《数控铣床操作实训》总结
为期两周的数控铣床实训结束了,虽然时间不长,但我还是挺满意这期间学到的东西。
第一周的第一天,老师还是按惯例首先向我们详细讲解并演示了数控铣床的操作方法以及操作注意事项,比如如何装刀、操作过程中只能一人操作,不可俩人一起操作、女生如果是长头发的一定要把头发扎起来、装工件时一定要将工件夹紧、在操作工件之前一定要记得先对刀、切削时,要选择合适的刀具旋转方向和工件进给方向,切削速度、切削深度、进给量选择要适当、在每次操作结束后要把铣床切清扫干净才能离开等等,之后老师还教我们熟悉了操作面板,让我们掌握开机与关机的先后顺序、回零的操作以及什么情况下必须回零操作、编制程序以及如何输入程序,并教我们掌握了换刀操作、刀具半径补偿的设置以及图形模拟显示、了解了刀具的选择原则以及切削用量的选择,尤其是如何对刀。对刀在我们操作过程中非常重要,对刀的准确与否直接影响到加工出来的工件的好坏,所以在这一周当中老师给我们的任务主要是学会对刀,我们也在这一周中经过反反复复练习,基本熟练的掌握了对刀,这为我们接下来的实际操作打下了良好的基础。
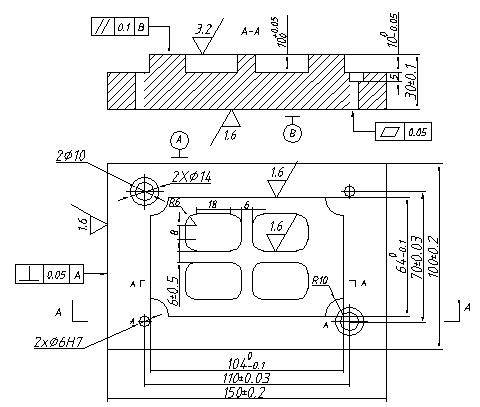
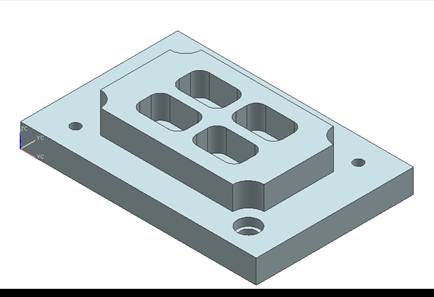
第二周,老师给我们的任务是加工出一个完整的工件。
老师把一张图纸交给我们,让我们用自己编的程序把图纸里的工件加工出来,因为我们深知如何用自己编的程序加工出一个完整的工件是我们这次铣床实训的关键所在,所以当拿到老师给的图纸后我们组的组员就投入到编程当中。在我们组员的共同努力下,很快我们的程序就编好了,紧接着就进入实际操作,在实际操作之前,老师再一次为我们详细讲解并演示了数控铣床的操作方法以及操作注意事项。在实际操作时,我们认真地按照老师的要求去做,但因为之前的编程知识掌握得不够完善和对数控铣床的实际操作还不是很熟悉,所以在操作中因为程序编辑错误遇到问题不少麻烦,在我们向老师请教的过程中都是老师非常认真的听我们的提出的问题并非常耐心解答我门的疑难困惑,给我们检查和修改我们编写的程序,帮我们更好达到实习的目的,在老师的精心辅导下,我们很快就熟练掌握了数控铣的实际操作并通过改良程序,在我们组员的共同努力下,我们组在四组铣床中最快操作出老师要我们加工的工件。
…… …… 余下全文
 、:10
、:10 、30
、30 、6
、6 、64
、64 、70
、70 、100
、100 、104
、104