培训公司年度工作总结
**年在我们全体同仁的辛勤忙碌中就要匆匆走过,我们甚至来不及回首。今年一年的培训工作对于公司来说是里程碑式的一年。年初,公司提出了众多高难度的目标和要求。最终在全体员工一致的努力中,开拓进取,众志成城的圆满完成了全部培训工作目标,同时也使公司很多方面取得了实质性的突破。为**年的培训工作画上了一个完美句号。 也为新的一年奠定了良好的基础。在此,公司年度培训工作报告如下:
转眼间,接受新员工培训已近一年时间,由于公司事先对新进员工的培训工作作了周密细致的培训计划,再加上培训期间领导们关心、责任培训师细心的安排和新老员工积极的配合下,培训工作进行得紧张有序并取得很好的效果。
为了使培训达到很好的效果,结合公司的实际情况,我们分阶段进行了相关的培训工作,采取一对一的互帮互助,在最短的时间内学到较多的知识,为真正走上工作岗位打下坚实的基础。
公司组织新员工认真学习了嘉德(诚信·团队·沟通·价值)企业文化,让她从中感受到了真正的嘉德销售文化(我们销售的不仅仅是我们的产品,还有我们的服务)内涵;同时还进行安全教育,让新员工认识到安全意识、安全观念、安全素质和安全行为的重要性。
第一阶段文档知识和市场部工作流程的培训;通过组织架构轻松自如地了解到公司市场的划分和布局;通过市场部工作流程的培训,更轻松地明白我们工作做什么?谁来做?怎么做?如何保障从接订单到订单完成所经过的步骤及跟踪方法都有清晰的了解。为以后的工作奠定了基础。
第二阶段专业理论培训;责任培训师制定了详细的培训内容,并让其提前预习培训内容再接受培训。在每培训完一个知识章节后,责任培训师就会将学习的知识进行考试来考核培训效果,通过这种考试,同时对新员工存在疑问的知识点进行回顾。
第三阶段学习现场知识,积累现场宝贵经验的培训;平时就由老员工带领她出去拜访客户,争取让她尽可能多的了解怎样与客户交流沟通,在打交道过程中自己的目标是什么,在完成目标之前要做哪些准备工作,包括谈话内容的先后次序,及交流过程中的注意事项,这样也有利于她学习和消化理论知识,从而达到更好的效果。
概括起来有如下几点:
1.热爱学习,能自觉学习密封资料、营销知识;学习能力较强,对于不懂的地方,能主动提出,寻找答案。
2.性格开朗,在同客户交流中能找到一些话题沟通,比如时事要闻等,使谈话内容多样性。
3.能主动的完成日常工作。
4.专业知识还不够,需要多学习。
5.在同客户沟通的过程中,一些礼仪和细节还需要完善。
总体来说,通过这次培训达到了预期的效果,那当然这与全体员工的努力是分不开的,相信大家再接再厉争取最后为完成**年销售目标完满的成功!

第二篇:钢铁公司培训小结
小 结
姓名:赵章国 工种:工艺技术员 本周是我来马钢培训的第八周,本周主要学习包括生产情况统计、酸槽循环系统及一些理论知识几个方面。
一、生产情况统计
1、F2出口导板划伤轧辊。处理方法:停机矫正;
2、原料两次换规格,造成轧机出口成品厚度不符。
3、原料镰刀湾大,造成圆盘剪跑偏,剪边没剪好,导致带钢宽度不符,最后导致轧机机架间张力偏差大,最后只能停机穿带。
经验:以后当我们在生产中遇到镰刀弯较大的带钢时,圆盘剪应小心处理,避免以上情况发生。
4、轧制薄规格时,重焊率高,影响生产节奏,导致产量不高。 经验:当我们调试时,应根据不同的规格,调试出不同的参数,影响参数的主要因数是钢种和带钢厚度,当钢种级别高和厚度较厚时,应增加顶撞力和焊接时间;当焊接薄规格时,应注意带钢头尾板型。
5、F2出口张力辊在轧制过程中,突然出现张力偏差达1.8t。 处理方法:停机消零处理后正常。
经验:当我们以后在生产过程遇到类似的情况时,可以借鉴处理。 针对上面的第一点问题,在7月6日的检修中,把F2导板已更换,我当时看导板只是螺栓孔磨损严重,其他方面没多大问题,当时我问现场师傅,更换导板的主要原因是什么,他告诉我主要也就是因为螺栓孔磨损严重,导致导板在机架间的位置不对,轧制过程中,带
钢容易撞到导板,导致带钢打折断带。师傅还告诉我,导板和卫板在机架中的位置一定要对,否则生产过程中容易出问题。针对点第五点问题,在7月6号的检修中,把张力计辊换了,原因是张力计辊表面磨损严重,影响张力测定,特别是带钢板型不好时,常会检测出张力偏大的现象。
二、酸槽循环系统
马钢的酸槽的形式是一个2m短槽加四个30m的槽,盐酸从第三、第四槽加入,采用逆流式自动排入废酸罐中,酸液的高度为:
650-750mm。本机组共有8个玻璃钢储罐,每个40立方米,用于酸洗线长时间停机和酸槽检修储存酸液,一号酸槽处的两个储罐还用于来自酸洗槽废酸的收集。具体布置形式如下:
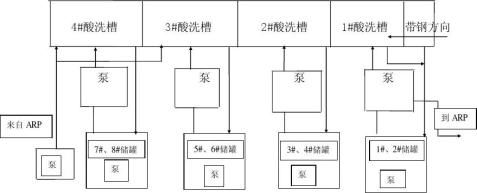
1、 马钢酸洗系统与我公司酸洗系统的优缺点比较:
(1)马钢的酸液高度高达:650—750mm,比我公司的高出几十
倍;酸耗量大,且带钢与酸液流动方向相反,容易将1#槽的酸液带到后面的槽,使前后槽之间的酸液浓度梯度逐渐减小,对带钢氧化铁皮的清洗不利;
(2)当生产线短时间停机时,马钢是采用带钢提升装置将带钢提离酸液并喷晒脱盐水,该装置容易出现故障,而我公司是将酸液排到储罐离,完全排完的时间只需14s,且操作简单,更能提高带钢的表面质量。
2、酸槽的维护
酸槽的维护主要包括以下三方面:
(1)耐酸砖的磨损;
(2)槽体、曹盖内衬橡胶老化、起皮、脱落、玻璃钢的磨损;
(3)槽体接管、法兰的泄漏。
马钢典型事故:
事故原因:挤干辊橡胶磨损严重,直至带钢与挤干辊表面的钢接触,摩擦产生火花,又由于带钢与酸发生发应,在酸槽里产生氢气,最后导致火灾发生。
产生后果:酸雾全部抽排系统和酸槽部分设备全被烧坏。
经验:在以后的生产过程中,一定要对酸槽挤干辊进行严格、细致的检查,避免以上事故发生。
三、理论学习:主要是学习了带钢板型的控制和ARP的主要设备,下面主要讲一下板型的控制。
1、单边狼:调整AGC,哪边有浪抬高哪一边的辊缝;
2、双边狼:主要调工作辊弯辊,级增加工作辊正弯,减少带钢边部的延伸。
3、M型浪:先减少中间辊弯辊,使板型变成双边狼,再增加工作辊弯辊。
4、W型浪:先增加中间辊弯辊,使之变成中浪,再减小工作辊弯辊。
5、四分之一浪:采用乳化液精细冷却,调节轧辊凸度。
以上是我本周学习的主要内容,望领导指正,下周争取在检修打开酸槽时,有机会了解酸槽内部的详细结构。
汇报人:赵章国
20xx年7月7日