第一种:等待的浪费
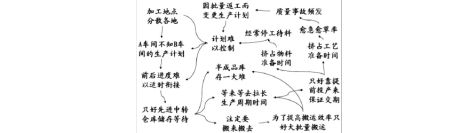
主要因素表现为:作业不平衡,安排作业不当、待料、品质不良等。 第二种:搬运的浪费
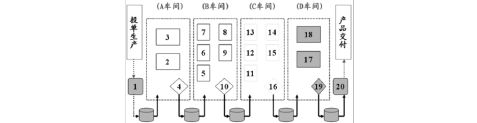
主要因素表现为:车间布置采用批量生产,依工作站为区别的集中的水平式布置所致。(也就是分工艺流程批量生产),无流线生产的观念。 第三种:不良品的浪费
主要因素表现为:工序生产无标准确认或有标准确认未对照标准作业,管理不严密、松懈所导致。
第四种:动作的浪费
主要因素表现为:生产场地不规划,生产模式设计不周全,生产动作不规范统一。
第五种:加工的浪费
主要因素表现为:制造过程中作业加工程序动作不优化,可省略、替代、重组或合并的未及时检查。
第六种:库存的浪费
主要因素表现为:管理者为了自身的工作方便或本区域生产量化控制一次性批量下单生产,而不结合主生产计划需求流线生产所导致局部大批量库存。
库存的损害表现有:
(1):产生不必要的搬运、堆积、放置、防护处理、找寻等浪费。
(2):使先进先出的作业困难。
(3):损失利息及管理费用。
(4):物品的价值会减低,变成呆滞品。
(5):占用厂房空间,造成多余的工场、仓库建设投资的浪费。
(6):没有管理的紧张感,阻碍改进。
(7):设备能力及人员需求的误判。
第七种:制造过多(早)的浪费
主要因素表现为:管理者认为制造过多与过早能够提高效率或减少产能的损失和平衡车间生产力。
制造过多(早)的损害表现有:
(1):提早用掉费用(材料费、人工费),不能创造利润。
(2):把“等待的浪费”隐藏起来,使管理人员漠视等待的发生和存在。
(3):自然而然地积压在制品,其结果不但会使制程的时间变长(无形的),而且会使现场工作的空间变大,机器间距离因此加大,逐渐地吞蚀利润。
(4):产生搬运,堆积的浪费,使得先进先出的作业产生困难。 对策一
七种浪费之一:等待的浪费
等待就是闲着没事,等着下一个动作的来临,这种浪费是无庸置疑的。造成等待的原因通常有:作业不平衡、安排作业不当、停工待料、品质不良等。以制造部性能试验课等待电控盘为例,由于电控盘不能按要求及时入厂,有可能无法按期交货,而当电控盘入厂后,又需要抢进度,可能会出现加班、质量问题等。另有一种就是 “监视机器”的浪费,有些工厂买了一些速度快、价格高的自动化机器,为了使其能正常运转或其他原因,例如:排除小故障、补充材料等等,通常还会另外安排人员站在旁边监视。所以,虽然是自动设备,但仍需人员在旁照顾,特称之为“闲视”的浪费。例如在产品检测过程中,调试人员和氦检人员站在产品旁边等待,这种情况是否还有?
…… …… 余下全文