瑞安电大
机电一体化系统综合
实训报告
年级专业:
学 号:
姓 名:
实习单位:
岁月如流水般,一去不返。作为数控专业的一名学生,通过大学提供的综合型学习平台,整合课堂中相关专业技能知识,从而具备了一名数控专业学生应该具备的基本能力以及素质。尤其通过最后这个阶段的机电一体化系统综合实训,我以理论联系实际的方法,巩固深化课本理论,进一步整合对机电综合知识,对其一体化产品、设备有了更高层次的认识。在实训中,走过了查找问题、发现问题、解决问题这三个阶段,加深了对数控技术的感性认识。最重要的是,通过实训提供的平台,得以窥探社会领域,开阔视野的同时,提高了自身社会交际水平。
一.实习目标
在XX公司进行实训,通过现场实习的方式,在这个过程中,进一步熟悉机械设备,并在实训中,掌握工艺流程,与此同时,在实训的八大项目中,我选取了PLC应用技术以及单片机控制技术,通过投入到实践中,将专业知识储备应用到生产一线中。从而对机电一体化系统的基本组成有了实质性的认识以及看法。在动手动脑的过程中,对于机电一体化控制方式、控制对象的基本特征及工作机理,有了深入的了解。在这个过程中,在教师指导以及师傅引导下,完成对典型机电一体化系统的组装、连接、调试,实现其基本控制功能。培养自身独立发现问题、分析问题以及解决问题的能力及工程实践的能力。
二.实习内容
(一)PLC应用技术
PLC实指可编程控制器,在工业环境下应用而设计的一种数字运算器操作的电子装置,它采用可以编制程序的存储器,用来进行存储执行逻辑运算、顺序运算、计时计数及运算等操作指令,并通过数字或模拟输出和输入,控制着各种类型的机器和生产。大致划分为扫描计数、用户程序执行阶段及输出刷新阶段。第一,扫描计数,当PLC运行后,其工作过程划分为三阶段,1、输入采样,2、程序执行,3、输出刷新三个阶段。输入采样PLC以扫描方式按顺序读入所有的输入数据,并将它们存入I/O映像区中的单元内。输入结束后,转入到执行和刷新的阶段,在这两个阶段中,输入的状态和数据发生了变化,I/O中相应状态数据也不会发生改变。所以,当输入的信号为脉冲信息,其扫描的周期要小于信号的宽度,在这种情况下,该输入才能被读入。在执行阶段,PLC是按照从上而下的进行扫描程序。在进行扫描每条图时,先从梯形图左侧进行扫描由各点构成控制线路。从而形成了由左到右,由上而下的顺序进行逻辑运算;在执行过程中指令与点之间形成了一一对应的关系,如果指令为I/O则直接存储I/O点,即便用I/O指令的话,输入过程也不会更新;程序结束后,PLC进行了刷新的阶段,此阶段CPU按照映象区对应的状态和数据进行刷新锁存电路,再经过输出电路的驱动外部设备。最后,才是PLC的输出。
PLC系统设计时,常要根据其工艺的特点和应用要求进行设计选型。PLC和有关设备应为集成的、标准化,应按照控制系统形成一个整体,易于进行扩充。选型应根据相关工业领域有成熟可靠的系统,根据运营的情况进行选择。另外在系统硬件、软件方面和功能方面应与装置的规模和控制要求相结合相适应。最后在价格选择上,应选取高性能比的PLC和设计相应的控制系统。
PLC作为实训必选的一个项目,充分彰显了它在机电一体化中的重要作用。它以“培养学生的职业素质和培训学生的职业技能。”为实训目标。在职业技能培训中,学习内容包括:1、控制对象的工作原理、运动与动作特征2、PLC的选型与配置3、系统连接与调试4、控制程序的编制与调试。从而达到以下目的:1、了解控制对象的工作机理与特征;2、能够根据控制要求选择控制设备(技术性能指标);3、掌握系统的硬件连接、安装、调试的基本方法;4、掌握典型控制程序的编制方法,实现基本控制功能。
在进行典型课题的实训之前。指导老师以及工程技术人员,首先向我们讲述了操作中注意事项,并让我们认识到操控过程中,存在的安全问题以及安全隐患。从而,在接下来的动手过程中,我们稳扎稳打。遇到不会的问题,不光会搜集大脑中的储备知识,也会通过画线路图的方式,来进一步明晰思路。通过小组讨论的方式,进一步清理知识死角。在实践中认知到PLC的综合型知识。
比如在自动送料专车控制系统的设计课题中,第一个自动送料装车控制系统进展的过程中,由于我的疏忽,把程序指令输错了,所以导致程序难以展开,虽然造成了一定的麻烦,但是还是在大家集思广益下完成了。在应用plc实现机床液压及主轴的设计,安装与调试中,我们学会了电动机的星.三角形接法及其互锁的连接方法。
在实践中,我不止一次地感受到PLC在开关量处理上的便捷指出。它的模拟量处理和运动控制等功能。实现了真正意义上的创新。使得我认识到PLC无论是在逻辑控制,还是运动控制、过程控制等领域,均发挥着非常重要的作用。在这个过程中,我也发现了PLC应用技术不光是个技术活,更是个精细活,无论是用电电压还是开关闭合,都需要遵循严格的数据指标。必须从一点一滴做起,注意每一个准则。从零件的准备、调试,一直到加工,最终测量完成、确保合格,走完这个程序,是需要专业能力,更需要耐心精心细心。实训让我了解PLC设计原理,并不仅仅是课本上描述的那样,而是更有变通性,更有灵活性。首先PLC设计原理有许多是来源于实际的,并不设计方法也并不是一成不变的,而是依赖于一定的现实条件。只有依据客观条件,寻找出最契合的设计方法,才能保证效率性以及实用性。虽然在这个过程中,我们有很多的问题,但是老师都会为我们指导解决的同时,更提醒我们注意观察,自己寻找突破口,然后解决问题。
(二)单片机控制技术
单片机控制作为我在实训中选择的另一个项目。在专业老师以及技术工作人员的指导下,进一步认识到了这种技术的重大意义。职业技能培训的内容包括:1、控制对象的工作原理、运动与动作特征 ;2、单片机的选型与硬件配置 ;3、系统连接与调试 ;4、控制程序的编制与调试 ;5、实训报告撰写。以达到的目的为:1、了解控制对象的工作机理与特征 ;2、能够根据控制要求选择控制设备(技术性能指标);3、掌握系统的硬件连接、安装、调试的基本方法;4、掌握典型控制程序的编制方法,实现基本控制功能。
之所以选择单片机控制技术这个课题。是感觉到单片机在现实生活中应该得非常广泛———“大致可分如下几个范畴:(1)在智能仪器仪表上的应用(2)在工业控制中的应用(3)在家用电器中的应用(4)在计算机网络和通信领域中的应用(5)单片机在医用设备领域中的应用(6)在各种大型电器中的模块化应用(7)单片机在汽车设备领域中的应用单片机横款各个领域。“所以说,单片机是生活中不可缺少的机械元素,单片机控制技术也必然成为一个数控专业学生应该具备的基本素质。
它作为现代电子设计的核心技术,掌握其理论原理以及概念性的原理,却并没有实质性的用处,所做的必须就是要将单片机应用到电子产品中,通过以电子系统落实单机片的功能。所以,我们在此次实训中,制定了两个课题来增强对单片机的实践动手能力。
在这个过程中,我们团队虽然力争将课本知识嫁接到实验程序里,但是还是出现了问题。原因是并不知道如何将理论运用到实验项目中。最后,只好求助于工程技术人员。在其协助下,我们明确了实验的程序以及框架,进一步探索,通过框架的启发,我们编写出了主要程序。最终,实验终于实现了基本功能,我们也顺利完成了课程目标。
三、实训过程中存在的问题
(一)课题研究不够深刻
课题研究不够深刻的原因,一方面是对课本理论知识的掌握程度欠缺,理解层面并不成熟,另一方面,也是由于懒惰心理,没有从根本上求真务实,只是抱有完成任务的想法。所以说,编制的程序并没有尽善尽美,一定程度上,还需要进一步完善。另一方面,对于发现的问题,习惯通过老师的引导,以及工程技术人员的提示来设定思路,并不愿意通过多次尝试,进行自我总结,因而,课题任务虽然能够保证完成,但是还有欠深入的部分。
(二)理论联系实际的能力并不强
在实训过程中,虽然任务已经明确,工作目标也已经下达,但在实行的过程中,往往表现出茫然的状态。无论是在PLC原理应用上,还是单片机原理的应用上,都不能够得心应手,虽然对其运行方式以及运作条件都从课本中,已经充分认知,但是一拿到现实中,往往感觉是陌生的。这就代表着理论联系实际的能力并不够强。
四、实训过程中学习心得
(一)提高专业基本素质的重要性
虽然在生活学习中,我们经常这样说,来自课本的知识都是死的,并不需要死记硬背,也不需要深入钻研,应该多尽心实践。但是,这样却也并不是全面的,作为一名数控专业的学生,我最先通过的是课本知识,了解到了本领域。在以后的现实操作中,课本教给我的注意事项以及动手能力,都会是我展开工作的第一个步骤,也就是一个基石。所以,提高专业基本素质是十分必要的。这就需要我在工作中,多读专业书籍,利用这块垫脚石,在工作中提高效率,规避风险。
(二)增强团队合作的能力
在这次实训中,我收获了许多许多,其中让我感悟最深的是团队的重要性。在每一次的课题实验中,每当我一遇到知识的死角以及技能上的空缺,就会一筹莫展,从而停滞不前。但是在团队其他成员的带动以及帮助下,我能够解决问题,重整士气。与此同时,在遇到我懂而其他人不懂的问题时,我能够将自己的专业知识教给别人,也给我带来了一定的成就感,让我对本专业有了更多的成就感,以及兴趣,成为我不断探索的动力。
在整个实习过程中,无论是学校老师,还是公司负责人员,对我们的纪律要求都非常的高,让我们在安全操作的过程中,保持工作环境。这也进一步规范了我们的劳动纪律,提高了遵守安全技术规则的自觉性。让我们在了解、熟悉和掌握一定的工程基础知识和操作技能过程中,善于发现问题、提出问题、解决问题,并在这个过程中不断培养、提高工程实践能力。并通过进一步优化实现创新。
第二篇:机电一体化系统综合实训报告
西 安 广 播 电 视 大 学
综合实训报告
(理、工、农、医用)
年(季): 20##(春)
专 业: 数控(专)
课 程:机电一体化系统设计
姓 名:
学 号:
综合实训报告任务书
一、课程性质、目的和任务
“机电一体化系统综合实训”是中央广播电视大学数控技术专业(机电方向)的必修实践课之一。本实训环节是在课程试验的基础上,以机电一体化系统的硬件连接、控制原理、控制软件编制、安装调试与操作的综合实训。
二、基本要求
通过本课程的教学,要达到以下基本要求。
1、了解控制对象的基本工作原理,及运动与动作特征;
2、能够根据控制要求,正确地选择控制系统,并掌握其主要技术性能指标;
3、掌握系统的硬件连接、安装、调试的基本方法,并能进行正确的操作与维护;
4、掌握典型控制程序的编制方法,实现基本控制功能。
同组人员:
指导教师: 实验时间: 成绩
批阅时间: .
机电一体化系统综合实训报告
一 实训目的
1、熟悉HED—21S数控系统综合试验台各个组成部件的接口。
2、读懂电气原理图,通过电气原理图独立进行数控系统各部件之间的连接。
3、了解数控系统的调试运行方法。
二 实训设备、环境、用具、材料
数HED—21S控系统综合实验台
万用表
工具
三 实训内容(步骤、方法及数据)
包括数控装置,由变频器和三相异步电机构成主轴驱动系统,由交流伺服单元和交流伺服电机构成的进给伺服驱动系统,由步进电机构成的进给伺服驱动系统等的数控系统,可实现主轴驱动系统的速度控制,进给伺服驱动系统的开环、半闭环、闭环控制。
1.电源部分
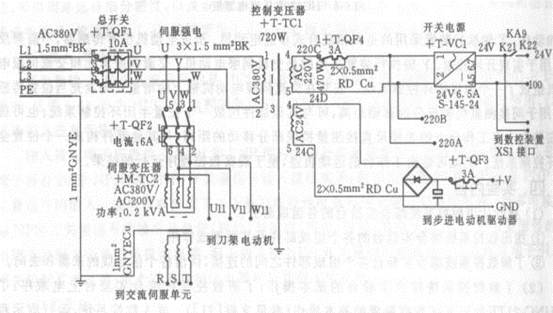
图1 电源部分接线图
2.继电器与输入/输出开关量
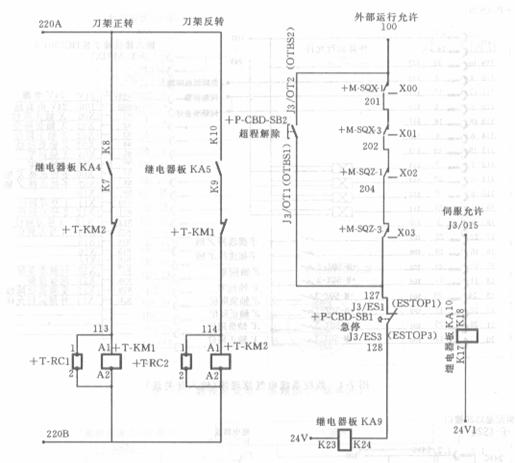
图2 继电器部分接线图
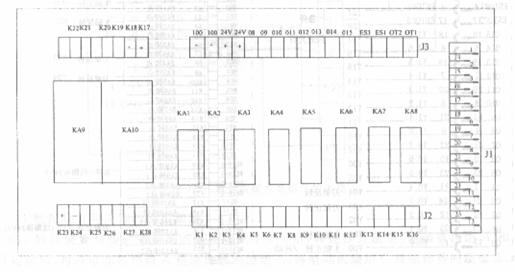
图3 继电板部分接口
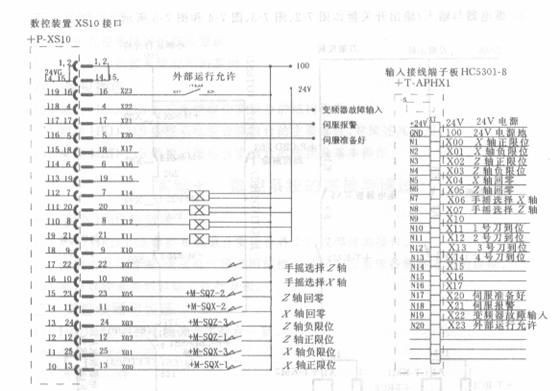
图4 输入开关量接线图

图5 输出开关量接线图
3.数控装置与手摇单元和光栅尺
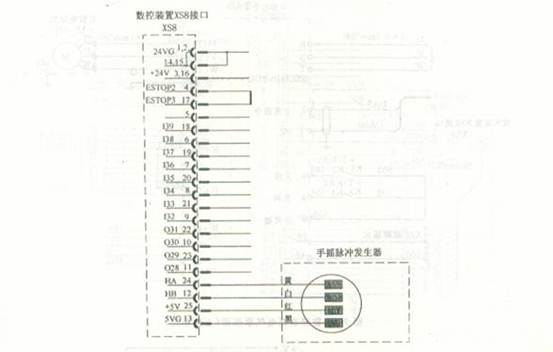
图6 手摇单元接线图
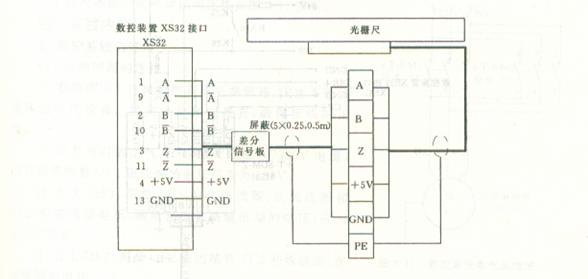
图7 数控装置与光栅尺连接
4.数控装置与主轴的连接
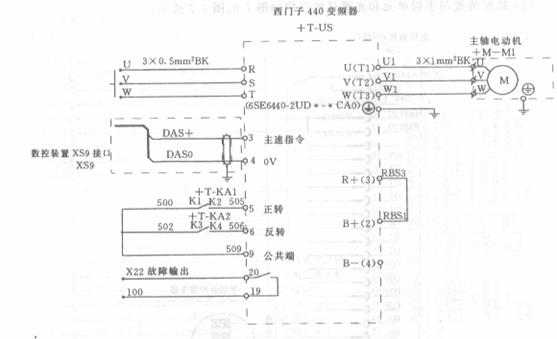
图8 数控装置与主轴连接
5.数控装置与步进驱动单元连接
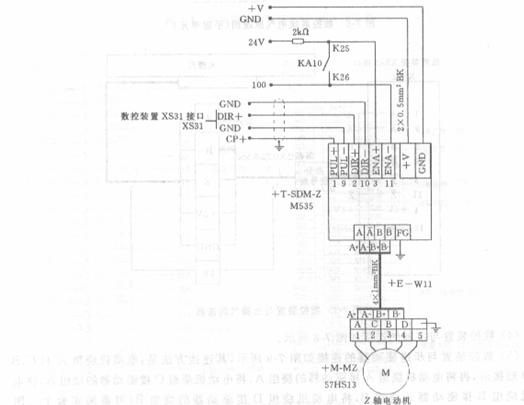
图9 数控装置与步进驱动单元的连接
6.数控装置与交流伺服单元的连接
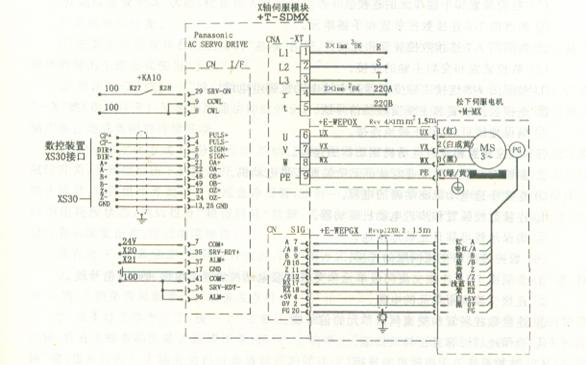
图10 数控系统与交流伺服单元的连接
7.数控系统刀架的连接

1.数控系统的连接
(1)电源回路的连接
按前图接线,并用万用表检查电源电压和变压器输出端电压。
(2)数控系统继电器的输入/输出开关量连接
按前图连接继电器和接触器,以及输入/输出开关量。
(3)数控装置和手摇单元的连接
按前图连接手摇单元和光栅尺。
(4)数控装置和变频主轴的连接
连接变频器和主轴电机强电电缆,以及数控装置和变频器信号线。确保地线可靠。
(5)数控装置和交流伺服器的连接
按前图连接交流伺服电机的强电电缆和码盘信号线,接入伺服单元电源。地线可靠正确接地。
(6)数控装置和步进电机驱动器的连接
按前图连接步进电机驱动器和步进电机,以及驱动器电源。
(7)数控系统刀架电动机的连接
连接刀架电机。
2、数控系统调试
(1)线路检查。
由强到弱,按线路走向顺序检查以下各项。
①变压器规格和进出线的方向和顺序。
②主轴电动机、伺服电动机强电电缆的相序。
③DC24V电源极性的连接。
④步进电动机驱动器(或称步进驱动器)直流电源极性的连接。
⑤所有地线的连接。
(2)系统调试。
1)通电。
①按下急停按钮,断开系统中所有空气开关。
②合上空气开关QF1。
③检查变压器TC1电压是否正常。
④合上控制电源Dc24V的空气开关QF4,检查DC24V是否正常。HNC一21TF数控装置
通电,检查面板上的指示灯是否点亮, HC5301—8开关量接线端子和HC5301一R继电器板的电源指示灯是否点亮。
⑤用万用表测量步进驱动器直流电源+V和GND两脚之间电压(应为DC+35V左
右 ),合上控制步进驱动器直流电源的空气开关QF3。
⑥合上空气开关QF2。
⑦检查变压器 TC1的电压是否正常。
⑧检查设备用到的其他部分电源的电压是否正常。
⑨通过查看 PLC状态,检查输入开关量是否和原理图一致。
2)系统功能检查。
①左旋并拔起操作台右上角的“急停”按钮,使系统复位;系统默认进人“手动”方式,软件操作界面的工作方式变为“手动”。
②按住“+X”或“—X”键(指示灯亮),X轴应产生正向或负向的连续移动。松开“+X”或 “— X”键(指示灯灭),X轴即减速运动后停止。以同样的操作方法使用“+Z”、“一Z”键可使Z 轴产生正向或负向的连续移动。
③在手动工作方式下,分别点动X轴、Z轴,使之压限位开关。仔细观察它们是否能压到 限位开关,若到位后压不到限位开关,应立即停止点动;若压到限位开关,仔细观察轴是否立即停止运动,软件操作界面是否出现急停报警,这时一直按压“超程解除”按键,使该轴向相反方向退出超程状态;然后松开“超程解除”按键,若显示屏上运行状态栏“运行正常”取代了“出 错”,表示恢复正常,可以继续操作。
检查完X轴、z轴正、负限位开关后,以手动方式将工作台移回中间位置。
④按一下“回零”键,软件操作界面的工作方式变为“回零”。按一下“+X”和“+Z”键,检 查X轴、Z轴是否回参考点。回参考点后,“+X”和“+Z”指示灯应点亮。
⑤在手动工作方式下,按一下“主轴正转”键(指示灯亮),主轴电动机以参数设定的转速 正转,检查主轴电动机是否运转正常;按住“主轴停止”键,使主轴停止正转。按一下“主轴反 转”键 (指示灯亮),主轴电动机以参数设定的转速反转,检查主轴电动机是否运转正常;按住 “主轴停止”键,使主轴停止反转。
⑥在手动工作方式下,按一下“刀号选择”键,选择所需的刀号,再按一下“刀位转换”键,转塔刀架应转动到所选的刀位。
⑦调入一个演示程序,自动运行程序,观察十字工作台的运行情况。
3)关机。
①按下控制面板上的“急停”按钮。
②断开空气开关QF2、QF3。
⑧断开空气开关QF4。
④断开空气开关QF1,断开380V电源。
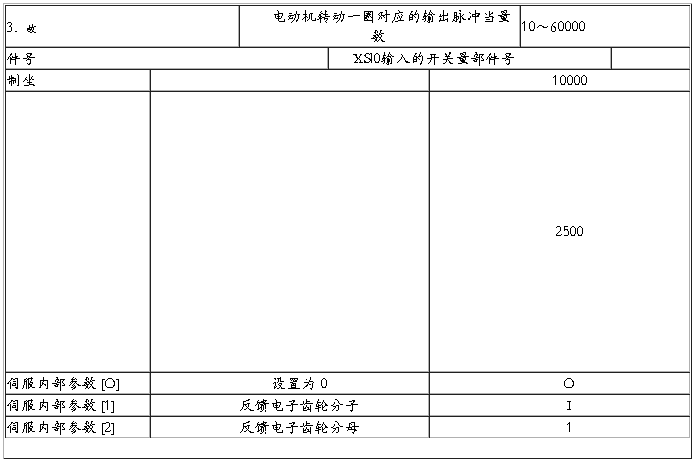
表12 Y 坐标轴参数的设置
③ Z 坐标轴参数的设置。 Z 坐标轴参数的设置如表13 所示。
表13 Z 坐标轴参数的设置
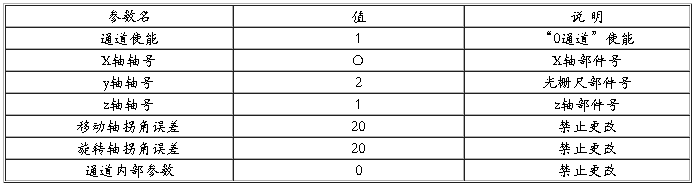
④通道参数的设置。
标准设置选“ 0 通道”,其余通道不用,参数设置如表14 所示。
表14 通道参数的设置

(4) 数控系统参数的调整。
1) 与主轴相关的参数的调整。
①确认主轴 D / A 相关参数的设置 ( 在“硬件配置参数”选项和“ PMC 系统参数”选项中 ) 的正确性。
②检查主轴变频驱动器的参数是否正确。
③用主轴速度控制指令 (S 指令 ) 改变主轴速度,检查主轴速度的变化是否正确。
④调整设置主轴变频驱动器的参数,使其处于最佳工作状态。
2) 使用步进电动机时有关参数的调整。
①确认步进驱动单元接收脉冲信号的类型与 HNC-21TF 所发脉冲类型的设置是否一 致;
②确认步进电动机拍数 ( 伺服内部参数 P[O]) 的正确性;
③在手动或手摇状态下,使电动机慢速转动。然后,使电动机快速转动。若电动机转动时,有异常声音或堵转现象,应适当增加快移加减速时间常数、快移加速度时间常数、加工加减速时间常数,加工加速度时间常数。
3) 使用脉冲接口伺服驱动单元时有关参数的调整。
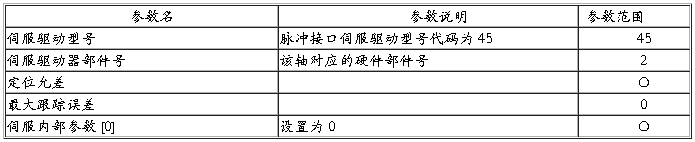
①确认脉冲接口式伺服单元接收脉冲信号的类型与 HNC-21TF 所发脉冲类型的设置是否一致,参阅参考文献中硬件配置参数设置说明;
②确认坐标轴参数设置中的电动机每转脉冲数的正确性。该参数应为伺服电动机或伺服驱动装置反馈到 HNC-2lTF 数控装置的每转脉冲数;
③确认电动机转动时反馈值与数控装置的指令值的变化趋势是否一致。控制电动机转动一小段距离,根据指令值和反馈值的变化,修改伺服内部参数 P[1] 或伺服内部参数 P[2] 的符 号,直至指令值和反馈值的变化趋势一致。
④控制电动机转动一小段距离 ( 如 0.1 mm) ,观察坐标轴的指令值与反馈值是否相同。如果不同,应调整伺服单元内部的指令倍频数 ( 通常有指令倍频分子和指令倍频分母两个参数 ) 。直到 HNC — 21TF 数控装置屏幕上显示的指令值与反馈值相同。
⑤使调试的坐标轴运行 10 mm 或 10 mm 的整数倍的指令值,观察电动机是否每 10Mmm运行一周,如果不是,应该同时调整轴参数中的伺服内部参数 [1] 、伺服内部参数 [2] 和伺服单元内部的指令倍频数参数。
例如 ( 在完成上述步骤①~④后 ) :已知数控装置给出 64 mm 的指令,要求电动机运行一周,应如何调整 ?
原伺服内部参数 [1] :原伺服内部参数 [2]= l : 2。
原伺服单元内部的指令倍频数参数等于 2 。
调整后新的相关参数为:伺服内部参数 [1] /伺服内部参数 [2] 的值减小为原来的 10/64 ,即 1/2 × 10/64=5/64。
伺服单元内部的指令倍频数参数增加为原来的 64/10 倍,即 2/1 × 64/10=64/5。
通过以上步骤①~⑤参数调整,使得坐标轴的指令值与反馈值相同,并且 HNC — 21TF 数控装置每发出坐标轴运动 l0 mm 的指令,伺服电动机运转一周。
此后,连接工作台时为适应丝杠螺距、传动比的变化,还需要调整轴参数中的外部脉冲当量分子 (μm) 和外部脉冲当量分母这两个参数。
四 实训总结
机电一体化技术从学科角度来看,它是集机械技术、微电子技术、计算机技术、电气技术、信息技术的有机统一体,而不是机械技术、电气技术的简单组合体;从机电一体化技术的成果或最终体现来看,它则是在计算机控制下由机械本体、电、气、液压以及光电器件组成的产品或设备,是一个自动化的工作系统。