酒钢宏兴钢铁股份有限公司1×7.5MW+1×15MW
烧结余热发电工程
焊
接
专
业
技
术
总
结
中建七局安装工程有限公司
酒钢项目部
烧结余热发电工程锅炉安装施工
焊接工程技术总结
由于该工程的设计、制造及设备供货涉及的单位较多,从各方面来看均有其一定的特点,对该工程从不同的方面进行总结具有一定的意义。
工程概况
本工程场地位于酒钢冶厂区内,本工程系酒泉钢铁集团有限责任公司烧结余热发电项目,新建一座1×15MW+7.5MW发电机组各一台,利用4#烧结场地原有预留空地新建汽机房、冷却塔;根据现场情况在环冷机附近布置余热锅炉,其中1#与2#环冷机布置一台锅炉,3#与4#各布置一台锅炉;综合管网根据情况,尽量利用原有厂区老支架,结合新做支架综合布置。其它相关辅助建筑物,根据现有场地合理布置。1.锅炉型号及参数如下:
1#锅炉型号:Q230/340-18.71-1.2/280
(1)入口烟气流量:230000Nm3/h
(2)入口烟气温度:340℃
(3)锅炉排烟温度:~120℃
(4)蒸汽量:18.71t/h
(5)蒸汽压力:1.2MPa
(6)蒸汽温度:280℃
2#锅炉型号:Q150/360-14.06-1.2/280
(1)入口烟气流量:150000Nm3/h
(2)入口烟气温度:360℃
(3)锅炉排烟温度:~120℃
(4)蒸汽量:14.06t/h
(5)蒸汽压力:1.2MPa
(6)蒸汽温度:280℃
3#锅炉型号及参数如下:
型号Q300(180)/375(320)-33.27(13.46)-2.3(0.4)/355(200)
(1)高温段入口烟气流量:300000Nm3/h
(2)高温段入口烟气温度:375℃
(3)中温段入口烟气流量:180000Nm3/h
(4)高温段入口烟气温度:320℃
(5)锅炉排烟温度:~140℃
(6)主蒸汽量:33.27t/h
(7)主蒸汽压力:2.3MPa
(8)主蒸汽温度:355℃
(9)低压蒸汽量:13.46t/h
(10)低压蒸汽压力:0.4MPa
(11)低压蒸汽温度:200℃
焊接工程简介
2.1本机组承压部件焊口较以往工程多,锅炉水压焊口39267只(含部分零星管路)。主蒸汽管道焊口37只给水管道焊口113只,其他等焊口70多只。
2.2 承压部件的钢材种类有GB308720#,Q235
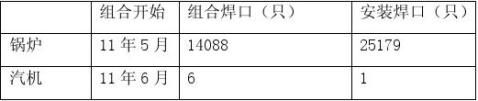
2.3锅炉本体受热面组合从20xx年5月底开始,6月份大件吊装,至8月5日水压试验完成,共完成水压焊口39267只;汽机组合工作从20xx年6月开始,同时在锅炉上进行安装,到20xx年10月底完成主汽、给水水压焊口200只,至冲管前汽机共完成主汽、给水、导汽、抽汽等中低压管道500多吨。(表1)
表1 水压焊口完成情况
焊接工作特点
3.酒钢烧结1#、2#机组的焊接施工准备,是历来工程中做的较好的一个。
3.1.1由于供货充分,汽机、锅炉所引用的标准相同同,施工组织相当顺利,施工过程中减少压力。水压前项目部总工、焊接科的努力下,业主连续召开了两次焊接专题协调会,会上详细地讨论了培训、施工及检验中所涉及的标准、规范、规程,甚至具体到某些特殊、重要部件的无损检测比例,为施工起到了重要的指导作用。还充分地听取了施工单位的意见,尤其在进口焊接材料、钢材供应方面,给予我们很大的帮助,使我们的
首批焊工能及时地于20xx年12月份开始培训,为进一步的施工创造了条件。
3.1.2由项目部总工牵头,焊接科专业人员组织各部门及工地编写了“酒钢烧结余热机组安装工程《焊接专业施工组织设计》”该技术文件对后来的施工技术及质量管理起到了重要的指导及规范作用。
3.2焊前练习工作较以往工程管理严格。
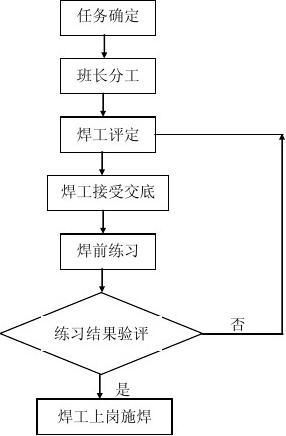
焊接科下发了“焊前练习管理制度”,各工地焊接班长对上岗前的练习能正确对待,焊前练习流程(图1)控制得很好。为了使焊工尽快地适应将要施工的部位,我们制作了仿末级级过热器管排练习架、仿联箱管座十字练习架。在焊前练习的过程当中,我们受到了专业人员及德方专家的指导,对我们的焊前练习提出了不少意见,使我们的焊前练习工作进行地更加完善,为保证工程焊接质量奠定了基础。
图1 焊前练习控制流程 焊接施工过程
4.1锅炉焊接施工:
4.1.1 地面组合:
20xx年6月份锅炉受热面组合工作全面开始,陆续经过近四个月的奋战,完成了“W”水预热器、过热器、省煤器、蒸发热器及本体管道的组合安装工作,共完成焊口3086道,无损检验一次合格率最低95.3%。。为保证氩弧焊接顺利进行,我们从上到下都进
行了周密部署。首先是施工技术准备及技术交底进行的比较扎实:焊接技术员及热处理技术员均编写出详细的施工措施,经各级严格审批后,在分公司的组织下,进行了钳工、焊工、热处理工、无损检验人员及电源班等方面的技术交底,总工和施管科及质检站专业人员都做了重要指示;第二,我们挑选了6名具备氩弧焊接资格的焊工进行焊前练习,从中选拔出4名操作技术较稳定的焊工承担此项任务;第三,精心组织施工,使钳工准备、焊前预热、焊接、热处理、检验几个环节统筹安排,减少了施工中相互制约造成的窝工现象,提高了劳动效率。热处理工每天早上6点就赶到现场进行焊前预热工作,保证钳工、焊工8点上班后马上投入对口焊接工作。焊口的氩弧焊打底工作由每组操作水平较高的焊工担任,使每道焊口的根部质量得到有效的保证。钳工在热处理前用#22铅丝将每根管子固定好,防止热处理引起的变形。焊接完毕,热处理工在最短的时间内做好准备工作,于晚上11点将焊口处理完,第二天中午试验室人员对焊口进行无损检验,一般在下午4点前就将检验结果通知工地。就这样,经过我们多方努力,焊口检验合格率达到100%。
4.1.2安装阶段:
6月份本体大件吊装开始后,我们的工作中心从地面组合转移到高空安装。为了在紧张的施工当中保证每一道焊缝的质量,我们采取了焊工新老强弱搭配,技术员、质检员加强现场监督检查,及时替换技术不稳定的焊工等一系列措施,一鼓作气,于10月25日前完成水压焊口近X道。焊口一次检验合格率在94.96%-100%之间水压试验无一焊口渗漏。
4.2汽机焊接施工
4.2.1从11年7月中旬开始,我们进行主蒸汽及给水管道的组合工作,经过15天的努力,在汽机焊接班及热处理班的拼搏奋战,完成主蒸汽管道焊口10道、主给水管道焊口4道。在一号炉水压试验中,汽机部分的相关系统共有83道焊口参与试验,焊口无一出现问题。
4.2.2在汽机设备管道的焊接施工当中,值得一提的有以下两点:
a 由于各方面多次强调施工工艺纪律,使得一号机组大径管焊口均采用了多层多道的焊接工艺,彻底根除了以往施工当中大径管焊缝单层厚度超标(最多可达10mm)的严重错误做法。这样,减少了焊缝缺陷产生的几率,保证了焊缝的综合机械性能,切实地做到替业主着想,为业主服务的宗旨。
b 在中低压管道施工中,我们坚持大多数管道采用氩弧焊打底/电焊盖面的焊接方法,
有效地提高了中低压管道的检验合格率,防止了试运行当中中低压管道焊口渗漏的现象,节约了试运行周期。
焊接质量技术管理
5.1焊接技术准备工作周密详实,管理工作上下协调一致。
5.1.1开工初期,由于公司焊接培训中心的大力支持,焊接工艺评定工作按期完成。为焊接技术文件、施工组织设计及措施的编制奠定了基础。
5.1.2焊工培训工作按计划及时完成,在业主的大力协助下,外方焊接专家对焊工的确认工作在开工前均已完成,为施工的顺利进行及人员的合理调配创造了条件。
5.1.3焊接技术管理文件如“焊前练习制度”、“焊接材料管理制度”及“焊接施工交底制度”等文件得到了有效的落实。工地接到这些问件后,不仅组织大家学习,还将其中的条款在进行班组建设时转化成班组的管理细则,使全体成员都明白自身的职责。
5.1.4焊接技术服务工作到位,技术员、施管科焊接专业人员时刻深入现场,及时发现问题,解决问题,积极参与到重要部件的焊接施工当中。
5.2加强焊接工程质量意识教育
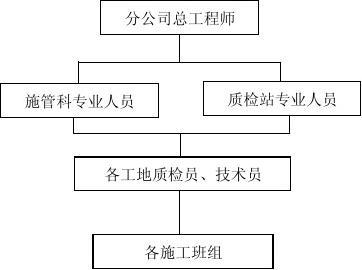
5.2.1建立健全质量保证体系(见图2)
图2 焊接质量保证体系 5.2.2进行全员质量管理,积极开展QC小组活动。锅炉工地焊接QC小组,他们从工程开始就将活动的目标定在攻克20#钢小径管焊接质量问题,确定了“严格施工工艺,确保20#钢焊接质量”的课题,通过小组全体成员的努力,圆满的完成了小组的任务,解决了施工难题。
5.3焊接材料管理较以往工程有很大的提高
5.3.1在监理的要求下,汽机和锅炉两个焊接班对三级焊条库进行了彻底翻修,购买、改造了焊条烘烤箱,对保温性能不好的保温箱进行更换,焊条保温桶人手一个。
5.3.2焊接材料的领用、烘烤、发放、回收等环节严格把关,详细记录,质检站定期检查。规范了焊接材料管理程序,确保了施工质量,未发生一起错用焊条的事件。
5.4金属试验室把关严格,配合积极。金属试验室除按要求作好检验工作外,还积极主动地配合工地寻找缺陷存在的原因。试验室主任、三级检验员卢印容同志在连续发现4个焊口出现同一缺陷后,带着底片领着技术员会同焊接人员到现场分析原因,避免了同类缺陷再次发生。也从一个侧面反映出质量问题齐抓共管的局面。
6 通过以上几个方面的简单介绍可以看出,我们虽然通过各方努力,解决了焊接施工中的一些问题,工作中取得了一些进步,但也暴露出我们在焊接施工当中的一些问题,前车之辙,后车之鉴。其他的如焊接资源的合理配制问题、焊工资格的确定、焊接管理机制等问题,还需要大家共同探讨,有待于以后解决。
中建七局安装工程有限公司
酒钢项目部
第二篇:焊接技术总结
淮南田集电厂1号机组焊接工程技术总结
淮南田集电厂是我公司安装的第二个具有600MW的工程,该工程我公司承建其中的1号机组的设备安装任务,也是我公司的第一个投标工程。由于该工程的设计、制造及设备供货涉及的单位较多,从各方面来看均有其一定的特点,对该工程从不同的方面进行总结具有一定的意义。
1 工程概况
淮南煤电基地田集电厂建设规模为2×600MW超临界机组工程,由上海电力股份公司和淮南矿业(集团)有限公司共同出资,双方的投资比例各别为50%,工程总投资47.85亿元。田集电厂系新建区域性电厂。位于安徽省淮南市田集乡境内,距离淮南市区约30公里。厂址处于田集机修厂以东,庙西村以西,阜淮铁路潘集西站以北的区域内。华东电力设计院承担着本工程的总体设计,由浙江电力建设监理有限公司对本工程实施建设全过程监理。焊接专业主要负责我公司承担范围内所有与焊接有关的焊接及焊接管理工作。机组主要参数如下:
上海电气集团股份有限公司(上海锅炉厂有限公司)生产的超临界参数变压直流炉,单炉膛、一次再热、平衡通风、露天布置、固态排渣、全钢架、全悬吊结构Π型锅炉。锅炉(B-MCR工况)参数如下:
过热蒸汽流量: 1913t/h
过热蒸汽出口压力 25.4Mpa(g)
过热蒸汽出口温度 571℃
再热蒸汽流量: 1586t/h
再热蒸汽进口压力 4.29Mpa(a)
再热蒸汽出口压力 4.10Mpa(a)
再热蒸汽进口温度 310℃
再热蒸汽出口温度 569℃
省煤器进口给水温度 282℃
锅炉效率 93.5%(BRL)
空预器型式 三分仓回转式空气预热器
汽机:
型式:超临界、一次中间再热、三缸四排汽、单轴双背压、凝汽式、八级回热抽汽。
额定功率 MW 600
额定主汽门前压力(Mpa) 24.2
额定主汽门前温度(℃) 566
额定再热汽阀前温度(℃) 566
汽轮机低压缸排汽背压为 11.8Kpa
补给水量 3%
最终给水温度为 280℃
加热器级数(包括除氧器) 8
2 焊接工程简介
2.1本机组承压部件焊口较以往工程多,锅炉水压焊口39267只(含部分零星管路)。主蒸汽管道焊口37只,高压主给水管道焊口113只,主蒸汽旁路、给水旁路以及高压导汽管道、抽汽管道等焊口70多只。
2.2 承压部件的钢材种类较多,主要有:SA210-C、SA213-T12、SA213-T22、SA213-T23、SA213-T91、15CrMo、SA335-P11、SA335-P22、SA335-P91、W36、SA213-TP347H及18-8型不锈钢等,具体钢材牌号有近20种。其中国内刚才按国标(GB)或冶标(YB)供货,国外钢材锅炉部分按ASME标准供货。
2.3锅炉本体受热面组合从20xx年1月底开始,3月份大件吊装,至11月5日水压试验完成,共完成水压焊口39267只;汽机组合工作从20xx年8月开始,同时在锅炉上进行安装,到20xx年2月底完成主汽、给水水压焊口200只,至冲管前汽机共完成主汽、给水、导汽、抽汽等高压焊口500余只,中低压管道3500多吨。(表1)
表1
水压焊口完成情况

3 焊接工作特点
3.1 淮南田集电厂1号机组的焊接施工准备,是历来工程中做的较好的一个。
3.1.1由于供货充分,汽机、锅炉所引用的标准相同同,施工组织相当顺利,施工过程中减少压力。水压前项目部总工、焊接科的努力下,田集业主连续召开了两次焊接专题协调会,会上详细地讨论了培训、施工及检验中所涉及的标准、规范、规程,甚至具体到某些特殊、重要部件的无损检测比例,为施工起到了重要的指导作用。会上田集质监站专业人员除提出业主的要求外,还充分地听取了施工单位的意见,尤其在进口焊接材料、钢材供应方面,给予我们很大的帮助,使我们的首批焊工能及时地于20xx年12月份开始培训,为进一步的施工创造了条件。
3.1.2由项目部总工牵头,焊接科专业人员组织各部门及工地编写了“田集电厂一号机组安装工程《焊接专业施工组织设计》”该技术文件对后来的施工技术及质量管理起到了重要的指导及规范作用。
3.2焊前练习工作较以往工程管理严格。
焊接科下发了“焊前练习管理制度”,各工地焊接班长对上岗前的练习能正确对待,焊前练习流程(图1)控制得很好。为了使焊工尽快地适应将要施工的部位,我们制作了仿末级级过热器管排练习架、仿联箱管座十字练习架。在焊前练习的过程当中,我们受到了华能质监站专业人员及德方专家的指导,对我们的焊前练习提出了不少意见,使我们的焊前练习工作进行地更加完善,为保证工程焊接质量奠定了基础。
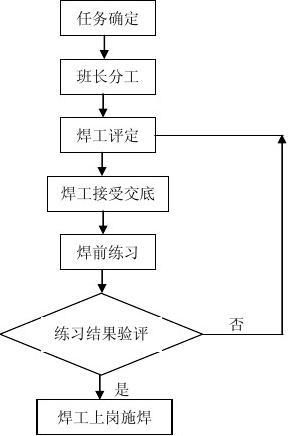
图1 焊前练习控制流程
3.3本工程检验要求高。锅炉受热面焊口100%无损检验,末级级过热器和末级再热器分隔屏过热器焊口100%的射线探伤检验。
4 焊接施工过程
4.1锅炉焊接施工:
4.1.1 地面组合:
20xx年1月份锅炉受热面组合工作全面开始,陆续经过近四个月的奋战,完成了“W”水冷壁、包墙过热器、省煤器及二、三、四级过热器的组合工作,共完成焊口3086道,无损检验一次合格率最低95.3%。其间我们对三、四级过热器的1000道X20CrMoV121(F12)焊工投入了较多的精力。为保证F12纲焊接顺利进行,我们从上到下都进行了周密部署。首先是施工技术准备及技术交底进行的比较扎实:焊接技术员及热处理技术员均编写出详细的施工措施,经各级严格审批后,在分公司的组织下,进行了钳工、焊工、热处理工、无损检验人员及电源班等方面的技术交底,总工和施管科及质检站专业人员都做了重要指示;第二,我们挑选了6名具备F12钢焊接资格的焊工进行焊前练习,从中选拔出4名操作技术较稳定的焊工承担此项任务;第三,精心组织施工,使钳工准备、焊前预热、焊接、热处理、检验几个环节统筹安排,减少了施工中相互制约造成的窝工现象,提高了劳动效率。热处理工每天早上6点就赶到现场进行焊前预热工作,保证钳工、焊工8点上班后马上投入对口焊接工作。焊口的氩弧焊打底工作由每组操作水平较高的焊工担任,使每道焊口的根部质量得到有效的保证。钳工在热处理前用#22铅丝将每根管子固定好,防止热处理引起的变形。焊接完毕,热处理工在最短的时间内做好准备工作,于晚上11点将焊口处理完,第二天中午试验室人员对焊口进行无损检验,一般在下午4点前就将检验结果通知工地。就这样,经过我们多方努力,地面组合的1000道F12钢焊口用时45天,检验合格率达到96%。
虽然我们在焊口施工方面进行了周密的部署,焊口质量达到了预期的目标,但我们对一般结构的焊接有所忽视。在二级过热器的组合过程中,防磨瓦的焊接质量较差,在组合的初期,多次受到华能质监站的批评。随后,我们对二级过热器所有的防磨瓦焊缝进行了修补。为防止同样问题在三、四级过热器再次发生,我们编制了“蛇行管排防磨瓦焊接记录表”,将防磨瓦的焊接工作落实到人,每位焊工在焊完
防磨瓦后,要在“记录表”上签字,同时,质检员也进行验收签字。由于责任层层落实,使得我们最终将一般结构的焊接质量得到有效的控制。
4.1.2安装阶段:
6月份本体大件吊装开始后,我们的工作中心从地面组合转移到高空安装。为了在紧张的施工当中保证每一道焊缝的质量,我们采取了焊工新老强弱搭配,技术员、质检员加强现场监督检查,及时替换技术不稳定的焊工等一系列措施,一鼓作气,于10月25日前完成水压焊口近20000道。焊口一次检验合格率在94.96%-100%之间水压试验无一焊口渗漏。无论是焊缝的外观质量还是无损检验等都受到华能质监站及德国专家的好评。在安装阶段,有以下几个方面需要回顾:
a 在34M标高包墙进口集箱、斜水冷壁出口集箱连接散管安装的1500道焊口施工当中,部分焊口氩弧焊打底后放置一到两天没有盖面的不良情况,华能质监站对此很不满意,以书面通知我们要求限期整改。尽管我们以最快的速度将未盖面的焊口焊完,但该部位由于工期紧、人员少造成的工序混乱,导致质量失控的状况暴露出我们质量管理方面的漏洞。随后制定了预防改正措施,并在工地班组以各种形式教育职工,提高大家的质量意识,防止类似事情再发生。
b 在F12钢大径管的焊接施工当中,我们反复参阅了相关资料,认真编写出F12钢大径管焊接施工措施,进行了联合交底。在施工当中,根据现场的具体情况,在与德国专家充分论证、取得华能质监站的同意下,我们成功地采用F12钢大径管“低温打底”及“第一层打底用SGCrMo2焊丝”的工艺,高质量地完成了32道F12大径管焊口的焊接任务。
4.2汽机焊接施工
4.2.1从96年9月中旬开始,我们进行主蒸汽及主给水管道的组合工作,经过22天的努力,在汽机焊接班及热处理班的拼搏奋战,完成主蒸汽管道焊口10道、主给水管道焊口4道。在一号炉水压试验中,汽机部分的相关系统共有83道焊口参与试验,焊口无一出现问题。汽机部分主要焊口的情况见表2。
表2
汽机主要高压焊口统计

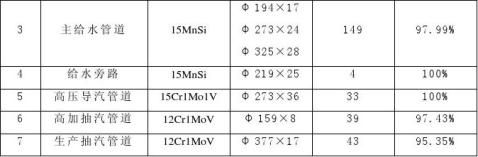
4.2.2在汽机设备管道的焊接施工当中,值得一提的有以下两点:
a
由于各方面多次强调施工工艺纪律,使得一号机组大径管焊口均采用了多层
多道的焊接工艺,彻底根除了以往施工当中大径管焊缝单层厚度超标(最多可达10mm)的严重错误做法。这样,减少了焊缝缺陷产生的几率,保证了焊缝的综合机械性能,切实地做到替业主着想,为业主服务的宗旨。
b 在中低压管道施工中,我们坚持大多数管道采用氩弧焊打底/电焊盖面的焊接方法,有效地提高了中低压管道的检验合格率,防止了试运行当中中低压管道焊口渗漏的现象,节约了试运行周期。
5 焊接质量技术管理
5.1焊接技术准备工作周密详实,管理工作上下协调一致。
5.1.1开工初期,由于公司焊接培训中心的大力支持,焊接工艺评定工作按期完成。为焊接技术文件、施工组织设计及措施的编制奠定了基础。
5.1.2焊工培训工作按计划及时完成,在业主的大力协助下,外方焊接专家对焊工的确认工作在开工前均已完成,为施工的顺利进行及人员的合理调配创造了条件。 5.1.3焊接技术管理文件如“焊前练习制度”、“焊接材料管理制度”及“焊接施工交底制度”等文件得到了有效的落实。工地接到这些问件后,不仅组织大家学习,还将其中的条款在进行班组建设时转化成班组的管理细则,使全体成员都明白自身的职责。
5.1.4焊接技术服务工作到位,技术员、施管科焊接专业人员时刻深入现场,及时发现问题,解决问题,积极参与到重要部件(如有F12钢焊口部件)的焊接施工当中。
5.2加强焊接工程质量意识教育
5.2.1建立健全质量保证体系(见图2)
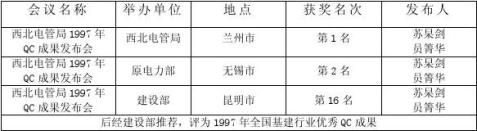
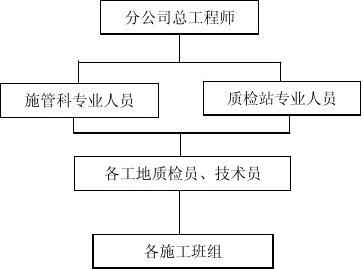
图2 焊接质量保证体系 5.2.2进行全员质量管理,积极开展QC小组活动。锅炉工地焊接QC小组,他们从工程开始就将活动的目标定在攻克F12钢小径管焊接质量问题,确定了“严格施工工艺,确保F12钢焊接质量”的课题,通过小组全体成员的努力,圆满的完成了小组的任务,解决了施工难题。其“严格施工工艺,确保F12钢焊接质量”成果在19xx年的发布会上连连获奖(见表3)。
表3
QC成果获奖统计 5.3焊接材料管理较以往工程有很大的提高
5.3.1在华能质监站的要求下,汽机和锅炉两个焊接班对三级焊条库进行了彻底翻修,购买、改造了焊条烘烤箱,对保温性能不好的保温箱进行更换,焊条保温桶人手一个。
5.3.2焊接材料的领用、烘烤、发放、回收等环节严格把关,详细记录,质检站定期检查。规范了焊接材料管理程序,确保了施工质量,未发生一起错用焊条的事件。
5.4金属试验室把关严格,配合积极。金属试验室除按要求作好检验工作外,还积极主动地配合工地寻找缺陷存在的原因。试验室主任、三级检验员卢印容同志在连
续发现4个焊口出现同一缺陷后,带着底片领着技术员会同焊接人员到现场分析原因,避免了同类缺陷再次发生。也从一个侧面反映出质量问题齐抓共管的局面。 6 研成果通过以上几个方面的简单介绍可以看出,我们虽然通过各方努力,解决了焊接施工中的一些问题,工作中取得了一些进步,但也暴露出我们在焊接施工当中的一些问题,前车之辙,后车之鉴。其他的如焊接资源的合理配制问题、焊工资格的确定、焊接管理机制等问题,还需要大家共同探讨,有待于以后解决。