数控加工程序编制实验
1、 实验目的
(1) 熟悉数控机床的构成及其功能,了解加工及工艺过程
(2) 熟悉并掌握数控机床常用指令及加工程序编制过程
(3) 了解并掌握数控机床控制软件的使用
2、 实验条件
(1) 各种数控机床
(2) 计算机及SKY2000数控机床控制仿真软件
3、 实验内容
(1) 参观各种数控机床
(2) 了解数控机床及控制系统的构成
(3) 观察数控机床加工过程
(4) 根据书中做给零件图选作铣削和车削零件
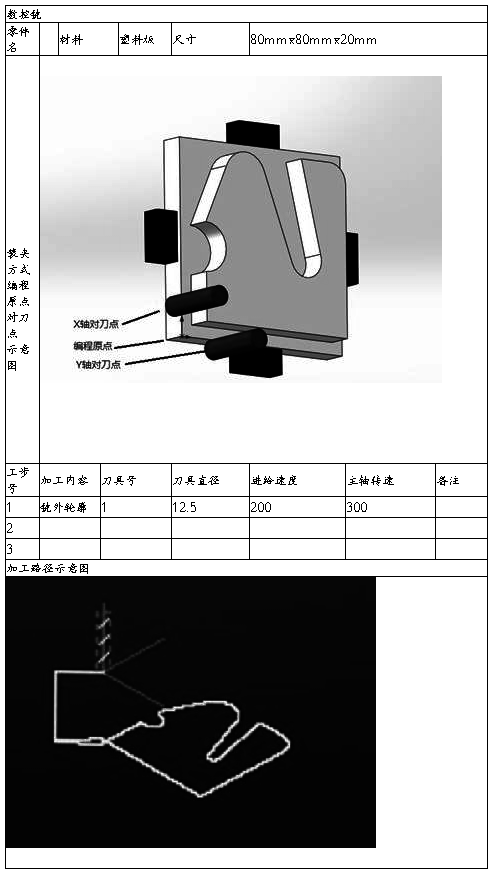
(5) 设计自己选中的零件加工工艺,包括:加工方式、加工刀具、切削用量、编程原点、刀具起始点及换刀点、加工工序、工步机加工路径等
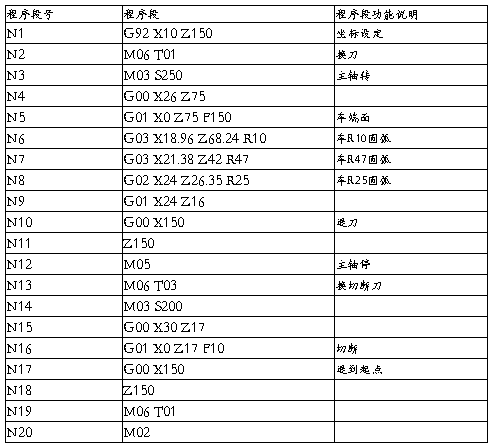
(6) 根据确定的工艺,分别便是铣削零件和车削零件加工程序
(7) 在计算机上使用SKY2000软件调试通过
4、 试验方法和步骤
(1) 参观各种数控设备,了解数控机床的种类及构成特点
(2) 参见数控机床有哪些部分组成,并了解各自的功能及作用
(3) 观察数控机床控制系统有哪些部分组成,并了解各部分功能及作用
(4) 观看加工过程,了解加工工艺
(5) 启动计算机,进图Win98,运行SKY2000铣床控制软件
(6) 参照附录A SKY2000型数控系统使用说明中“F1自动方式”下的“1自动控制”使用方法。并输入铣床加工程序
(7) 将加工程序以学号为文件名存入硬盘并运行加工程序(可分别用单步或连续方式)
(8) 观察运行结果,分析是否参是否正确。如有错误,则修改程序,直到正确
(9) 退出铣床控制软件,运行SKY2000车窗控制软件,重复(6)(7)(8)3个步骤,完成车床加工零件仿真运行
5、 实验报告
(1) 完成数控铣零件和数控车零件的工艺单击程序单
(2) 写出确定加工工艺过程时所采用的原则(铣、车选写一种)。
答:1、基准先行 2、先粗后精 3、先主后次 4、先面后孔


速度控制实验
1、 实验目的
(1) 了解交流电机的启动原理
(2) 了解速度调节器参数的改变对系统动态过程、特别是启动过程的影响
(3) 掌握用试探的方法设定交流私服系统中速度调节器的参数
2、 实验设备
(1) 计算机专用控制卡 1块
(2) 实验电路箱 1只
(3) 交流伺服系统专用电源箱 1只
(4) 三相异步电动机 1只
(5) 光电脉冲编码器 1只
(6) 计算机 1台
3、 实验原理
1) 电机启动的要求
(1) 足够大的启动转矩M
(2) 启动电流越小越好
(3) 启动平滑
(4) 功耗小
启动特性:
启动时: MD>M负载
MD>M负载
恒速时: MD=M负载
MD=M负载
MD为电机转矩,用于本实验负载近似为零,只有摩擦转矩,所以,恒速时,MD接近于零
2) 速度调节器(ST)的参数设定
速度调节器的参数包括:积分时间常数TN,、比例系数Kn和转矩过载系数Km。速度调节器的功能如书上8-13所示,该调节器为PI(比例积分)调节器,它具有良好的动态品质和较高的稳态精度。
3) Tn,Kn和Km对系统的影响可以表述如下:
(1) 积分时间常数Tn的主要作用是使系统无稳态误差,若Tn过大可能妨碍ST在系统动过程中进入饱和;
(2) 若ST种只有积分项,则系统不能稳定运行,引入比例项Kn可以增加系统的稳定性;
(3) 转矩过载系数Km由速度调节器的饱和值确定。Km可以决定系统的启动转矩相对额定转矩的过载倍数,从而决定启动时间的长短。
4、 实验步骤
(1) 启动计算机,在DOS操作系统下运行c:\lzh1\lzh1.exe,进入主菜单。在主菜单中,选择“速度控制实验组合”,打开速度控制界面,将光标移动到ST框内,弹出ST参数设置面板,设定ST参数
(2) 将Tn设定为0.0016,将Kn设定为1.0,Km设定为1.0,。将光标移动到字符Vcmd内,弹出操作面板,在操作面板中,输入Vcmd值为+1000r/min。
(3) 在交流伺服系统专用电源箱上,先开控制开关,再开驱动开关。然后按Q键启动系统运行,大约5s后按T键,系统停止。
(4) 按X键,选择Mc,It, 3点波形,按住右移光标键,逐点读取波形,记录启动时间Tq和启动电流Itq。在坐标系中绘出波形,标出Tq、Itq。其中Mc:装具(ST的输出);It:定子电流的转矩分量;:转子的速度。
3点波形,按住右移光标键,逐点读取波形,记录启动时间Tq和启动电流Itq。在坐标系中绘出波形,标出Tq、Itq。其中Mc:装具(ST的输出);It:定子电流的转矩分量;:转子的速度。
(5) 按下表中的Tn的各个值,逐一重复(2)~(4)的操作,将数据记录与表中,观察波形的变化,给出结论。
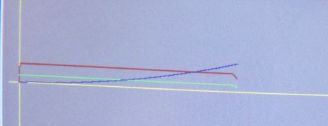
(图1)Kn=1.0,Km=1.0,Tn=0.0016
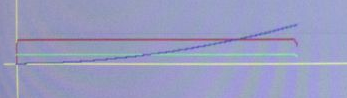
(图2)Kn=1.0,Km=1.0,Tn=0.0028

(6) 按下表中的Kn的各个值,之一重复(2)~(4)的操作,将数据记录与表中,观察波形的变化,给出结论。
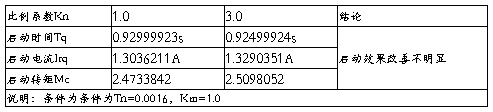
(图3)Kn=3.0,Km=1.0,Tn=0.0016
(7) 按下表中的Km的各个值,之一重复(2)~(4)的操作,将数据记录与表中,观察波形的变化,给出结论。
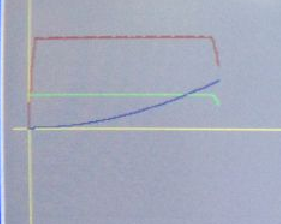
(图4)Kn=1.0,Km=3.0,Tn=0.0016

(8) 在交流伺服系统专用电源箱上,先关闭驱动开关,在关闭控制开关,退出系统。
实验总结:
数控铣编程时主要遇到的问题是各坐标点计算十分困难,因此可以借助计算机绘图软
来找到各点坐标,以便编程。
另外,本次编程的时候没有注意到进行切削之后边缘还会有一些材料没能切除,经过计算,用直径为12.5的铣刀是,只有左上角有部分材料剩余,经过修改得到本实验报告中的程序。
第二篇:兰州交通大学——数控技术实验报告
实验一 数控机床认识实验报告
班级 学号 姓名 成绩
一、实验目的
二、实验仪器与设备
三、实验内容简述
1.现场了解数控机床(如SK50数控车床、XK715D数控立式铣床、DK77型数控电火花线切割机、数控电火花成型机)的基本结构、加工对象及其用途。
(1) 数控机床的基本结构
1) SK50数控车床的基本结构
2) XK715D数控立式铣床的基本结构
3) DK77型数控电火花线切割机的基本结构
4) 数控电火花成型机的基本结构
(2) 数控机床的加工对象及其用途
1) SK50数控车床的加工对象及其用途
2) XK715D数控立式铣床的加工对象及其用途
3) DK77型数控电火花线切割机的加工对象及其用途
4) 数控电火花成型机的加工对象及其用途
2.现场掌握数控机床的坐标系。
(1) 数控机床的坐标轴的确定方法
(2) 现场操作数控机床的坐标轴的运动(注:根据实验老师讲解及要求练习操作,现场要求学生操作并打分)
1) SK50数控车床的坐标轴的运动
① 实验老师要求操作内容
② 学生操作得分
2) XK715D数控立式铣床的坐标轴的运动
① 实验老师要求操作内容
② 学生操作得分
3.接通电源,启动系统,在数控车床、数控铣床上进行手动“回零”、“点动”、“手轮操作”等基本运动操作。(注:根据实验老师讲解及要求练习操作,并现场打分)
(1) SK50数控车床手动“回零”、“点动”、“手轮操作”等基本运动操作
1) SK50数控车床手动“回零” 等操作步骤
2)学生操作得分
(2) XK715D数控立式铣床手动“回零”、“点动”、“手轮操作”等基本运动操作
1) XK715D数控立式铣床手动“回零” 等操作步骤
2) 学生操作得分
四、思考与作业题
1. 数控机床由哪几部分组成?
2. 为什么每次启动系统后要进行“回零”操作?
3. 标出SK50数控车床和XK715D数控立式铣床的坐标轴。
实验二 数控系统的原理与组成实验报告
班级 学号 姓名 成绩
一、实验目的
二、实验仪器与设备
三、实验内容简述
1、认识数控系统综合实验台的各组成部分
1)指出数控系统综合实验台各个组成部件及其原理或作用。
①画出主轴控制模块(主轴变频器)的工作接线图,并说明其作用
②画出步进伺服控制模块的工作接线图,并说明其作用
③画出串行式HSV-11型半闭环、闭环伺服控制控制模块的工作接线图
2)了解数控系统综合实验台各个组成部件之间的连接,认清各个信号线来源和去向
①画出数控系统综合实验台各个组成部件之间的接线图
②认清各个信号线来源和去向
2、了解数控系统综合实验台的基本操作
1)写出数控系统综合实验台上电顺序
2)简单介绍HNC-21TF车床数控装置的基本操作
3)演示程序执行过程
四、作业题
1、简述数控系统的组成部分及其作用。
2、简述数控系统的工作原理。
实验三 数控铣床编程与操作实验报告
班级 学号 姓名 成绩
一、实验目的
二、实验仪器与设备
三、实验内容简述
1、了解数控铣床的结构和常用功能指令
1)进一步了解数控铣床的组成部分、应用范围和坐标系(可参照实验一)
2)画出实验中你所用数控铣床(法兰克系统)的控制面板并说明常用按键(或旋钮)的功能。
2、练习数控铣床基本操作方法(可参考实验一)
3、写出数控铣床的常用功能指令,并说明其含义。
4、数控铣床的手工编程步骤
1)绘制所加工的零件图,并标出编程坐标系。
2)根据零件图样要求、毛坯情况,确定工艺方案及加工路线。
3)选择刀具。
4)确定切削用量。
5)确定工件坐标系、对刀点和换刀点。
6)编写程序(法兰克系统的加工程序)并加以注释。
5、数控铣床的操作
1)写出实验中你所用数控铣床的开机操作过程。
2)写出回零操作过程。
3)写出程序的输入、编辑和保存操作过程。
4)写出程序的校验操作过程(如显示程序加工图形校验、空运行校验)。
5)写出数控铣床(法兰克系统)的对刀并设定工件坐标系操作过程。
6)写出自动加工操作过程。
7)加工完毕,取下工件检验。
8)写出实验中你所用数控铣床的关机操作过程。
9)清理切削屑。