
篇五 :工艺不良分析改善报告
S2吃錫不良分析報告
現狀說明:
20##年10月15日,自動化一課6線在生產明泰1SLG624TYAA1G机种時,S2位置有吃錫不良現象.生產120PCS﹐有9PCS不良﹐不良率:7.5%.
此物料料號﹕60100404403601G 不良D/C:0628f3,0628i7f,0628i7,0628f3.
原因分析:
A.檢查15PCS印刷品質,無印刷少錫現象,且脫模良好.量測5PCS錫膏厚度,分別為:0.151mm,0.147mm,0.163mm,0.166mm,0.158mm.在標准範圍內(鋼网厚度為0.13mm,錫膏厚度標准范圍為:0.130mm-0.180mm)
B.使用Kester(EM907)錫膏,特性如下:
EM907

C.在爐前觀察10PCS的貼片品質,無貼片位移.貼片壓入量為0.5mm(為默認值).
D.Profile在客戶要求的標準範圍內,O2 PPM≦3000PPM.Profile如圖:
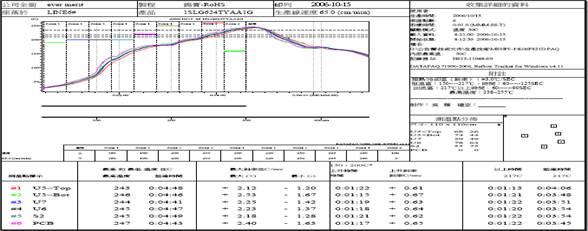
E.車間溫濕度符合標准:溫度:25℃,濕度:52%.(SMT車間的標准溫度:25±3℃.濕度:40%-75%)
…… …… 余下全文





推荐阅读
猜你喜欢