钢结构实践报告
摘要:
在车间参加钢结构的放样、切割、钻孔、剖口、焊接、矫正等工作。并参与了钢结构的现场安装施工,学习钢结构工程的施工技术和施工组织管理方法,学习和应用有关工程施工规范及质量检验评定标准,学习施工过程中对技术的处理方法。实习目的:通过接触和参加一线工作,了解本公司的实际加工制作和安装过程,对钢结构有一个比较深刻的认识,为以后的工作打下基础。
实习内容:
在车间参加钢结构的放样、切割、钻孔、剖口、焊接、矫正等工作。并参与了钢结构的现场安装施工,学习钢结构工程的施工技术和施工组织管理方法,学习和应用有关工程施工规范及质量检验评定标准,学习施工过程中对技术的处理方法。
实习概况:
在车间参加刚结构的加工制作实习,在南京德基广场工地参加钢结构安装实习。遵守车间和工地安全规章制度。出勤率高。积极向工人师傅请教。对钢结构的加工制作以及安装等有了很具体的了解。同时对部分工程进行了实践操作。实习期间完成了实习任务,达到了实习目的。
工程简介:
南京德基广场装饰工程,位于南京新街口。我公司承建的是幕墙及天幕钢结构部分。总工程量为一百多吨。幕墙由九根高约四十米的格构式钢柱和多根圆弧钢梁组成。天幕是由十三根鱼腹梁和相应的檩条、拉条构成。
第一部分 加工制作
加工制作是钢结构工程由图纸变为实物的第一步,所以是十分重要的。它的好坏直接决定着以后安装的顺利与否以及最终的工程质量。了解它对我以后的设计工作也有很大的帮助。
(一) 放样
放样工作包括以下内容:核对图纸的安装尺寸和孔距,以1:1的大样放出节点,核对各部分的尺寸;制作样板和样杆作为下料、弯曲、铣、刨、钻孔等加工的依据。放样时要注意考虑加工余量。焊接构件要求按工艺要求放出焊接收缩量。不同规格、不同牌号的零件应分别号料,同一种材料按照“先大后小”的原则依次划线。
(二) 切割
钢材下料常用气割、机切和锯切等方法,其中气割的质量最不稳定。所以在进行气割时一定要要由有工作经验的工人师傅来操作或在旁边指导。
(三) 钻孔
孔的加工在钢结构制作过程中占有一定的比重,尤其是在网架的球加工过程中,钻孔占了整个工序的大部分。钻孔的加工方法可分为划线钻孔和数控钻孔。钻孔的设备有悬臂式钻床、立式钻床和数控钻床。网架的球加工主要使用立式钻床。球加工的过程是先在球上切削一个面,切削厚度由螺栓直径决定。以48mm为界,48mm以下为5mm,以上为8mm。再在这个面上钻孔,以这个孔为基准面确定加工其他孔。
(四) 剖口
对于需要对接焊接的构件,一般需要进行剖口。
1. 对于板材,可是用铣边机。铣边机对钢板焊前的坡口边、斜边、直边、U形边缘,可一次铣削成型。工作效率高,能耗少,操作方便。
2. 对于钢管,可直接用车床进行剖口。一些口径较小的管子甚至可以直接用车床进行割削。
3. 对于其它一些形状复杂的构件一般用气割机进行剖口。这种方法简单易行,效率高,能满足开V形、X形坡口大的要求。但在切割后一定要注意清理干净氧化铁残渣。
(五) 焊接
焊接是钢结构加工制作过程中最重要也是最难控制的一个环节。钢结构常用的焊接方法有手工电弧焊、埋弧自动焊、二氧化碳气体保护焊等。
(1)埋弧自动焊适用于较长焊缝,如焊接H型钢;它的焊接质量稳定,利于自动化生产;但是它需要专门的生产线,设备占地面积大,不利于搬运。(2)二氧化碳气体保护焊主要用在重要构件拼装上,它的优点是焊接质量较稳定,效率高,连续性好,是我们厂车间最常用的焊接方式。(3)手工电弧焊效率较低,质量稳定性随操作者波动较大。但是它有携带方便的特点,是工地现场最常用的焊接方法。
由于焊接是通过高温将金属融化将它们连接在一起,然后再冷却。这使得焊接部位难免出现一些缺陷。如气孔、夹渣、咬边、焊瘤等。这些缺陷会直接影响到焊缝的受力性能。咬防治这些缺陷,就必须严格按照焊接操作规程来操作,焊工要有上岗证。
焊缝的检测方法是根据焊缝等级来确定的。钢结构的焊缝等级分为三级。三级是最低一级,通常只需要用肉眼观察外表就行了;一、二级则需要进行超声波探伤,检查比率分别为100%和20%。
(六) 矫正
当构件经过前面一系列的加工程序后,会出现弯曲、凹凸不平等现象,这是就要对构件进行矫正。
矫正的方法主要有机械矫正、火焰矫正、手工矫正等。
1. 机械矫正适用于批量较大、形状比较一致的钢材和构件的矫正。如焊接H型钢。
2. 火焰矫正较为灵活,对于变形较大的构件也能处理。但是对于火焰的温度、加热的方法等不容易准确掌握,因而质量没有机械矫正稳定。
3. 手工矫正具有灵活简单、成本低的优点,但准确度差。只能适用于对尺寸精度要求不高的构件。
(七) 表面处理
这是钢结构构件出厂前的最后一道程序。一般有除锈和喷漆组成。其中除锈这道工序的先后由于加工对象的不同而不同。例如网架的杆子是在其它加工完成之后再由抛丸机来除锈;而格构式柱则由于体积的原因必须在一开始就要进行抛丸除锈。
第二部分 钢结构的安装
钢结构的安装是把运到现场的各种构件用电焊、高强螺栓、普通螺栓等方法连接起来成为一个整体。
我这次实习时所参与的是南京德基广场工程是一个幕墙工程。它的安装难度在于要把九根在地上拼接好的长四十多米的钢柱吊起并准确挂到四十米高的悬挑钢梁上。由于工程地处南京市最繁华的新接口,四周仅有宽六七米的很狭小的一块空地可被使用。而汽吊的展开宽度就有三四米;且当时施工时正处冬季,白天短,夜晚长,工期又紧。但是由于动工前准备工作做得充分,施工组织得周密,使得我们克服了各种困难,如期完工。
由于钢柱是由两根直圆钢管和一根圆弧钢管组成的格构式柱,每根重达7.7吨,重心有偏移,且钢柱长度较长。为了能使钢柱准确而平稳得吊装到指定位置,我们采用了两点递送法。准备了两台汽吊,以一台七十吨的汽吊为主吊,另以一台二十吨的汽吊为副吊。吊点分别为柱长的1/3处。主机在上,承受钢柱的主要荷载。副机在下,配合主机起钩,随主机的起吊,副机行走或旋转,将钢柱脚递送到柱基础附近后,副机摘掉钩子卸载,最后由主机和3吨铁葫芦将柱子安装就位。在这样一次安装过程中,协调指挥相当重要。要同时指挥协调两台吊车、40米高处悬挑梁上和底下柱脚处的安装人员。如果一个环节出了问题,那将造成不可想象的后果。但现场的施工人员很好地协调指挥全过程。这令我大开眼界。
除了钢柱外,天幕的鱼腹钢梁的安装也是一个难点。由于造型的需要,鱼腹钢梁有一半是没有肋板的,而梁因为考虑到热胀冷缩必须设计成一端简支一端滑动的简支梁,且梁的两端有一定的高差,这就造成了在安装后出现了沉降不均匀的现象,使得后装上的檩条高低不平。这些直接影响了后续玻璃的安装。最后我们想了个办法,用千斤顶从低位的滑动支座处将沉降过大的钢梁顶上去的办法将梁矫正。后来在装完檩条后装拉条时有出现了同一问题,也是采用这一办法解决的。
通过这次现场施工实习,我不但学到了高大构件的吊装过程,还从天幕的安装中得到了一点启示,那就是在设计这种拱行简支梁时,要考虑到他们的沉降是否均匀,他们的水平变形是比较大的。
第二篇:钢结构实践报告
实验一:冷弯实验(20XX年5月26日)
一、实验目的:
1、为了加深对钢材冷弯性能的认识;
2、判别钢材冷弯180°性能的合格与不合格。
二、实验环境
1、温度:试验应在10~35℃或控制条件下23±5℃进行。
2、仪器设备:万能实验机、支承辊、弯心等。
三、实验方法与步骤:
(1) 钢筋冷弯试件不得进行车削加工,试样长度通常按下式确定:
L≈5a+150 mm(a为试件原始直径)
(2) 半导向弯曲
试样一端固定,绕弯心直径进行弯曲,如图4(α)所示。试样弯曲到规定的弯曲角度或出现裂纹、裂缝或断裂为止。
(3) 导向弯曲
1) 试样放置于两个支点上,将一定直径的弯心在试样两个支点中间施加压力,使试样弯曲到规定的角度[图4 (b)]或出现裂纹、裂缝、裂断为止。
2) 试样在两个支点上按一定弯心直径弯曲至两臂平行时,可一次完成试验,亦可先弯曲到图4(b)所示的状态,然后放置在试验机平板之间继续施加压力,压至试样两臂平行。此时可以加与弯心直径相同尺寸的衬垫进行试验[图4 (c)]。当试样需要弯曲至两臂接触时,首先将试样弯曲到 图4(b)所示的状态,然后放置在两平板间继续施加压力,直至两臂接触[图4 (d)] 。
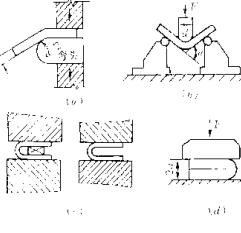
图4 弯曲实验示意图
3) 试验应在平稳压力作用下,缓慢施加试验力。两支辊间距离为(d+2.5a)±0.5a,并且在过程中不允许有变化。
四、结论和数据
弯曲后,按有关标准规定检查试样弯曲外表面,进行结果评定。若无裂纹、裂缝或裂断,则评定试样合格。
实验二:钢材拉伸试验(包括屈服点、抗拉强度实验)(2014年5月25日)
一、实验目的:
1、为了加深对钢材受拉的应力-应变特性的认识;
2、加深对屈服强度、抗拉强度的认识。
二、实验环境
1、温度:试验应在10~35℃或控制条件下23±5℃进行。
2、仪器设备:万能实验机、钢板尺、游标卡尺、千分尺、两脚爪规等。
三、实验方法与步骤:
1、实件制备
(1)抗拉实验用钢筋实件一般不经过车削加工,可以用两个或一系列等分小冲点或细划线标出原始标距(标记不应影响实样断裂)。
(2)实件原始尺寸的测定
1)测量标距长度 ,精确到0.1㎜。
,精确到0.1㎜。
2)圆形实件横断面直径应在标距的两端及中间处两个相互垂直的方向上各测一次,取其算术平均值,选用三处测得的横截面积中最小值,横截面积按下式计算:
 (
( =10mm)
=10mm)
式中  ——实件的横截面积(㎜2);
——实件的横截面积(㎜2);
 ——圆形实件原始横断面直径(㎜)。
——圆形实件原始横断面直径(㎜)。
2、实验步骤
(1)屈服强度与抗拉强度的测定
1)调整实验机测力度盘的指针,使对准零点,并拔动副指针,使与主指针重叠。
2)将实件固定在实验机夹头内,开动实验机进行拉伸。拉伸速度为:屈服前,应力增加速度每秒钟为10Mpa;屈服后,实验机活动夹头在荷载下的移动速度为不大于0.5 (不经车削实件
(不经车削实件 )。
)。
3)拉伸中,测力度盘的指针停止转动时的恒定荷载,或不计初始瞬时效应时的最小荷载,即为求的屈服点荷载 。
。
4)向实件连续施荷直至拉断由测力度盘读出最大荷载,即为求的抗拉极限荷载 。
。
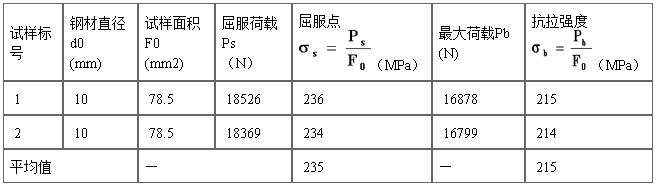
四、结论和数据
(1)屈服强度按下式计算:
式中  ——屈服强度(Mpa );(按照Q235钢材特性取值,如<16mm,取≈235N/mm2)
——屈服强度(Mpa );(按照Q235钢材特性取值,如<16mm,取≈235N/mm2)
 ——屈服时的荷载(N);
——屈服时的荷载(N);
 ——实件原横截面面积(㎜2)。(按照所选钢材直径取值,
——实件原横截面面积(㎜2)。(按照所选钢材直径取值, )
)
(2)抗拉强度按下式计算:
式中  ——屈服强度(Mpa );215N/mm2
——屈服强度(Mpa );215N/mm2
 ——最大荷载(N);
——最大荷载(N);
 ——实件原横截面面积(㎜2)。
——实件原横截面面积(㎜2)。
(3)当实验结果有一项不合格时,应另取双倍数量的实样重做实验,如仍有不合格项目,则该批钢材判为拉伸性能不合格。
计算结果可参照下表进行处理:
实验三:钢材拉伸试验(伸长率实验)(2013年5月26日)
一、实验目的:
1、为了加深对钢材受拉的应力-应变特性的认识;
2、加深对伸长率的认识。
二、实验环境
1、温度:试验应在10~35℃或控制条件下23±5℃进行。
2、仪器设备:万能实验机、钢板尺、游标卡尺、千分尺、两脚爪规等。
三、实验方法与步骤:
1、实件制备
(1)抗拉实验用钢筋实件一般不经过车削加工,可以用两个或一系列等分小冲点或细划线标出原始标距(标记不应影响实样断裂)。
(2)实件原始尺寸的测定
1)测量标距长度 ,精确到0.1㎜。
,精确到0.1㎜。
2)圆形实件横断面直径应在标距的两端及中间处两个相互垂直的方向上各测一次,取其算术平均值,选用三处测得的横截面积中最小值,横截面积按下式计算:
 (
( =10mm)
=10mm)
式中  ——实件的横截面积(㎜2);
——实件的横截面积(㎜2);
 ——圆形实件原始横断面直径(㎜)。
——圆形实件原始横断面直径(㎜)。
2、实验步骤
1)将已拉断实件的两端在断裂处对齐,尽量使其轴线位于一条直线上。如拉断处由于各种原因形成缝隙,则此缝隙应计入实件拉断后的标距部分长度内。
2)如拉断处到临近标距端点的距离大于1/3 时,可用卡尺直接量出已被拉长的标距长度
时,可用卡尺直接量出已被拉长的标距长度 (㎜)。
(㎜)。
3)如拉断处到临近标距端点的距离小于或等于1/3 时,可按下述移位法计算标距
时,可按下述移位法计算标距 (㎜)。
(㎜)。
4)如实件在标距端点上或标距处断裂,则实验结果无效,应重新实验。
四、结论和数据
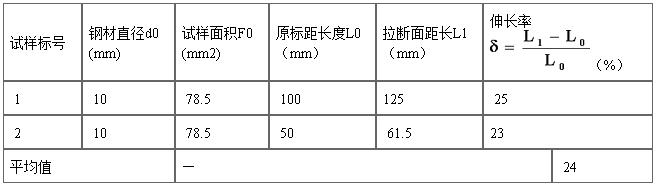
伸长率按下式计算(精确至1%)
式中  ——分别表示
——分别表示 和
和 时的伸长率;
时的伸长率;
 ——原始标距长度10
——原始标距长度10 (或5
(或5 )(mm);
)(mm);
 ——实件拉断后直接量出或按移位法确定的标距部分长度(mm)(测量精确至0.1mm)。
——实件拉断后直接量出或按移位法确定的标距部分长度(mm)(测量精确至0.1mm)。
当实验结果有一项不合格时,应另取双倍数量的实样重做实验,如仍有不合格项目,则该批钢材判为拉伸性能不合格。
计算结果可参照下表进行处理:
实验四:焊接钢材抗拉强度试验
2013年5月27日
一、实验目的:
为了加深对钢材焊接接头机械性能的认识。
二、实验环境
1、温度:试验应在10~35℃或控制条件下23±5℃进行。
2、仪器设备:万能实验机、钢板尺、游标卡尺等。
三、实验步骤
1)调整实验机测力度盘的指针,使对准零点,并拔动副指针,使与主指针重叠。
2)将实件固定在实验机夹头内,开动实验机进行拉伸。加荷速度为10~30MPa/s。
3)向实件连续施荷直至拉断由测力度盘读出最大荷载,即为求的抗拉极限荷载 。
。
四、结论和数据

实验五:焊接钢材冷弯实验(2013年5月29日)
一、实验目的:
1、为了加深对钢材冷弯性能的认识;
2、判别焊接钢材冷弯性能的合格与不合格。
二、实验环境
1、温度:试验应在10~35℃或控制条件下23±5℃进行。
2、仪器设备:万能实验机、支承辊、弯心等。
三、实验方法与步骤:
(1) 钢材冷弯试件不得进行车削加工,试样长度通常按下式确定:
L≈5a+150 mm(a为试件原始直径)
(2) 半导向弯曲
试样一端固定,绕弯心直径进行弯曲,如图4(α)所示。试样弯曲到规定的弯曲角度或出现裂纹、裂缝或断裂为止。
(3) 导向弯曲
1) 试样放置于两个支点上,将一定直径的弯心在试样两个支点中间施加压力,使试样弯曲到规定的角度[图4 (b)]或出现裂纹、裂缝、裂断为止。
2) 试样在两个支点上按一定弯心直径弯曲至两臂平行时,可一次完成试验,亦可先弯曲到图4(b)所示的状态,然后放置在试验机平板之间继续施加压力,压至试样两臂平行。此时可以加与弯心直径相同尺寸的衬垫进行试验[图4 (c)]。当试样需要弯曲至两臂接触时,首先将试样弯曲到 图4(b)所示的状态,然后放置在两平板间继续施加压力,直至两臂接触[图4 (d)] 。

图4 弯曲实验示意图
3) 试验应在平稳压力作用下,缓慢施加试验力。两支辊间距离为(d+2.5a)±0.5a,并且在过程中不允许有变化。
四、结论和数据
弯曲后,按有关标准规定检查试样弯曲外表面,进行结果评定。若无裂纹、裂缝或裂断,则评定试样合格。