新建玉米加工项目
可行性研究报告
院 长:
总工程师:
项目负责人:
经济负责人:
设计院:
目 录
第一章 项目概况
第二章 项目背景与发展概况
第三章 市场预测与建设规模
第四章 生产品种与原料供应
第五章 厂址选择及基建规模
第六章 生产工艺
第七章 工程技术方案
第八章 设备选型及报价
第九章 节约能源与环境保护
第十章 生产组织及项目定员
第十一章 投资估算及资金来源
第十二章 经济效益分析及财务评估
附件 1、生产车间平面设备布置图
2、生产工艺流程图
3、生产设备报价表
第一章 项目概况
项目名称:新建玉米加工车间
承办单位: 公司
法人代表:
主管部门:
项目拟建地:
公司所在地 齐齐哈尔 主要以种植玉米为主的农业基地。
可行性研究编制单位:
可行性研究的依据:
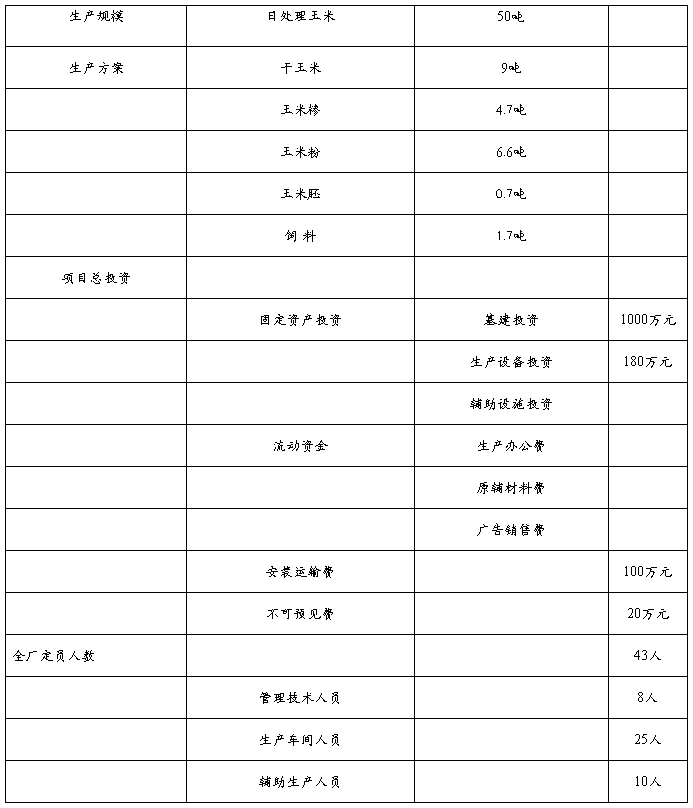
项目设计规模:拟建设玉米深加工食品厂,日处理50吨玉米:生产干玉米9吨,玉米渗4.7吨,玉米粉6.6吨,玉米胚0.7吨,饲料1.7吨等等。
项目能耗:
1、电力:该项目总装机容量为 600KW,设计负荷为800KVA变压器一台,厂内设变电室满足供应生产用电;
2、蒸汽:该项目用汽量最大为 3.5顿/时,在当地选用4顿/时蒸汽锅炉2台,采暖期启动2台,非采暖期可轮换检修,保证生产生活用热;
3、供水:该项目平均用水量20顿/时的自来水管线或自备深井一眼;
投资估算及资金筹措:项目总投资2200万元。其中自筹500万元,财政借款150万元,银行贷款1500万元,其他渠道解决100万元。
主要技术经济指标
第二章 项目背景与发展概况
目前在我国玉米的种植主要在东北三省,而黑龙江是世界三大黄金玉米带之一,在世界粮食产量中,玉米占有重要的地位。而淀粉工业的发展使得玉米的深程度开发利用在今天得到越来越多的重视,本项目立足于产地的便捷条件和低廉成本,使玉米深加工具有较大的优势,项目拟建年处理10万吨的玉米加工生产线,投产后可年产淀粉、麦芽糖、玉米油、纤维蛋白饲料等10万多吨。以现在的市场情况看,不仅社会效益和经济效益显著,还有一定的抗风险能力。
在世界玉米产业发展大趋势下,我国玉米产业战略性结构调整步伐随之加快。产业结构上开始从初加工向精深加工拓展,区域结构上玉米产业重心开始由销区向产区转移。
1、从生产情况看,近年来在国家一系列惠农政策支持下,在市场价格拉动下,农民种粮积极性不断高涨,玉米产量持续攀升。20##年全国玉米产量1.43亿吨,比20##年的1.14亿吨增长了25.4%,6年平均增长4.2%。
2、从产业结构上看,国内以淀粉、饲料为主的初加工正在向变性淀粉、赖氨酸和化工醇为代表的精深加工乃至生化加工转变。淀粉衍生物和乙醇下游产品的开发步伐不断加快,并且取得了重大突破。黑龙江省位于世界三大黄金玉米带上,玉米人均占有量、商品量、出口量连续多年居全国首位。目前黑龙江省玉米加工企业已发展到了500多家,加工产品逐步由淀粉、酒精等初加工产品向发酵、精细化工产品过渡。加工品种也已达到200多种,从寻常的淀粉,到用多元醇、乳酸等生产的合成纤维、工程塑料等,这些产品被广泛用于食品、纺织、汽车、电子、医疗等领域。
比如长春大成集团今年投产的年加工225万吨玉米、100万吨化工醇和100万吨差别化聚酯项目,技术水平很高。大成集团已获得生物化工醇催化剂生产工艺技术、反应设备制造和化工醇生产工艺技术等几十项国家专利。生产1吨化工醇只需1吨淀粉,消耗玉米1.42吨,消耗能源只有原设计水平的一半,玉米化工产品的成本只相当于石化产品的一半。
3、从区域结构上看,国内玉米产业发展的重心正在由销区向产区转移。在过去的20多年里,产区的玉米主要是运到销区加工,原因是产区投入不足,加工业发展缓慢,而沿海发达地区资本优势明显,玉米资源可以到这些销区配置资本。近几年来,沿海发达地区资本开始向北方转移,产区玉米资源的比较优势得以彰显,配置资本的作用不断加强。江苏、广东、福建等省的玉米加工企业以及中粮、华润等大型企业在产区的投资不断增加。主产省玉米产量尚存巨大增产潜力 ,随着产区玉米加工业的迅速发展,原粮外调量减少,销区省份开始担心产区的加工业消耗掉过多的玉米会影响国家粮食安全。对此,未来十年内玉米总产量还能再翻一番,不仅能满足自身加工业发展需要,而且还能保证一定数量的原粮外调。
齐齐哈尔粮食主产区地势平坦,耕地集中连片,农机化发展有较好的基础。但农机装备较差,尤其是大中型农机具少,配套比例不足,全程机械化能力更低。机械化作业主要是可以在抢农时提高作物播种、栽培质量,改善土壤团粒结构,提高肥力,可以及时加强田间管理,提高抗灾能力。据估算,通过机械化生产,一斤玉米不仅能减少一毛钱的成本,还可以增加10%的产量。
第三章市场预测与建设规模
玉米是重要的传统食品。玉米子粒营养丰富,蛋白质含量高于大米,脂肪含量高于面粉、大米和小米,热量高于面粉、大米及高粱。据研究,玉米中含有大量的镁,可促进体内废物的排除,抑制癌细胞的形成和发展,而且玉米中富含抗癌元素硒、维生素、粗纤维、锌等,可加速体内过氧化物的分解,使恶性肿瘤因得不到分子氧的供应进而得到抑制。
在许多发达国家,玉米被视为一种时髦的保健食品和“黄金食品”,如在美国上千种保健食品中就有2/5是以玉米为原料加工而成的。近年来,玉米食品在国际市场上十分畅销,其品种多样,需求上升。如在加拿大、美国,将玉米制成玉米方便食品,食用时只需用水煮5—6min即可,已成为一种流行的方便食品.
随着我国人民食品消费观念的转变和生活节奏的加快,用玉米制成的许多风味不同的方便食品也已受到普遍欢迎,在城市及较发达地区,玉米是调剂口味不可缺少的保健食品。由于玉米含有特殊抗癌因子一谷光甘太以及丰富的胡萝卜素和膳食纤维等,利用现代食品工程技术可生产多种类的玉米食品。随着食品机械和加工工艺的发明创新,玉米的食用品质不断改善,形成了种类多样的玉米食品,如玉米糁、玉米粉、玉米渣、特制玉米粉、玉米片、制成玉米糊、玉米面条、玉米饺子、玉米包子、玉米元宵、玉米饼干、玉米各种糕点等等。
玉米油是近年来发展的新型保健食用油。普通玉米子粒中含油量一般在4%一5%,而油分的85以上集中在胚里。玉米胚芽通过机械压榨法、浸出法直接提取玉米胚芽粗油,再经脱色、脱臭等工艺方法可制得玉米胚芽精油,供药用或食用。玉米油被认为是营养价值较高的食用油,含有10余种脂肪酸,含有大量的不饱和脂肪酸,同时还含有丰富的维生素A和E,故玉米油的营养价值仅次于红花油和葵花油而优于豆油、花生油和菜籽油,属优质食用油。
玉米油口味清淡,是一种比精制油更为纯净的食用油,同时还有预热时间短、油烟少等诸多优点,保持厨房的清洁卫生,欧美国家早已习惯食用这种少油烟、无油腻、热点高的“绿色食品”,,在国内外称之为享有“健康油”、“长寿油”等许多美誉。玉米油除作食用外,还是人造奶油的原料,在工业上是制造润滑油、油漆涂料等产品的原料。由于玉米油的上述特点,及营养价值高,味道好,不易变质,因而深受人们欢迎。
国家计委、国家经贸委和农业部联合发布的食品工业“十五”发展规划中指出:要调整玉米深加工的区域分布和产品结构;积极开发进入一日三餐的玉米方便营养食品;推广投入少、污染小的干法玉米制糁制粉,制淀粉糖和发酵制品;积极推动玉米胚芽制油,开拓国内外市场;开展综合利用促进饲料生产,为解决玉米产大于销做出贡献。根据上述精神,扩大玉米的工业利用,首先应是量大面广、能进入一日三餐的食品,这样才能规模化地推动玉米的产业化进程。
玉米主食以玉米为主料的主食,包括谷物早餐、即食粥、玉米,还有传统的玉米面发糕,经过精加工实现了工业生产,开始进入家庭。我国3亿多城镇居民,主食中精米精面消费比例已超过70%,而玉米主食对于调整饮食结构,有很重要的作用。因为玉米与大米、面粉相比,除了蛋白质中赖氨酸、蛋氨酸等必需氨基酸不足以外,纤维素、维生素、矿物质、脂类、各种生理活性物质(如叶黄素)等,均比大米、面粉要高。采用现代高新技术加工玉米,可以为广大消费者提供可口的玉米主食。在这方面,吉林走在全国前列。该省年产6000吨玉米方便面盒面和碗面生产流水线已通过省部级专家鉴定;年产6000吨玉米特强粉生产线,通过了国家轻工局专家鉴定,可用来制面条、饺子、馒头、发糕、面包等主食。今后在城市居民中推出玉米制品的主食,作为调整饮食结构的措施,既有利于玉米消费,又有益于人民身体健康
预计市场需求量每年要扩大22%,在21世纪的头十年结束的时候玉米制品市场将增至现在的3倍多。科技进步将使玉米为原料的保健食品更具竞争力。
第四章生产品种与原料供应
一、建设规模
拟建设生产线:全干法日加工50吨玉米联产(即:提胚、制糁、制粉)生产线。
1、10吨玉米水分含量在15-18%生产线一条(每吨毛玉米可生产900公斤干玉米);
2、10吨玉米生产玉米糁的生产线一条(每吨毛玉米可生产470公斤糁);
3、20吨玉米生产玉米粉的生产线一条(每吨玉米可产玉米粉330公斤);
4、10吨玉米生产玉米胚的生产线一条(每吨可产70公斤胚);
5、饲料加工的生产线一条(40吨玉米加工后残余物加工而成约为1700公斤);
二、生产品种及规格
1、产品品种

2、产品产量

3、存储要求:
(1)干玉米、饲料按60天贮藏量设计;
(2)玉米粉、玉米胚、玉米糁、玉米胚按10天贮藏量设计。
三、原料供应
1、要求每天供应50吨玉米;
2、原料玉米的要求:
(1)水分:14%以下不折扣;14-16%超一扣一;16-18%超一扣一点二;18-20%超一扣一点三;20-23%以上超一扣一点五:23-25%超一扣一点五。25-30超一扣一点七。
(2)、杂质:0.5%以下不折扣;0.5-3%超一扣一,3-5%超一扣二;5%以上拒收或让步接收。
(3)对小粒品种的玉米一律拒收
(4)霉变粒:1%以下不折扣;1-3%超三扣一;3-4%超二扣一;4-6%超一扣一;6%以上拒收或超一扣四让步处理。
(5)容重:要求东北玉米容重必须达到660;660-650g加扣2%;650-640g加扣4%;640-630g加扣6%;630以下拒收。
(6)虫蚀粒:虫蚀粒执行从0开始有六扣一。
3、产品的要求
(1)糁中无根冠(黑星);
(2)糁中无微皮、大皮;
(3)糁成色黄红亮;
(4)粒度均匀;
(5)糁中无白点灰粉;
(6)糁表面无菱角;
(7)粉色深黄;
(8)皮内应含少许粉状物,无大皮
(9)如需提胚:胚的出品率不得低于7%,胚纯度不得低于90%,含油量应在40%以上;
四、辅料供应
1、蔗糖:120公斤/天
2、调色调味剂,100公斤/天;
3、饲料添加剂,500公斤/天;
五、包装材料
1 、塑料袋:2万个/天;
2、饲料包装袋:50个/天
3、丝袋:100个/天
4、塑料箱:2000个;
第五章 厂址选择及基建规模
一、 厂房选址原则
1、交通方便;
2、周围5公里内无硅酸盐工业、冶炼业、电镀业等一切可能产生有害气体和有害粉尘的工厂;
3、建议该厂建在城市的上风方向和城市水源的上游;
4、水、电能保证供应,不停水、停电,上下水卫生条件满足;
5、厂址选定后,建议种植树木形成绿化带。
二、生产车间的布置原则
生产车间的布置按工艺流程要求做到了流程短,工段之间衔接好,物料走向流畅。
1.从收购、预处理、贮存、配料、生产、灭菌、包装、成品贮存连续完成;
2.生产间和辅助生活间用走廊隔开,主次分明。
3.生产车间与生活间采用中央空调,排水采用地漏与明沟盖板相结合。纸盒存放间采用独立空调,温度25—30℃,湿度28—35%,四周间隔通道大于500mm。
4.空箱堆放处与包装间相连,便于工作。
5.成品库与包装间相连,成品库房采用高窗或无窗,防小动物,符合消防有关要求,通风采用中央空调,出入库方便。
6.其他要求见《食品厂设计规范》。
三、厂区
占地面积约14000m2,车间面积约2090m2;成品库和原料库面积1080 m2锅炉房面积约54 m2,烘干塔占地面积6 4 m2变电室面积约54 m2,办公楼占地面积240 m2,其他辅助设施面积约483m2。
车间设备布置见附图
第六章 生产工艺
第七章工程技术方案
一、项目的构成范围和设计原则
全干法日加工50吨玉米联产(即:提胚、制糁、制粉)生产线。
每天生产玉米水分含量在15-18% 900公斤干玉米;470公斤玉米糁;玉米粉330公斤;70公斤玉米胚;玉米加工后残余物加工而成约为1700公斤饲料。
本设计起点高,工艺与设备具有国内最先进水平。
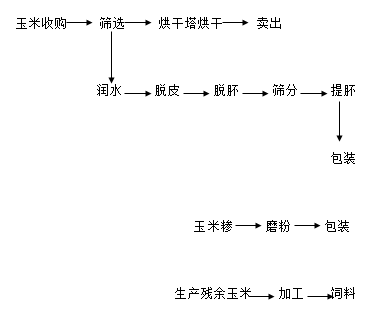
二、 生产工艺
详见工艺流程图(附图)
三、设备选型特点与成本分析
全干法工艺自20##年,研制开发后,经两年反复在公司及异地现场试验,验证达标后,定于20##年上线生产,现已在国内外建设半干法日产300-2000吨酒厂玉米提胚、榨油生产线16条,全干法食品类生产线86条,原半干法生产线改造27条,目前工艺、设备配置已非常成熟,各项经济指标达标,实行东北工艺、中原工艺、西北工艺,深受各地用户好评。
1、清粮设备工艺
传统的玉米清粮设备采用加工小麦、水稻,套用在玉米精加工清粮设备中,随着玉米脱粒机在脱粒过程中的广泛应用,玉米中的含杂量及并肩杂较多,传统清理设备在处理并肩杂的生产中,无法实现清理。并肩杂指的是与玉米一样大的杂质,其体积重量与小体积玉米一样,传统设备根本无法清理干净,清粮的净度对后道成品质量影响极大。
玉米清粮设备经研发改进后,实现并肩杂彻底与净粮分离,为后道加工工序奠定了良好的质量基础。
2、干法脱皮、抛光工艺
传统的半干法工艺是采用碾米机115型或150/200型等拌水后进行玉米脱皮,须掌握春夏秋冬的注水量及四季的润粮时间,稍有不慎就造成脱不净,出仁率低,成品内有黑星,副产品需烘干,在烘干也无法解决夏季热料更容易受潮变质的物理机能,更无法提取皮内含有增值的小玉米粒及黄色玉米粉,如不提取大大降低利润空间,新上半干法生产线的用户大多由于经验不足导致成品质量差,而销售不出去,最终当饲料卖掉,副产品酶变一分不值,造成严重损失。
研制生产的专用600型、600A型或大产量的1000型、1000A型玉米精脱机,工艺布置两脱一抛光的工艺流程,达到无皮、无黑星、无胚芽、出仁率高、色泽光亮等特点,为后道工序提供有益的质量保障。
3、干法制糁工艺
传统工艺,采用35、40型面粉机需3台三遍,主要工艺是改变每台拉丝角度,减少每台牙数进行制糁,也有的采用锥体240、278型锥形磨粉机加工制糁,但最终解决不了糁中带白点(淀粉粒)、糁身多菱角(扁形),出糁率低,出粉率高,电耗大的问题。
新型制糁工艺,是采用YMF40-50-60型超精糁制糁机,每套生产线配置1台就可,其特点:省电耗,出糁率高,糁中无白点(淀粉粒),糁状圆弧,无菱角,方圆型,色泽光亮等。
4、玉米糁悬浮清理工艺
传统玉米糁最后的检验是在装包装柜流管处设吸皮风网几个,分别处理净糁中的黑星微皮,但结果造成风量小、吸不干净,风量大因风速高造成细糁流失,影响出糁率,效果不佳。
YMFJQS80型-100型悬浮清理筛,是成品糁检验的专用设备,该工艺设置主要解决,玉米在清理、脱皮、抛光、制糁过程中,一旦流失进玉米糁中的黑星(根冠)、变质玉米及微皮的筛理、悬浮。使其从成品中分离,达到糁质纯净,细糁不流失,出品率不受影响的目的。
5、干法副料提纯清粉工艺
传统半干法工艺因8%的注水量,皮中水分含量大,但脱皮中避免不了玉米小细颗粒与黄淀粉流失进皮中,因皮中水分含量高,无论什么高端设备都无法提取,糁及黄粉,既使烘干因混合副产品,经反复结合的关系,副产品中的糁、黄粉变色混浊成灰白色,无法进入市场,最终还是转变饲料,无法升值。
干法新工艺由于干法脱皮抛光,副产品属于干物料,结合我公司研发生产的YMF36-40型副料提纯机,其原理是把皮中的粒、粉、皮分离,二次制糁,提粉,其主要特点是提高出品率,提高经济效益。皮与糁、粉每吨差价近700元。
综上所述,全干法于半干法的工艺差异明显,设备配置不同,同样的日产50吨成套设备去做对比。根据相关数据估算,半干法吨利润降低约60元人民币,日利润降低约3000元人民币,因此行业内把半干法加工工艺以做废除,大部分半干法设备的用户正在寻求改造。
6、干法脱胚、提胚工艺
传统提胚设备是用其它设备替代,工艺设备简单,所产胚芽出率低,纯度低,含杂及小胚乳量大,进机榨造成膨化卡机、吸油。胚芽无法做为油料销售,最终只能做饲料低价销售,以及生产成本加大,无效益可言。
干法新工艺脱胚机的特点是:破碎率均匀,粉量小、胚芽整粒度比份大,低转速,使用寿命长等。选胚机采用独特技术,确保选胚干净。该专用设备结合新工艺编程达到出胚率高、纯度高,满足榨油设备要求。
7、全干法玉米食品成套设备工艺论述
⑴、产品质量达标时:正品率低,出品率高时,综合质量低。二者很矛盾,很难解决。致使客户最终经济效益上不去。
⑵、全干法联产玉米成套工艺设备风险更大。工艺拿不准时比双产(制糁、制粉)成套设备更糟糕,例如:胚芽纯度低、榨油机卡机、不出油。买油脂厂对其油质不合格不接收,只有低价充当饲料卖,投入的设备成本、电耗成本综合效益是负值。
⑶、出糁率极低不到30%,无正品粉,因粉内含有经脱胚机以后的混合料黑星(根冠)与黄粉混合无法提纯。反而污染了大部分的正品粉。
⑷、抛光时因胚乳内含有部分量的整胚,保证糁质时,只有对抛光机加压,加压导致出粉率高,这时的粉与胚芽粉混合,无法提取正品粉。最终导致成为饲料粉出胚率高、纯度高,满足榨油设备要求。
8、全干法“双产”“联产”玉米成套设备三高二低要求
工艺设备与地区、气候条件、玉米品种相结合,采用“东北专用工艺”、“西北专用工艺”、“中原专用工艺”、地区品种不同,工艺不同,不可千篇一律。靠整个工艺系统保证,不是指某一台设备保证出率及产品质量。
联产线必须把胚芽从玉米中提取出来,选胚率:95%,纯度95%,达到提高经济效益的目的,同时更好的保障后道的糁与粉的质量及得率。
筛路、筛理配备,物料进入项,专用脱胚机结构、专用选胚机结构、风量、风压、配料系统构成,雾化调质、副料清粉、提纯、细粒提纯、抛光、制粒、悬浮、磨机技术参数等等。每个系统构成少有错误都会导致功亏一篑。
9、成本利润分析
⑴、全干法日加工50吨玉米联产(即:提胚、制糁、制粉)为例:
(a)、玉米水分含量在15-18%时,每吨玉米市场价应为1840元。
(b)、每吨毛玉米可生产470公斤糁,每公斤糁批发价2.4元,470公斤×2.4元/公斤,合计1128元。
(c)、每吨玉米可产玉米粉330公斤,每公斤批发价2.1元,330公斤x2.1元合计693元
(d)、每100公斤玉米可产胚7公斤(每吨可产70公斤),每公斤胚市场价4元,合计280元
(e)、饲料130公斤×1.6元/公斤(批价),合计208元。
吨成品总值:2309元,减吨毛粮1840元,每吨毛利469元。
⑵、生产成本分析
(a)、吨电耗60度,每度0.65元,吨电费39元。
(b)、吨加工人工费,每班3人,可产17吨,每吨人工费约10元。
(c)、设备维护费每吨约1元。
(d)、短途运输费每吨约40元。
(e)、原粮损耗费,每吨约10元。
(f)、包装费,每吨约20元
(g)、总生产费用:120元。
(h)、每吨469元毛利润减去120元/吨生产费用,每吨净利润349元
⑶、日产50吨全年经济效益分析
每吨毛玉米成本1840元,每吨成品总价值2309元,故每吨毛玉米经加工生产后增值469元。因此,(纯利润=成品总值-成本-生产费用)每生产1吨毛玉米纯利润约340-350元。日产玉米50吨,每月按25天,每年按10个月计算,年实产1.3万吨,每吨按纯利340元计算,年纯利442万元。
第八章 设备选型及报价
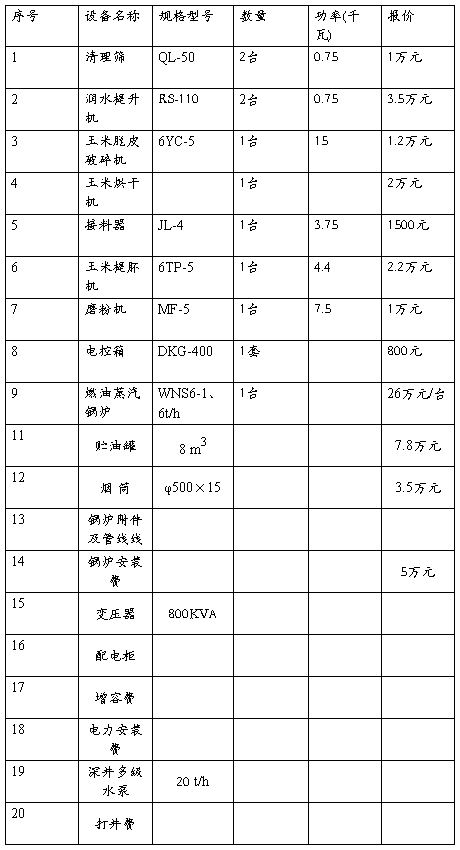
一、生产设备选型及报价(见附表)
二、辅助设备选型要求
第九章 节约能源与环境保护
一、节能
1、 材料:经加工之后的玉米废料可以再利用生产饲料;
2、 循环水:建有冷却水池及冷却水塔使生产用水部分循环使用。
二、环保
1、 锅炉选用节能环抱型锅炉(最好是燃气炉)其排放达到环保标准;
2、 建一废水池,使生产用废水经氧化达标后排放。
第十章 生产组织及项目定员
一、 生产组织
管理人员10人,辅助生产人员10人,供销人员8人,后勤人员3人。
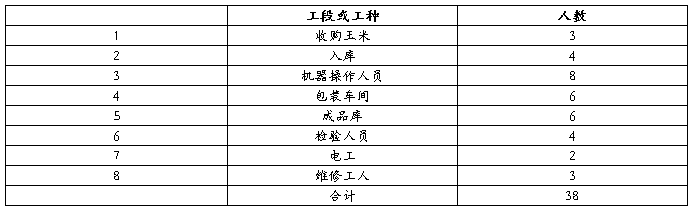
二、生产人员编制