
1.目的:
1.1 为了能更有效的控制新产品的生产质量,确保工程文件、客供资料,能准确、及时的转化为生产文件,以验证和确认新产品是否适合批量生产;
1.2确保问题点能在放产前被发现、处理或提供良好的预防措施,保证新产品顺利的投入生产。
1.3明确并规范新产品样板生产制作和新产品小批量试产过程中各部门职责和范围;
1.4使各部门在样板生产制作和小批量试产过程中作业有章可循,有据可依。
2.范围:
2.1本规范适用于国威塑模科技有限公司GSM手机制造部的小批量试产作业和新产品导入。
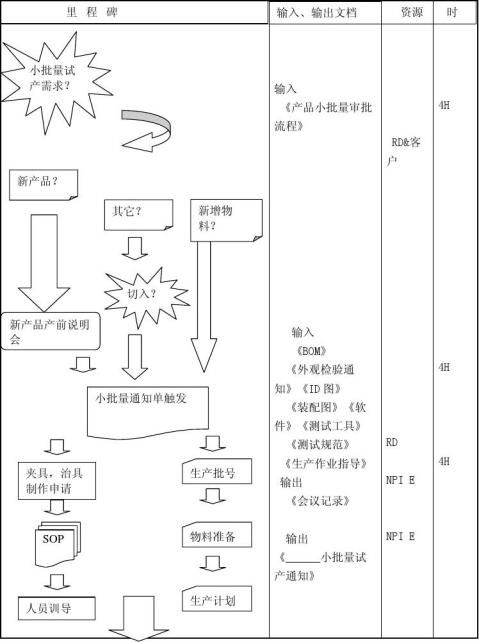
2.2流程的起点为PMC发布的小批量试产(新产品导入)任务令,流程的终点为产品大规模量产。
3.职责:
3.1业务部或PMC部:
3.1.1有责任联络客户提供BOM List、包装检验通知单(或包装指引)、配色图、软件发放通知单、PO单、软件、软件平台、工程样机、升级数据线、测试工具等.
3.1.2生管根据《————小批量试产通知》制定并落实生产计划。并开具《物料套(领)料单》给仓库和生产备料
3.1.3物控确认物料库存状态,对缺料部分及时释放《物料需求计划》。
3.1.4跟进物料交期和及时反馈相关问题。
3.1.5仓库组负责试产物料的接收和发放、半成品和成品的入库接收
3.2 工程部:
3.2.1有责任根据业务部或PMC提供的文件,编制Production Flow Chart、生产排位图、SOP、生产注意事项等文件;
3.2.2负责制作工装夹具、准备生产所需的仪器仪表和工具;
3.2.3负责生产线体设备设施架设和调试,负责生产工艺的安排和作业人 员的培训指导;
3.2.4负责试产过程中不良品的统一维修分析,并提供详细分析报告。
3.2.5试产过程中的制程技术支持,对产品工艺的可制造性进行验证。
3.3生产部:
3.3.1有责任根据工程部提供的SOP 、Flow Chart进行排拉、组织生产。
3.3.2小批量试产执行、物料准备、成品和半成品入库;
3.3.3样板制作、试产执行和异常反馈并记录;
3.3.4生产组作业人员教育和培训;
3.4品质部
3.4.1负责记录并监控试产中之品质状况,负责收集并分析试产记录及相关资料,并生成《小批量试产品质报表》
3.4.2负责首件检查,并生成《首件检查报告》。
3.4.3负责监督生产文件、工程文件、客供资料的落实和执行。
4.定义:
4.1新产品
4.1.1公司以前未生产的产品,包括以下两种:
4.1.2新规格品:对成熟方案做适当调整的产品
4.1.3全新产品:采用新方案,新技术从无到有的产品
4.2试产:
4.2.1指新产品在正式生产前为验证其生产工艺和产品的可靠性所进行的小批量生产,其数量为30-100PCS之间.
4.2.2对某些不常用机型,一般只做研发需求的数量。
4.3评审:
为了评价作业满足质量要求的能力,对作业所做的综合的、有系统的形成文件的检查,给出明确的通过或不通过的结论。参考《管理评审控制程序》
4.4新产品说明会
为促进全新产品在试产时的顺利进行,由工程部NPI工程师召开的会议。会议主要包括:产品结构、产品工艺流程、重要作业方法及检测方法等的介绍,同时NPI工程师将对试产作整体规划和要求。并将会议结果列入《会议记录》中,会议所记录各事项由NPI工程师跟进。会议记录由NPI负责发给相关人员。
4.5试产评审会议
试产结束后,由NPI工程师召开的会议,项目经理、研发工程师、品质部、和生产部、工程部就试产中的问题做出一一解决方案。由NPI跟进问题直至解决,并在会议中做出该次小批量试产是否通过的决定。会议记录由NPI负责发给相关人员。
4.6试产样机
由客户或研发部提供的试产用其标签并加盖了试产专用章的样机(数量为3台,一台交品质部作试产检验依据,一套用来做夹具,另一套用来制作SOP)。
4.7输入/输入物
为完成相关的阶段、步骤、任务所必须先行取得并进行了解、参照、分析考虑或作为工作依据的信息、文档或数据(如:BOM、ECN、ID、MD、Software)。
4.8输出/输出物
阶段、步骤、任务的可检验的成果,如文档(SOP、评审报告)、实物(限度样板)
等,作为阶段工作完成标志。
4.9 缓冲时间
指下个节点或任务的作业指导时间,包括任务作业所需时间和因其它工作正在进行所需的过度时间。作为引起冲突时的衡量标准。
5.程序:
5.1 工程部根据业务部或PMC提供的工程资料如: BOM List、包装检验通知单(或包装指
引)、配色图、软件发放通知单、PO单、软件、软件平台、工程样机等,对以上资料进行分析和样机的拆装,对产品工艺流程进行设计,依照<<生产计划>>的进度安排,按时制作生产文件和工装夹具。
5.2工程部根据业务部或PMC提供的客供资料及工程样机编写产品流程图<<Production
Flow Chart>>.
5.3根据Production Flow Chart设计出一条生产线,生产线的设计一般按以下步骤:
5.4.1根据Production Flow Chart计算单工序标准时间.
5.4.2根据单工序标准时间计算出单部机标准时间,根据实际人手计算出每小时的产量。
5.4.3根据产量大小计算拉线的长度,工作台数等.
5.4.4根据物料的特性和要求及工艺要求选用工具。
5.5根据生产流程图编写<<Standard Operating Procedure>>.
5.5.1制作每个工位的操作指导书:对每个工位的工位名称,工位时间,静电防护,工
作内容,工夹具和辅材料等进行文字描述。要求内容通俗易懂,文字简练,需要时用图片进行说明。
5.6 生产线依据SOP、工程样机和生产注意事项,使用新产品套料,进行组装生产,品质
和工程在开始生产半小时内,依据BOM List、包装检验通知单(或包装指引)、配色图、软件发放通知单、PO单、工程样机,检验首件是否正确,并由品质、工程、客户在首件单上签名确认;
5.7.1烙铁温度的制定:
5.7.1.1根据组件Specification要求制定烙铁温度,(测量工具:温度测量仪)
5.7.2电批磅力的制定
5.7.2.1根据工程部提供的塑料件的材料及螺丝Specification要求,用扭力批经过
多次试装来制定电批磅力. (测量工具:扭力批,电批测量仪)
5.7.3辅料的制定:
5.7.3.1根据产品的品质要求选择辅料
5.7.3.2了解辅料Specification,然后在经过实验证明该辅料对该产品不会造成
品质上的缺陷。
5.7.3.3根据生产计划须要测量出每种辅料的用量。
5.8 生产问题总结:
5.8.1工程部在新产品顺利量产后,依据生产测试报表、修理报表、品质异常联络单
等,制作生产问题总结报告,并召集、主持生产问题总结会议,形成本次
生产相关问题的最终决议存档。
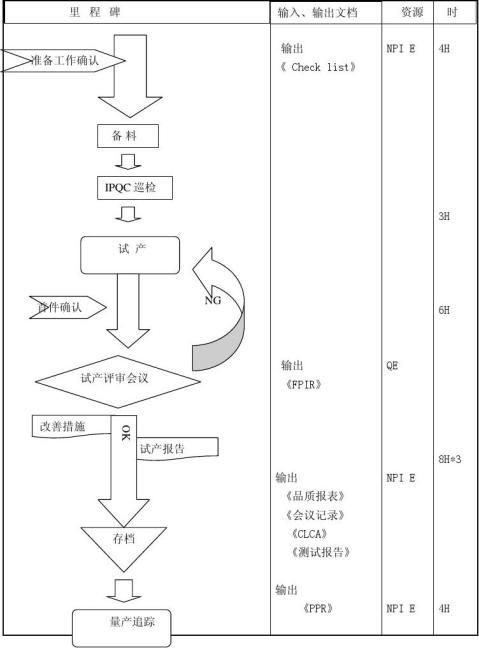
5.9试产检讨和评审:
a) 生产部和IE、TE、PE、QE负责收集试产中的问题点,并在试产结束的二个工作日内用《CLCA》反馈给NPI。
b) QE在试产结束的二个工作日内提交《首件检查报告》和《小批量试产品质报表》给NPI
c) 维修组在试产结束的二个工作日内反馈《维修报表》给NPI。
d) NPI在试产结束的三个工作日内召开试产检讨会议。会议中就试产的问题分析原因并提出解决措施。
e) 各部门围绕《CLCA》中问题点召开试产会议,对问题原因分析和提出对策。 f) 各部门一起讨论该产品试产的有效性,由NPI最终决定试产是否通过的结论。 g) 各部门就该次试产中发现的管理和流程等问题作出检讨和分析,并在后续作业中改善。
h) NPI完成《试产报告》,并由PE、IE、TE、PC和RD等会签。
i) NPI整理出会议记录给相关部门,并跟进问题
j) 完成并提交《产品小批量试产审批流程》
5.9.1量产转移
k) 试产后可转为批量生产的品质要求:合格率达到95%或以上,低于95%的合格率需在评审后进行改善,并在改善完成后安排第二次试产。
l) 文控室将产品检验标准、工艺文件等技术文件资料受控后发行至相关部门,以便量产时有依可循.
m) 当第一次量产时出现设计性问题时,NPI有责任参与进来协助解决问题。
6.工程变更&通知
在新产品导入的过程中引起工程变更需求或重要联络时,由NPI启动《通知单》用于联络相关部门。
7.文件管控
7.1参考《文件资料控制程序》
7.2参考《BOM控制程序》
8.流程图:
第二篇:新产品导入程序