南阳市久康医疗器械有限公司
输液器车间厂房规模与产品
生产能力的评估报告
文件编号:JK-SC-7.5.1-19
编制: 日期:
审核; 日期:
批准: 日期:
南阳市久康医疗器械有限公司
输液器车间厂房规模与生产能力的评估报告
输液器车间总净化面积为4330m2,其中组装车间1(北组装)的面积为713m2,组装车间2(南组装)的面积为1317m2,组装车间2安装有输液器6件套组装机2台,7件套组装机2台,调节器药过组装机4台,占用300m2净化面积,组装车间2还余约1000m2的净化面积,按每人4m2计算,能配备组装人员:1000m2÷4m2/人=250人
输液器组装车间2生产能力分析评估如下表:(按每人每天工作9小时计算,输组装机、调节器药过组装机24小时连班生产)
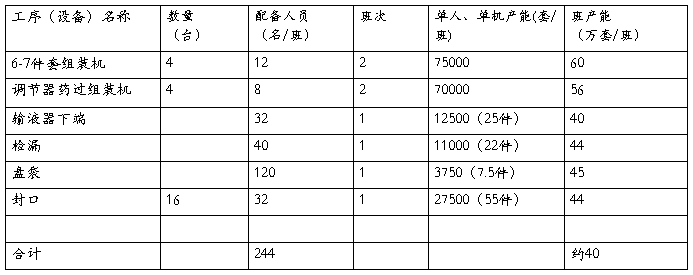
通过分析,组装车间2生产输液器约为40万套/天。
输液器组装车间1的净化面积面积为700m2,按上述计算方法,配备人员112人,组装车间1的生产能力是组装车间2生产能力的1/2,即每天20万输液器的产能。
两个组装车间的生产能力每天能达到60万套输液器的产量,但是目前公司输液器产量仅为30-35万套左右,因此输液器车间厂房的净化面积完全能满足目前的生产能力。
注塑车间规模及设备生产
能力的评估报告
注塑车间净化面积为663m2,设计设备安装能力为30台注塑机,现有注塑机19台,根据输液器各配件注塑生产能力,计算出19台注塑机的产能如下:
1、插瓶针:3台×6400个/小时.台×12小时×2班=46万/天
2、调节器壳子:3台×8000个/小时.台×12小时×2班=57万/天
3、硬座:3台×6400个/小时.台×12小时×2班=46万/天
4、叶片:2台×1200个/小时.台×12小时×2班=57万/天
5、轮子:1台×18000个/小时.台×12小时×2班=43万/天
6、三通:1台×9500个/小时.台×12小时×2班=23万/天
7、两通:1台×18000个/小时.台×12小时×2班=43万/天
8、药过大壳:1台×21000个/小时.台×12小时×2班=50万/天
9、药过小壳:1台×21000个/小时.台×12小时×2班=50万/天
10、白护帽:1台×2400个/小时.台×12小时×2班=57万/天
11、空过小壳:1台×37000个/小时.台×12小时×2班=88万/天
12、空过大壳:1台×42000个/小时.台×12小时×2班=100万/天
参照以上产能核算数据,除去机器模具维修、更换模具、人员调整等因素,19台注塑机生产各种配件40-45万/天,目前公司输液器日生产能力为30-35万,因此注塑车间厂房面积和注塑机数量的产能完全能满足输液器的生产。
挤出、吹塑车间规模及设备
生产能力的评估报告
挤出车间净化面积为398m2,设计设备安装能力为17台挤出机,现有挤出机13台,配备操作人员7名,管理人员1名,根据输液器各配件挤出、吹塑生产能力,计算出13台挤出机的产能如下:
1、 用于生产长导管的挤出机8台,生产能力为:
8台×3500根/台.小时×12小时×2班≈65万/天
2、 用于生产14分管、10分管的挤出机1台,生产能力为:
14分管:1台×3.4万根/台.小时×12小时×1班=40万根
10分管:1台×4.5万根/台.小时×12小时×1班=54万根
3、 用于生产静脉针导管的挤出机1台,生产能力为:
1台×1.7万根/台.小时×12小时×2班=40万根
4、 用于生产滴斗的挤出机3台,生产能力为:
3台×1万个/台.小时×12小时×2班=72万个
通过以上产能分析,13台挤出机若满负荷生产,生产能力能达到50万根(个)/天,按照目前公司输液器的生产能力30-35万/天计算,挤出、吹塑设备的生产能力完全能满足生产需要,若需扩大产能只需再购进2台挤出机及配套辅机用于生产输液器短管和静脉针导管,即能达到60万套的班产能力。
输液器6件套、7件套设备
生产能力评估报告
公司目前购进输液器6件套组装机2台,7件套组装机2台,调节器药过组装机4台,按两班倒配备操作工40名,设备生产能力评估如下:
1、 输液器组装机:
6件套2台:2台×6000套/时×12小时/班×2班≈28万/天,
7件套2台:2台×7000套/时×12小时/班×2班≈33万/天,
输液器组装机日生产能力约为61万/天
2、 调节器药过组装机:
现有4台设备,按平均产能6000套/小时计算
4台×6000套/时×12小时/班×2班≈55万/天
调节器药过组装机日生产能力约为55万/天
输液器6件套、7件套4台设备日生产能力约为61万/天,调机器药过组装机4台设备日生产能力约为55万/天,按照目前输液器车间日生产能力为30-35万/天计算,输液器组装机、调节器药过组装机的生产能力完全能满足输液器车间日生产需要。
静脉针组装车间规模及设备
生产能力评估报告
静脉针组装车间净化面积为157m2,设计设备安装能力为2台静脉针自动粘针机,3台静脉针自动组装机,现已全部安装到位,配备操作人员14名,管理人员1名,根据静脉针自动粘针机,组装机生产能力,对设备的生产能力评估如下:
1、静脉针自动粘针机2台:
2台×20000支/时×12小时/班×2班≈96万/天,
2台静脉针自动粘针机日生产能力约为96万/天
2、 静脉针自动组装机3台
3台×8000支/时×12小时/班×2班≈57万/天,
3台静脉针自动组装机日生产能力约为57万/天
2台静脉针自动粘针机日生产能力约为96万/天,3台静脉针自动组装机日生产能力约为57万/天,按照目前输液器车间日生产能力为30-35万/天计算,静脉针自动粘针机、组装机的生产能力完全能满足输液器车间日生产需要。
灭菌车间规模及灭菌设备
能力评估报告
灭菌车间面积为240m2,本公司现有20m3灭菌柜3台,15m3灭菌柜1台,一台灭菌柜从装柜到出柜一个灭菌周期约需11.5小时,因此每台灭菌柜的灭菌能力为2柜/天,4台灭菌柜每天灭菌能力为8柜。
1、以输液器为例:20m3灭菌柜每柜装载输液器180件,15m3灭菌柜每柜装载输液器132件,输液器车间日生产能力约为650件,需要用20m3灭菌3柜,15 m3灭菌1柜,每天4柜即能把输液器全部灭菌完毕。
计算方法:3柜×180件/柜+1柜×132件/柜=672件
2、以注射器为例:20m3灭菌柜每柜装载注射器的数量:
1-5ml:1柜×5盘×21件/盘=105件
10ml:1柜×5盘×20件/盘=100件
20-50ml:1柜×5盘×24件/盘=120件
注射器日生产能力为5ml 100件,10ml 60件,20ml 120件,其它型号(1ml、2ml、30ml、50ml)平均30-40件,20ml 120件需用20m3灭菌柜装1柜,10ml和其它型号100件左右需用20 m3灭菌柜装1柜,5ml 100件需用20 m3灭菌柜装1柜,因此将当天生产的注射器全部灭菌完成需要3柜 。
经过以上分析,本公司4台灭菌柜,每天灭菌能力为8柜,按照目前车间日生产能力:输液器650件,注射器310件计算,只需7柜就能将生产的输液器、注射器全部灭菌完成,因此,公司灭菌柜的灭菌能力完全能满足生产的需要。
原料库库房面积与库存
能力评估报告
1、概述:
原料库面积为1008m2,南北两条过道面积为2×2m×35m=140m2;东西大门之间过道面积为4m×25m=100m2,过道总面积为240m2;原料库可用面积1008m2-240m2=768m2
2、划区:将原料库划分南北2个分区,每个分区面积为768m2/2=384m2。按北分区存放粒料,南分区存放包装(输、注)药过、空过膜、乳胶帽、输液贴、吸塑注射器膜、纸等外购件
3、原料库的库存能力计算:
3.1每个托盘面积:1.3 m×1.3 m =1.7m2,
3.2每个托盘放粒料:5袋/层×12层=60袋×25kg/袋=1.5吨
3.3每个托盘放输包装:5袋/层×8层=40袋×1.7万/袋=68万,
3.4每个托盘放注射器包装:8卷/层×4层=32卷×0.64万/卷=20万,[按5ml 、10ml 、20ml每卷膜的数量算出平均值:
(6800支/卷+6800支/卷+5700支/卷)/3=6400支/卷]
3.5北分区存放粒料数量: (384m2÷1.7m2/个)×1.5吨/个≈330吨
按照目前公司输液器日生产能力30-35万,注射器日生产能力50万计算:导管、滴斗需PVC料3吨/天;注射器外套、芯杆需PP料3.5吨/天;输液器注塑配件需料2吨/天;每天合计8.5吨,每月需原料为8.5吨×28天=238吨粒料,仓库粒料区库存能力为330吨,因此能满足生产库存要求。
3.6南分区存放包装等外购件:具体面积划分如下:
输液器包装区:120m2;注射器包装区160m2,其它外购件存放区100m2
存放输液器包装数量:120m2÷1.7m2/个≈66个×68万/个≈4400万
存放注射器包装数量: 160m2÷1.7m2/个≈90个×20万/个≈1800万,其它外购件需托盘数量:药过膜需4个托盘,空过膜需4个托盘
乳胶帽需1个托盘,吸塑注射器膜纸需10个托盘,共需20个
托盘占20个×1.7m2/个≈40m2。
外购件存放区面积为100m2放其它外购件绰绰有余
公司输液器日生产能力30-35万,注射器日生产能力50万,需输液器包装数量:35万/天×28天=980万;需注射器包装数量:50万/天×28天=1400万; 而存放输液器包装区的库存能力为4400万,存放注射器包装区的库存能力为1800万,其它外购件库存占用面积约为
40m2,因此南分区存放包装等外购件的库存能力完全能达到生产库存需求。
成品库、解析库库存
能力的评估报告
1、概述:
1.1仓库总面积为:3840m2,东西4条过道面积为:4×2m×48m≈400m2,南北1条过道面积为:1×2m×70m≈140m2,灭菌柜占用面积:12m×20m≈240m2,成品库可使用面积为:3840m2-540m2-240m2≈3000 m2
1.2每个托盘面积为1.3m×1.3m=1.7m2,
1.3每个托盘摆放输液器件数:6件/层×6层=36件,
1.4每个托盘摆放注射器件数:6件/层×4层=24件,
1.5目前公司输液器日生产能力约为650件,注射器日生产能力约310件计算(5ml 100件、10ml 60件、20ml 120件、其它1ml、2ml、30ml、50ml、平均30件):
2、解析库的面积:按14天的解析时间计算需用面积为:
每天生产的输液器需要的托盘数量:650件÷36件/盘≈18个
每天生产的注射器需要的托盘数量:310件÷24件/盘≈13个
考虑到每一灭菌批的有尾数需占用托盘,每天灭菌7柜,再增加7个托盘,共需38个托盘,,占用仓储面积38个/天×1.7m2/个≈64 m 2/天
解析库需占用面积:需64m2×14≈900m2
加上三条过道2×2m×48m+1×2m×40m≈270m2,共需1170m2
3、 成品库仓储库存能力为:
仓库总面积为:3840m2;解析库需用面积:1170m2;过道总面积为:540m2;灭菌柜占用面积:240m2成品库可使用面积:3840m2-1170m2-540 m2-240m2≈1900 m2
4、 成品库库存能力为:按目前输液器、注射器日生产能力可库存天数为:1900 m2÷64 m 2/天≈29天
经过分析:仓库总面积为3840m2;解析库需用面积为1170m2;过道与灭菌柜占用面积:780m2,余1900 m2可储存29天的生产量。
南阳市久康医疗器械有限公司
注射器车间厂房规模与产品
生产能力的评估报告
文件编号:JK-SC-7.5.1-20
编制: 日期:
审核; 日期:
批准: 日期:
注射器车间厂房及设备
生产能力的评估
1、概述:
注射器车间净化面积为1280m2,其中注射器装配车间面积为730m2,设计安装注射器自动组装机7台,注射器全塑包装机5台,注射器吸塑包装机4台,除30ml、50ml自动组装机没安装外,其它已全部安装到位,车间操作人员36人,管理人员3人。
2、注射器组装的产能分析:
2.1、注射器自动组装机产能如下:(1ml、2ml、30ml、50ml因需求量小故按一班计算)
1ml 1台×0.94万/小时.台×10×1班≈9.4万
2ml 1台×1万/小时.台×10×1班≈10万
5ml 1台×1.2万/小时.台×12×2班≈24万
10ml 1台×1万支/小时.台×12×2班≈24万
20ml 1台×7500支/小时.台×12×2班≈16.8万
30ml 1台×6000支/小时.台×10×1班≈6万
50ml 1台×6000支/小时.台×10×1班≈6万
注射器自动组装机总设计产能为96.2万。
现注射器车间配备有1ml、2ml、5ml、10ml、20ml各一台组装机,日生产注射器为84.2万/天。
2.2 30ml、50ml因需求量不大,故由手工组装,每人每天按9小时计算,每人每天产能为:
30ml 6人×5件/班.人×720支/件≈2.2万支/天
50ml1 6人×7.5件/天×450支/件≈2万支/天
注射器组装的产能约为88.4万/天,目前公司注射器车间生产能力为50万支/天,因此自动组装机的生产能力完全能满足生产需要。
3、 包装机产能分析:
注射器装配车间现有全塑包装机5台,吸塑包装机4台,
3.1全塑包装机产能如下:
5ml 2台×5000支/小时.台×12小时×2班≈24万(100件)
10ml 1台×4500支/小时.台×12小时×2班≈10.8万(60件)
20ml 2台×4000支/小时.台×12小时×2班≈19.2万(240件)
3.2 吸塑包装机产能如下:
1ml 1台×0.8万/小时×1班×9小时≈7.2万
2ml 1台×0.8万/小时×1班×9小时≈7.2万
30ml 1台×4300支/小时×1班×9小时≈=3.8万
50ml 1台×3300支/小时×1班×9小时≈3万
注射器包装机产能为75.2万/天,目前公司注射器产能为50万/天,因此,包装机能满足目前的需求。
注塑车间规模及设备生产
能力的评估报告
注塑车间净化面积为252m2,设计设备安装能力为11台注塑机,现有注塑机11台,配备操作人员20名,管理人员2名,根据注射器各配件注塑生产能力,计算出11台注塑机的产能如下:
外套:(需4台)
1、5ml:1台×10000支/小时.台×12小时×2班≈24万/天
2、10ml:1台×6400支/小时.台×12小时×2班≈15万/天
3、20ml:1台×4800支/小时.台×12小时×2班≈11万/天
4、1ml、2ml、30ml、50ml外套共用1台注塑机,按每月4种型号的需求,只需安排生产24天。具体分配如下:
1ml:144万/月÷(8300支/小时.台×12小时×2班)/天≈7天/月
2ml:108万/月÷(6300支/小时.台×12小时×2班)/天≈8天/月
30ml:21万/月÷(2000支/小时.台×12小时×2班)/天≈4天/月
50ml:13万/月÷(1230支/小时.台×12小时×2班)/天≈5天/月
芯杆:(需4台)
1、5ml:1台×12200支/小时.台×12小时×2班≈29万/天
2、10ml:1台×6400支/小时.台×12小时×2班≈15万/天
3、20ml:1台×4360支/小时.台×12小时×2班≈10万/天
4、1ml、2ml、30ml、50ml外套共用1台注塑机,按每月4种型号的需求,只需安排生产22天。具体分配如下:
1ml:144万/月÷(8370支/小时.台×12小时×2班)/天≈7天/月
2ml:108万/月÷(6760支/小时.台×12小时×2班)/天≈7天/月
30ml:21万/月÷(2770支/小时.台×12小时×2班)/天≈4天/月
50ml:13万/月÷(1660支/小时.台×12小时×2班)/天≈4天/月
针座:0.45#、0.5#、0.6#、0.7#、1.2#、1.6#针座共用1台注塑机。按每月6种型号的需求,只需安排生产27天。具体分配如下:
0.45#:144万/月÷(27600支/小时.台×12小时×2班)/天≈2天/月
0.5#:108万/月÷(24600支/小时.台×12小时×2班)/天≈2天/月
0.6#:670万/月÷(25000支/小时.台×12小时×2班)/天≈11天/月
0.7#:300万/月÷(25000支/小时.台×12小时×2班)/天≈5天/月
1.2#:78万/月÷(14400支/小时.台×12小时×2班)/天≈2天/月
1.6#:270万/月÷(24100支/小时.台×12小时×2班)/天≈5天/月
护帽:(需2台)
中护帽:1台×20500支/小时.台×12小时×2班≈49万/天
短护帽:1台×20900支/小时.台×12小时×2班≈50万/天
按照目前注射器车间日生产能力50万/天计算,中护帽需23万/天,
短护帽需32万/天,(中护帽:(300+78+270)万支/月÷28天/月≈32万/天;短护帽:(144+108+672)万支/月÷28天/月≈23万/天),注塑机生产护帽的能力完全能满足需要。
参照以上产能核算数据,除去机器模具维修、更换模具、人员调整等因素,11台注塑机生产1-5ml外套60万/天,1-5ml芯杆64万/天,各种型号针座56万/天,护帽99万/天,目前公司注射器日生产能力为50万,因此注塑车间厂房面积和注塑机数量的产能完全能满足注射器的生产。