尊敬的各位领导、各位同事:
大家好!
我很荣幸获得公司优秀团员的荣誉。非常感谢公司团委,感谢在工作中给予我巨大帮助的各位同事,谢谢大家。
有些意外能够获得这份荣誉,因为我进入试验专业团支部还不到一年,而团支部中一起学习工作的兄弟们都很优秀,所以获得这份荣誉我有些骄傲,也有些惭愧。
这份荣誉不仅是对我工作上的肯定,也给了我以后学习和工作莫大的鼓励,让我更加有信心,有动力的继续努力下去。这份荣誉好比是圆形的跑道,既是终点,又是起点。在今后的工作中,我会继续努力,认真学习专业知识,熟练掌握工作技能,尽快从一名工作新丁转变成专业技术骨干,成为一名优秀的电力员工。
进入试验专业的几个月来,我得到了很多领导与老师傅的帮助指导,使我能够很快的转变角色,熟悉工作。从他们身上我不仅学到了专业知识,也学到了快乐工作,认真工作,相互协作的工作方式。
出班途中的玩笑,工作之余的调侃,都使班组的工作更加快乐轻松,也更有动力。电力行业的工作性质决定了我们的工作态度必须认真负责,一到工作现场,大家严格按照《安规》等规定,确保人身、设备安全,相互监督,相互提醒,确保实验数据准确无误,及时发现设备缺陷,为设备检修提供依据。工作过程中,大家相互配合,提高效率,更好更快的完成试验任务。
这套工作方式,我也运用在团支部的工作中,大家都是年轻人,
有一种的天然的亲近。大家时常讨论学习,交流思想,从而使彼此互相了解熟悉,团支部的工作自然得心应手。
在前段时间的企业文化建设中,我们团支部全程参与其中。仅就个人来讲,我收获极大。通过对班组企业文化的提炼总结,是我更为深刻的了解我们的企业,我们的工作。同时通过这次机会,也使我了解到各个部门的工作内容,工作方式,为今后的工作打下坚实的基础。 雏鸟要飞翔于蓝天,需要振翅的勇敢;幼马要奔驰于旷野,需要跌倒又爬起的毅力。我们每个人都有各自的梦想,目标虽各有不同,但奋斗是唯一途径。不怕做错,只怕不做,尽可能的参与到公司各项工作中去,汲取经验教训,熟悉工作流程,掌握工作方法,我们才能更快的走向我们各自的目标。 也许我们还稚嫩,也许我们缺乏经验,但我们有着昂扬的斗志,蓬勃的青春,我坚信,付出的汗水不白流。
谢谢大家。
第二篇:优秀团员获奖感言
数控技术课程设计
说明书
班级 09机械设计(3)班
姓名 余汉刚
学号老师
南昌理工学院
20xx年5月18日
1
数控技术课程设计任务总要求
2
数控技术课程设计任务书
3
二、数控加工工艺
2.1零件的工艺分析
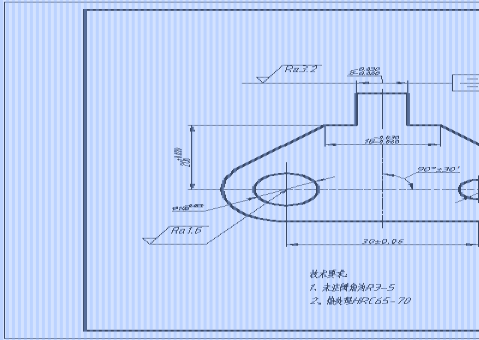
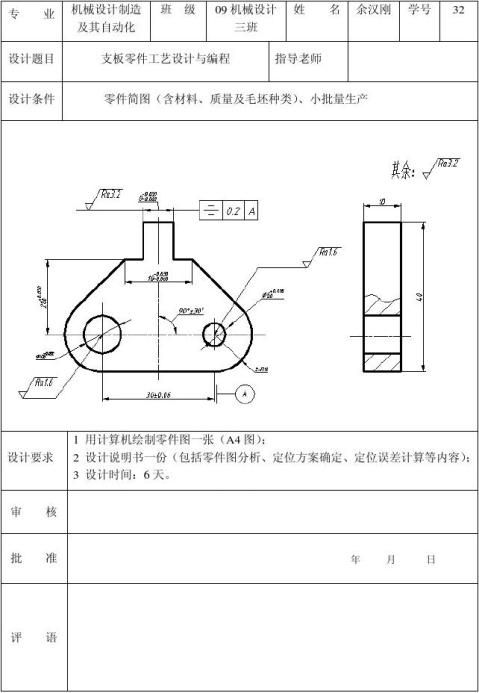
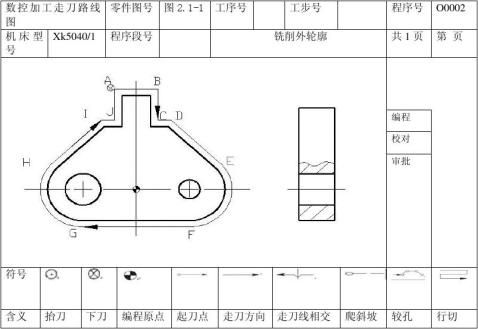
图2.1-1 零件图
如图2.1-1所示,该零件材料为HT100灰铸铁,其外形尺寸为50×40×10加工工序比较简单,只需加工两个不同直径的通孔,和外形铣削,故采用数控立铣床加工,由于两孔尺寸不同,需要换刀,且尺寸精度要求较高,其公差为
?0.022?0.018、?60,根据相关表格,查得可通过钻-精铰的加工方法能满足零件?100
要求,外表面精度要求较高,因采用粗铣-精铣,可到达零件的精度要求。
4
2.2 选择毛坯
因工件形状为比较规则的方形,选用HT100灰铸铁作为毛坯,可有效较少材料消耗,机械加工的劳动量也越少,因而会提高机械加工效率,降低成本。由图纸可知,零件的外形尺寸为50×40×10,毛坯的总体尺寸比较小,考虑到一定的加工余量,从标准中选择厚度为12的铁板,长宽方向比成品大1~2即可,采用机械切割下料。
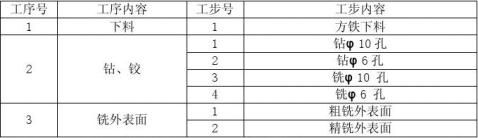
2.3拟定工艺路线:
2.4数控加工走刀路线图
5
走刀路线如图所示
O A B D E G I J A
2.5选择数控机床
由于工件尺寸比较小,通过对零件的工艺分析,加工工序比较简单,所以选用xk5040/1型数控立式升降台铣床就可以满足加工要求。
2.6选择夹具
?0.022
根据零件的结构特点,加工?100、?60
?0.018
两孔时,以底面为定位基准,
采用螺旋压板机构夹紧。加工零件的外轮廓时采用“一面两孔”方式定位,即以
?0.022底面和?100、?60
?0.018
两孔为定位基准。
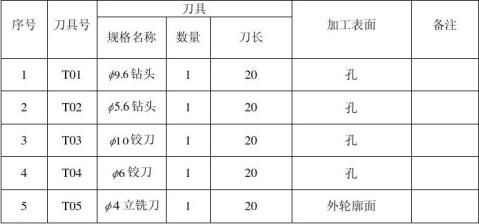
2.7选择刀具
2.8选择量具
粗糙度标准样板、外径千分尺、内径千分尺。
6
2.9计算切削用量
确定切削用量相关公式有:
n?1000vc
?d
式中 vc----切削速度,min;
d----刀具直径,;
n----主轴转速,rmin。
钻孔查表vC=20m/min; d1=9.6,d2=5.6;n1=664r/min ,
N2=1050r/min; f=(0.01~0.02)d ;d1=9.6,d2=5.6;
f1=0.192 mm/r;f2=0.112mm/r
铣刀确定进给速度的原则:
1)当工件的质量要求能够得到保证时,为提高生产效率,可选择提高进给速度,一般在100~200m/min范围内选取。
2)在切断、加工深孔或用高速钢刀具加工时,已选择较低的进给速度,一般在20~50m/min范围内选取。
3)当加工精度,表面粗糙度要去较高事,进给速度应选小一些,一般在20~50m/min范围内选取。取 vf=50(mm/min)
立铣刀进给量的选择原则:
进×给量主要根据零件的加工精度和表面粗糙度要求以及刀具、工件的材料选取,最大进给速度受机床刚度和进给系统的性能限制。
工件或刀具每转一周时,刀具与工件在进给运动方向上的相对位移量。进给速度vf是指切削刃上选定点相对工件进给运动的瞬时速度。
Vf=fn=fzZn
式中Vf——进给速度(/min);
n ——主轴转速(r/min) ;
f——进给量(mm/r)
取立铣刀的齿数为z=5 即fz=0.1~0.2mm/z;f=fz×z=0.1×5=0.5mm/r
即n=100r/min
7
3.1数控加工工艺卡
3.2加工程序段:
1)钻孔程序:用?9.6,?5.6的钻头钻?10,?6的通孔。
O0000 N100G21
N102G0G17G40G49G80G90
(TOOL - 1 DIA. OFF. - 1 LEN. - 1 DIA. - 9.6) N104T1M6
N106G0G90X-15.Y10.A0.S664M3 N108G43H1Z10. N110G1Z-17.884F20 N112G0Z10

8
N114M5
N116G91G28Z0
N118G28X0.Y0
N120M01
(TOOL - 2 DIA. OFF. - 2 LEN. - 2 DIA. - 5.6) N122T2M6
N124G0G90X15.Y10.A0.S1050M3
N126G43H2Z10.
N128G1Z-16.682F20
N130G0Z10.
N132M5
N134G91G28Z0
N136G28X0.Y0
N138M30
2)铰孔程序段:精铰?10,?6的孔。
O0001
N100G21
N102G0G17G40G49G80G90
(TOOL - 1 DIA. OFF. - 1 LEN. - 1 DIA. - 10.) N104T1M6
N106G0G90X-15.Y10.S1000M3
N108G43H1Z10.
9
N110G1Z-18.004F100.
N112G0Z10.
N114M5
N116G91G28Z0.
N118G28X0.Y0.
N120M01
(TOOL - 2 DIA. OFF. - 2 LEN. - 2 DIA. - 6.) N122T2M6
N124G0G90X15.Y10.A0.S1000M3
N126G43H2Z10.
N128G1Z-16.803F100.
N130G0Z10.
N132M5
N134G91G28Z0.
N136G28X0.Y0.
N138M30
3)外形铣削:用?4的平口立铣刀铣外平面。 O0002
N100G21
N102G0G17G40G49G80G90
(TOOL - 1 DIA. OFF. - 1 LEN. - 1 DIA. - 4.) N104T1M6
10
N106G0G90X-4.Y42.S100M3 N108G43H1Z50.
N110Z10.
N112G1Z-5.F1000.
N114X4.F50.
N116G2X6.Y40.R2.
N118G1Y32.
N120X9.822
N122X23.439Y18.532
N124G2X15.Y-2.R12.
N126G1X-15.
N128G2X-23.439Y18.532R12. N130G1X-9.822Y32.
N132X-6.
N134Y40.
N136G2X-4.Y42.R2.
N138G1Z-10.F1000.
N140X4.F50.
N142G2X6.Y40.R2.
N144G1Y32.
N146X9.822
N148X23.439Y18.532
11
N150G2X15.Y-2.R12.
N152G1X-15.
N154G2X-23.439Y18.532R12.
N156G1X-9.822Y32.
N158X-6.
N160Y40.
N162G2X-4.Y42.R2.
N164G0Z50.
N166M5
N168G91G28Z0.
N170G28X0.
N172M30
总结
通过本次设计,使我们了解到更多有关于数控加工工艺的问题,如怎样选择毛坏、数控加工零件工艺分析、加工方法怎样选择、加工方案怎样确定、刀具的选择还有切削用量的确定,各方面知识都有所提高,特别是加工路线的确定。 数控加工工艺与编程是一门以机械加工基本理论为基础,并与数控加工紧密结合的专业技术课,我们应注意以下几点:
1、本课程与“机械制造基础” 、“数控机床” 、“公差与技术测量”等机械类专业课程关系密切,应在巩固复习好这些课程的基础上,学懂弄通基本理论、基本知识。
2、数控加工工艺同生产实际密切相关,是长期生产实践的经验总结。因此,学习本课程必需注意同生产实际的结合,要注意通过金工实习、生产实践,理解和应用本课程的知识,提高工艺分析和工艺设计的能力。
3、对同一个加工零件,可能会有几种不同的加工方案,必需针对具体问题进具体分析,在不同的现场条件下,灵活运用有关知识,优选最佳方案。 12
参考文献
1.魏斯亮.互换性与技术测量.北京:北京理工大学出版社,2009.
2.魏斯亮.张克义.机床数控技术.大连:大连理工大学出版社,2006.
3.王运炎.机械工程材料.北京:机械工业出版社,2008.
4.陆剑中.孙家宁.金属切削原理与刀具.北京:机械工业出版社,2005.
5.贾亚洲.金属切削机床概论.北京:机械工业出版社,2010.
6.郭纪林.机械制图.大连,大连理工大学,2005.
13