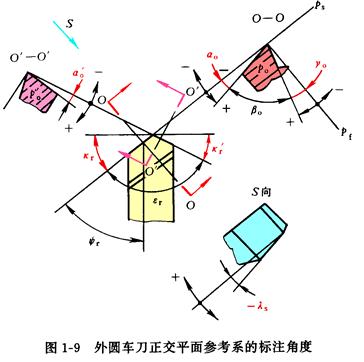
(代入测量结果,计算出下列角度)
(1)90°外圆车刀
楔角β0=90°-(γ0+α0)=
刀尖角εr=180°-(Kr + Kr′)=
(2)45°外圆车刀
楔角β0=90°-(γ0+α0)=
刀尖角εr=180°-(Kr + Kr′)=