上海第二工业大学
特种加工实验报告
院 系 机电工程学院
专 业 机械工程及自动化
班 级 09机自A2
姓 名 张胜利
…… …… 余下全文
特种加工实训报告
广东轻工职业技术学院机电工程系
专 业:机械制造与自动化 班 级:091 学 号:31
姓 名 :潘海真
指导教师 :朱派龙
实习单位 :广东轻工职业技术学院校办工厂 时 间 :2011.8.29
一、电火花加工
1、零件加工设备的概述:
a)机床名称和型号:单轴数控成型电火花加工机床,型号为spz350.。b)机床的组成部分:电气柜、坐标工作台、主轴头、旋转头、高压工作液系统、光栅数显装置。
2、加工原理与特点:
电极采用铜管,铜管旋转或不旋转,管内通入高压水,铜管与工作之间放电,高压水起到介质、冷却及快速将放电蚀除物排出的作用。由于在高压水的作用下能够快速将蚀除物从深小孔中排出,所以放电状态良好,加工效率高。加工孔径为直径0.3到直径3mm。
3、电火花加工的主要用途是:
①加工具有复杂形状的型孔和型腔的模具和零件;②加工各种硬、脆材料如硬质合金和淬火钢等;③加工深细孔、异形孔、深槽、窄缝和切割薄片等;④加工各种成形刀具、样板和螺纹环规 等工具和量具。
4、单轴数控成型电火花加工机床示意图:
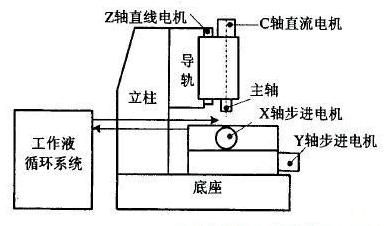
单轴数控成型电火花加工机床(型号:spz350)
二、电火花线切割
1、零件加工设备的概述:
a)机床名称和型号:数控电火花快走丝线切割机床,型号为DK7732E。b)机床的组成部分:线切割由坐标工作台(X.Y)运丝机构、丝架和床身四部分组成。X、Y坐标工作台是用来装夹被加工的工件,控制台给X轴和Y轴执行机构发出进给信号,分别控制两个步进电机,进行预定图形的加工。坐标工作台主要由拖板、导轨、丝杠运动副、齿轮传动机构四部分组成。c)丝架的作用:在电极丝按给定线速度运动时,对电极丝起支撑作用,并使电极丝工作部分与工作台平面保持一定的几何角度。
2、加工原理:
…… …… 余下全文
《特种加工实训总结》
在第17周中我们迎来了特种加工操作实训,虽然在这一周中我们操作线切割和电火花分别只有两天半的时间,但在这短暂的时间在我感觉收获还是蛮多的。
在第一天老师跟我们说这次的实训不要求我们熟悉掌握特种加工中机床的操作,作简单了解就行,但在实际操作之前指导老师还是非常详细、认真的向我们讲解了有关线切割和电火花机床的用法及相关原理和实训要求及注意事项,我们也是听得津津有味。
老师用单、双号将我们分为线切割组和电火花组,两天半后再对调过来,因为我是单号,所以先被安排在线切割组。
在学习线切割中,通过老师的讲解,我了解到,线切割的基本工作原理是:利用连续移动的细金属丝(称为电极丝)作电极,对工件进行脉冲火花放电蚀除金属、切割成型。它的主要用法是:利用脉冲电源加在工件与电极丝之间(一般工件接正极,电极丝接负极),通过控制系统根据预先输入的工作程序输出相应的信息,使工作台作相应的移动,工件与电极丝靠近,当两者接近到适当距离时(一般为0.01~0.04毫米)便产生火花放电,蚀除金属,金属被蚀除后工件与电极丝之间的距离加大,控制系统根据这一距离的大小和预先输入的程序,不断地发出进给信号,使加工过程持续进行,在整个操作过程中工件与电极丝之间用喷嘴喷入冷却液。它的走丝方式有两种:(1)高速走丝,速度为9~10米/秒,采用钼丝作电极丝,可循环反复使用;(2)低速走丝,速度小于10米/分,电极丝采用铜丝,只使用一次。通常第一种用得比较多。
而在学习电火花中,通过老师的讲解,我同样了解到,在进行电火花加工必须具备三个条件:必须采用脉冲电源;必须采用自动进给调节装置,以保持工具电极与工件电极间微小的放电间隙;火花放电必须在具有一定绝缘强度的液体介质中进行,电火花加工时,脉冲电源的一极接工具电极,另一极接工件电极,两极均浸入具有一定绝缘度的液体介质(常用煤油或矿物油或去离子水)中。工具电极由自动进给调节装置控制,以保证工具与工件在正常加工时维持一很小的放电间隙(0.01~0.05mm)。当脉冲电压加到两极之间,便将当时条件下极间最近点的液体介质击穿,形成放电通道。由于通道的截面积很小,放电时间极短,致使能量高度集中(10~107W/mm),放电区域产生的瞬时高温足以使材料熔化甚至蒸发,以致形成一个小凹坑。第一次脉冲放电结束之后,经过很短的间隔时间,第二个脉冲又在另一极间最近点击穿放电。如此周而复始高频率地循环下去,工具电极不断地向工件进给,它的形状最终就复制在工件上,形成所需要的加工表面。与此同时,总能量的一小部分也释放到工具电极上,从而造成工具损耗。
…… …… 余下全文
苏州市职业大学
校内实习实训报告
名称 现代制造技术特种加工实训
20##年3月24日至 20## 年 3月28日共1 周
学院(部) 机电工程学院
班 级 12检测一班
姓 名 宋爽
学 号 125303102
…… …… 余下全文
山西广播电视大学实践调查报告
考核表
实践课程 特种加工
实践地点 汾矿集团介休选煤厂、设备修造厂
 学生单位 汾矿集团企管处
学生单位 汾矿集团企管处
 姓 名 刘 俊 教育层次 大学本科
姓 名 刘 俊 教育层次 大学本科


 学 号 1014001203570 市(地)级电大 晋中市
学 号 1014001203570 市(地)级电大 晋中市
 专 业 机械设计制造及其自动化 分校(教学点) 介纺工作站
专 业 机械设计制造及其自动化 分校(教学点) 介纺工作站
评阅成绩
…… …… 余下全文
实训报告内容与要求
一、实训目的
二、实训任务(抄写任务书上的自己拿到的题目,电火花成形、线切割各一个)
三、实训设备与工具
四、设备结构:1.电火花成形机床结构 2.线切割机床结构
五、操作过程:1.电火花成形机床操作过程 2.线切割机床操作过程
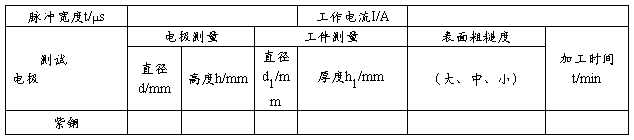
六、参数记录:
1.电火花成形加工参数
2.线切割加工参数

七、工件检验记录
1.电火花成形加工工件主要尺寸检验记录
2.线切割加工参数工件主要尺寸检验记录
八、作简单加工质量分析
…… …… 余下全文