生产实习报告
北京化工大学
机电工程学院
过程装备与控制工程专业
班 级:装备0802
姓 名:辛阳
学 号: 200832051
日
生产实习报告
进入大四后,基础理论课程及技术基础课程已基本学完,为了更好的迎接一年后的就业大潮,在此基础上学院在此基础上组织了为期4周的生产实习。本次实习是对过程装备的典型机器、设备制造工艺和装配工艺过程进行时间的教学环节,也是我们装备专业本科在校期间最重要的一次实习。
(一).生产实习的目的:
1.了解典型化工机器如压缩机、螺杆泵、离心泵等和设备如:换热器、塔设备、储存设备 、反应设备等的制造过程、工作原理及操作;
2. 现场了解一些大型现代化工业生产的工艺过程和装置如燕山石化的聚乙烯、聚丙烯和石油炼化的工艺;
3.掌握一些典型机器设备的总体结构、特点、工作原理及主要零部件的作用及生产过程,了解机器型号、规格及主要性能参数、使用特点等(如各种压力容器);
4. 了解化工机器与设备在化工单元及流程中的作用,了解化工过程及其设备的监测与控制技术;
5. 了解一些重要机器与设备的现状和发展方向,了解先进设计和制造技术及研究前沿,为我们提供更加广阔的专业视野,为今后的设计提供良好的素材。
(二).实习要求及注意事项:
1.要求学生在实习中学习典型机器、设备的总体结构特点、设计思路、工作原理及主要零部件的加工和装配工艺知识,从而对本专业典型机器、设备的设计、制造、毕业环节以及今后工作打下实践基础;
2.由于本次实习包括去燕山石化的参观学习,而在化工厂有很多高危设备,所以安全是实习的第一位。上山实习期间必须穿学校发的工作服,在厂区严禁打电话、嬉闹,注意头顶的天车砸着头及地下的铁屑、钢板勾着脚等。
(三).实习内容:
一、 实习动员(2010-9-26上午,1、2节)
20xx年9月26日上午8:00,生产实习动员大会在科教201召开首先,段老师阐述了本次生产实习的目的,对我们提出了符合专业发展的要求。通过在校内的拆装实习、仿真实习、专家报告等过程,能够掌握一些重要化工设备的结构特征及工作原理,如压缩机、螺杆泵、离心泵等;通过燕山石化下厂实习的机会,深入生产第一线进行观察和研究,获取必须的感性知识,全面地了解各大厂区的主要生产设备(换热器、塔设备、储存设备以及反应设备等)如及生产流程,了解和掌握本专业基础的生产实际知识,巩固和加深已学过的理论知识,并为后续专业课的教学,毕业设计打下基础。
随后,段老师对此次实习的实习纪律、注意事项,安全工作进行了重点强调。要求在燕山实习期间若非大病急病不得无故请假旷工,旷工不参加下厂实习的学生会扣除实习成绩;要求所有学生着装整齐朴素,禁止穿易引发静电反应的皮鞋等衣物(我们在学院领导的大力支持及老师的积极争取下,今年集体着装专业防电服装,倍感荣幸)。在燕山石化实习期间,每天实习必须戴安全帽,不得随意动厂区的开关阀门等不了解功用的设备。每人都要按实习大纲规定的实习内容,认真参加实习,做好实习笔记。
接下来段老师讲解了本次实习的考核规则,通过各种制度鞭策我们认真对待本次实习,希望能在本次实习中真真切切的收获到某些东西。
二.看图(2010-9-26,3-10节)
科教在钱老师、段老师知道下我们阅览了一些重要设备的图纸,其中包括空气碱洗塔、苯酚精制塔再沸器、合成釜、浮头式换热器、固定管板式换热器、蒸汽凝液闪蒸罐、硫酸储罐等,结合图纸、资料,熟悉设备结构并通过零件图,深入分析典型零件的工艺过程与工艺要求,为之后的下厂实习奠定理论基础,并提出自己的疑问,带着疑问去实习更具针对性、效果更好。此外,在这个实习环节中,还涉及了许多关于《过程设备设计》、《过程装备制造工艺》的知识,也是对我们之前所学知识的巩固和考察,还有一些标准,这些让我们对今后的工作有了进一步的感性认知。
三.拆装泵、阀——泵(2011-9-27上午)
化机楼我们在李双喜老师的指导下拆装了几种不同功能的离心泵。
1.单级离心泵 起其装配图如下:

拆装后可以看出,单级离心泵由叶轮、泵体、泵盖、泵轴、轴承体、轴承、密封等组成。
单级离心泵的工作原理是,叶轮由轴带动高速转动,叶片间的液体也随着转动。在离心力的作用下,液体从叶轮中心被抛向外缘并获得能量,以高速离开叶轮外缘进入蜗形泵壳。在蜗壳中,液体由于流道的逐渐扩大而减速,又将部分动能转变为静压能,最后以较高的压力流入排出管道,送至需要场所。液体由叶轮中心流向外缘时,在叶轮中心形成了一定的真空,由于贮槽液面上方的压力大于泵入口处的压力,液体便被连续压入叶轮中。只要叶轮不断地转动,液体便会不断地被吸入和排出。
2.多级离心泵 其装配简图如下:
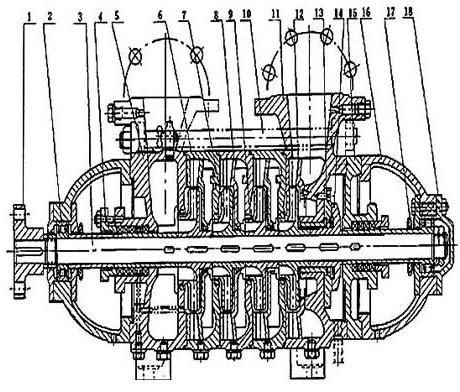
我们个同学共同将其拆装分析及李老师的指导讲解,其中多级离心泵由电机和泵两部分组成,电机一般为Y型三相异步电机。泵和电机采用联轴器连接,整体为刚性连接,使用时无需校正。泵由定子部分和转子部分组成。泵定子部分由进水段、中段、导叶、出水段、填料函体等零件组成。为防止定子磨损,定子上装有密封环、平衡套等,磨损后可用备件更换。转子部分由轴、叶轮、平衡毂等组成。
拆卸完成后,经过李老师的讲解我们明白了多级离心泵的工作原理。即,当电机带动轴上的叶轮高速旋转时,充满在叶轮内的液体在离心力的作用下,从叶轮中心沿着叶片间的流道甩向叶轮的四周,由于液体受到叶片的作用,使压力和速度同时增加,经过导壳的流道而被引向次一级的叶轮,就是这样原理,逐次地流过所有的叶轮和导壳,进一步使液体的压力能量增加。将每个叶轮逐级叠加之后,就获得一定扬程,将井下液体举升到地面。
拆装期间,李老师亲自指导并着重讲解了其机械密封以及加工特点,巩让我们了解到密封在泵中的重要性。
四.观看企业简介视频(2011-9-27,1-10节)
这天张秋翔老师带我们此次参观燕山石化的内容,包括参观聚丙烯厂---聚乙烯厂---机械加工厂---石油化工厂等,并详细讲解此次参观哪些是重点,以及一些工艺流程。最后强调了我们此次食宿的一些事项。
五.燕山实习(2011-10-11至2010-10-14共4天)
20xx年10月11日早7点,装备专业和工程实验班以及安全专业的学生,在几位老师的带领下,从学校南门准时启程,经历了大约2小时左右的车程,我们到达了燕山石化实习基地。随后我们去燕山石化东方红炼油厂,开始了为期四天的燕山石化实习。
1、聚丙烯厂、聚乙烯厂(2011-10-11上午)
指导老师:马润梅、陈平、颜廷俊
首先去会议室,由技术员给我们简要介绍了全厂的化工单元的工作流程,详细介绍了整个聚合反应所需的设备要求、催化剂、温度压力、分离干燥及产出成品后的运输等。
接着,我们在技术员的带领下,进行了聚丙烯厂的全厂参观。当我们一进入厂区时,就为全厂设备的各种塔、储罐、容器等所惊叹,各种管线错综复杂的通向四面八方。通过师兄
的讲解,渐渐理出了头绪,对整个流程有了初步的了解。
1、其中单元操作部分共有10部分:
100单元——催化剂部分
200单元——第一反应器
240单元——粉料输送
250单元——第二反应器
300单元——粉料脱活干燥
350单元——尾气回收
400单元——挤压造粒
500单元——掺和贮存
600单元——原料精制
900单元——公用工程
2、主要流程:
主电机→主减速箱→气动螺栓→双螺杆(啮合)→加温→双螺杆挤压→阀→开车阀→泵→滤网→塑料丝→塑料粒
3、特色:
粉料输送:旋转下料阀
旋转分离←粒和水分离
振动筛网←颗粒大小分离
聚乙烯厂的工艺流程与聚丙烯类似
2. 机械厂全厂参观(2011-10-11下午)
北京燕化机械厂是具有Ⅰ、Ⅱ、Ⅲ类压力容器制造资质的机械厂。曾是中国华北地区最大的机械制造厂。有3个铆焊车间、1个机加工车间、1个动力车间。初步参观,使得我们对于该厂有个大体的认识。
3. 机加工(2011-10-12上午)
在机加工车间,陈老师主要带我们观看了各种机加工设备,包括大型数控铣床、刨床、车床、镗床、钻床、磨床等。其中有些是国外进口的先进设备,在国内属于顶尖设备。
机加工主要有手动加工和数控加工两大类。手动加工是指通过机械工人手工操作铣床、车床、钻床和锯床等机械设备来实现对各种材料进行加工的方法。手动加工适合进行小批量、简单的零件生产。
其中,我们学到了圆锥面的加工、法兰加工、螺纹加工的方法,还有各类机床的主要用途。如小版偏移法、(磨刀)靠刀法、尾座偏移法加工圆锥面;丝锥加工内螺纹,板牙加工外螺纹,尖刀车床加工较大螺纹等。
在该车间我们不仅看到了手动加工,还看到了数控加工。数控加工(CNC)是指机械工人运用数控设备来进行加工,这些数控设备包括加工中心、车嫌工中心、电火花线切割设备、螺纹切削机等。目前,绝大多数的机加 工车间都采用数控加工技术。通过编程,把工件在笛卡尔坐标系中的位置坐标(X,Y,Z)转换成程序语言,数控机床的CNC控制器通过识别和解释程序语言来 控制数控机床的轴,自动按要求去除材料,从而得到精加工工件。该厂工人师傅介绍说,数控加工以连续的方式来加工工件,适合于大批量、形状复杂的零件,厂区有好多台先进数控车床,能加工大型设备。
4.双螺杆泵车间(2011-10-12下午)
指导老师:蔡纪宁老师
蔡纪宁老师指导我们进行双螺杆泵车间的实习。我们比较幸运,蔡老师带着无线耳机,可以不受工厂噪音打扰,听清老师讲每一细节。蔡老师讲得非常细致,同时对同学们要求比较严格,学到了很多在课上学不到的机械知识。
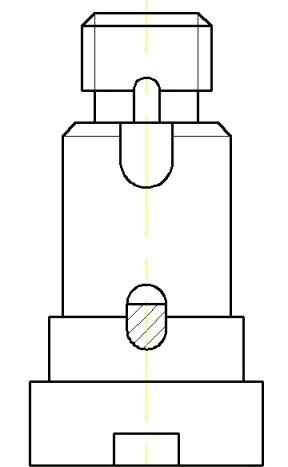
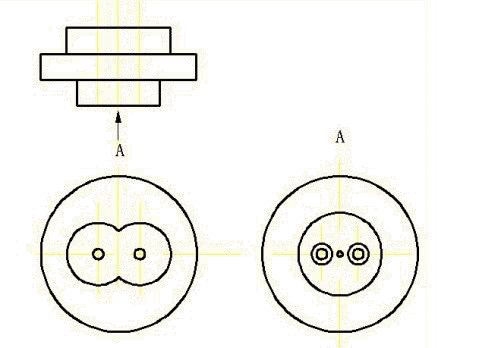
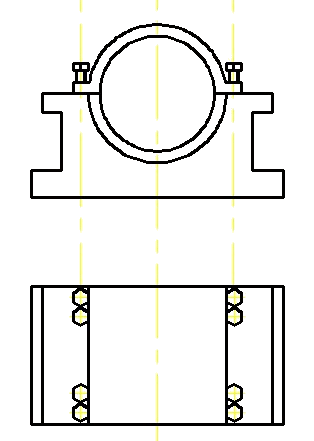
蔡老师指导我们研究了双螺杆泵的工作原理及其主要零部件,探讨了几个只要零部件的加工工艺过程并手绘了三个典型夹具。
双螺杆泵主要构件有:主动轴、从动轴、螺套、衬套、泵体等。
双螺杆泵的工作原理:两个凸形或一凸一凹的螺杆,相互啮合并平行的配置在机壳内,液体由一端进入,充满两转子的齿槽间,当两齿相互楔入凹槽时液体开始受压缩,随着转子的旋转,该齿槽容积不断向前推进而且体积越来越小,此时液体升压,当该容积与排气口相通时,气体被排出,两螺杆一主动一从动,之间的传动靠人字形齿轮。对于腐蚀性强、粘度大的流体采用轴承内置式;反之,采用轴承外置式。
下面介绍几个主要零部件及其加工工艺:
①主动轴(材质为45钢)、
⑴ 粗车各部,留3~5mm;
⑵ 调质处理,弯曲度小于2mm;
⑶ 精车,钻研两端中心孔,钻攻一端内螺纹,精车各段外圆,留0.8mm磨量,磨量0.3mm,
其余各段除螺纹外车成;
⑷ 划键槽线、左端小螺纹孔线;
⑸ 铣键槽,外圆留有磨量,槽要加深;
⑹ 钻攻轴端小螺纹;
⑺ 三处表面淬火;
⑻ 车,研两端中心孔,车螺纹成;
⑼ 磨各段外圆,靠磨轴肩;
⑽ 钳,去毛刺,涂油漆。
②从动轴(材质为45钢)
⑾ 粗车各部,留3~5mm;
⑿ 调质处理,抗直弯曲小于等于0.1mm;
⒀ 钻研两端中心空,钻研两端内螺纹;
⒁ 精车各段外圆,留磨量0.8mm,轴肩留磨量0.3mm;
⒂ 划,划键槽线,轴端小螺纹孔线;
⒃ 铣键槽
⒄ 磨各段外圆,靠磨轴肩;
⒅ 去毛刺,涂漆。
③螺套(材料为38CrMoAL)
⑴ 下料,φ200mm,长270mm,4件
⑵ 车内孔至φ80+0.1,粗车外圆,,端面留量3mm;
⑶ 划端槽线,宽20;
⑷ 铣端面槽;
⑸ 粗铣螺旋槽,齿厚单面留量1.5mm;
⑹ 调质处理,HB240~260;
⑺ 粗车内孔至φ85+0.03成,精车外圆,留量1mm,平车两端面,留1.5mm; ⑻ 磨心轴上磨外圆成φ190 -0.1-0.05
⑼ 精车螺旋槽成,配对螺套啮合总侧隙0.24~0.28;车两端面,去工艺头,总长留0.7mm; ⑽ 铣扣头;
⑾ 平磨两端面,长250-0.05
⑿ 二对螺纹套配划键槽线,打字头;
⒀ 插键槽,其线与中心线平行;
⒁ 去毛刺;
⒂ 离子氮化。
④衬套(材质HT250)
⑴ 划十字线,分配加工余量,以使8字孔与外圆余量均匀;
⑵
⑶
⑷
⑸ 粗车外圆,平两端面,留5mm余量; 划平行孔和端面加工线;划平行孔和端面加工线; 镗两平行孔,铣两端面; 上胎具,精车外圆;
⑹ 划螺孔线;
⑺ 钻孔,攻丝;
⑻ 去毛刺,涂漆,清砂,打磨端面。
5. 二铆车间(2011-10-13上午)
压力容器制造的主要步骤:
1. 下料:剪板机,氧气切割,等离子切割
2. 打坡口:氧气切割、刨边机、砂轮磨破口
3. 滚圆:滚圆机分为三辊机和四辊机
★其中,三辊机有直边段,处理方法是:
1):先焊接再滚
2):不管,直接切掉
3):采用带头板
4):采用四滚机
5):预弯
4. 切直边
纵焊缝
5. 校圆
6. 对接:筒内件与外部管件及封头的连接
7. 水压试验或气密性试验
8. 涂漆包装
6.一铆车间以及不锈钢车间(2011-10-13下午)
一铆车间的设备具有大型化与现代化的特点,主要负责生产大型压力容器。该车间的步骤可以做大型压力容器的装配、焊接、组装以及水压试验。
在一铆和二铆车间很多知识都是相通的,例如,在焊圆筒时都是先焊里口再从外面清根,最后从外面焊。而对于筒体的拔节都是要先进行纵焊缝的探伤,合格之后再焊环焊缝。而对于拔节的筒体,要求两者的错边量不大于1.5mm,针对焊接,着重介绍了二铆车间目前具有的较先进的焊接技术,有:窄间隙焊接(即不开坡口或开小坡口进行焊接)、带极堆焊、小管堆焊(即采用二氧化碳气体保护焊)以及深孔焊(可焊φ25×2,φ38最大能焊φ75,主要用于废热锅炉的管件焊接)。在车间里,第一次看见了高压锁紧环的结构及制造过程。
在不锈钢车间,我们见到了许多正在加工的不锈钢(白钢)容器。其特点是防腐,低温性能好,成本是普通碳钢的5到10倍,因其优良的防腐性能,在大型化工设备制造中应用的较为广泛。着重强调不锈钢要防止晶间腐蚀,采取固溶处理。大部分材料通常选用超低碳不锈钢。
经过段老师的讲解,我们知道大部分筒体的焊接采用的是埋弧自动焊,该方法效率高,焊缝平整漂亮成型好,外侧焊缝不好焊接,一般双面焊里侧焊的多。这些焊接方式的焊剂要回收。
在该车间,我们还见到了许多设备上的编号,这些编号是用来进行射线探伤的。经段老师的努力争取,我们有幸去探伤车间参观了一下。钢板的射线探伤时间长,在工厂里面剂量不能放太多。一般进行射线探伤时,人躲在墙后,墙里一般都铅板。
作为《过程设备设计》的主讲人段成红老师的讲解非常详细且专业针对性强,使我们的专业理论知识得到了有效的提高。
7. 参观炼油厂(2011-10-14上午)
实习的最后一天,我们到燕山石化炼油厂进行了参观。
炼油厂的主要任务是,把原油通过石油炼制过程,加工为各种石油产品的工业。石油工业的机构组成包括炼油厂、石油炼制的研究和设计机构等。炼油厂中的主要生产装置通常有原油蒸馏(常、减压蒸馏)、热裂化、催化裂化、加氢裂化、石油焦化、催化重整以及炼厂气加工、石油产品精制等。通过系列装置的反应,化工厂可以生产汽油、煤油、柴油、燃料油、润滑油、石油蜡、喷气燃料、石油沥青、石油焦和各种石油化工原料。
炼油厂的系统包括加氢系统、分馏系统。主要产品有:液化气、甘气、轻石脑油、柴油、尾油、航空煤油、乳油等。
共含5个区:换热区、塔区、泵房区、炉区、电脱盐区。
主要3个塔:初馏塔、常压塔、减压塔。
六. 仿真(2011-10-15全天)
1.精馏系统(2011-10-18上午)
脱丁烷塔是大型乙烯装置中的一部分。本塔将来自脱丙烷塔釜的烃类混合物(主要有C4 、C5 、C6 、C7 等),根据其相对挥发度的不同,在精馏塔内分离为塔顶C4 馏分,含少量C5馏分,塔釜主要为裂解汽油,即C5以上组分的其他馏分。因此本塔相当于二元精馏。
工艺流程:来自脱丙烷塔的釜液,压力为0.78MPa,温度为65℃,经进料手操阀V1和进料流量控制FIC-1,从脱丁烷塔(DA-405)的第21块塔板进入(全塔共有40块板)。在塔的提留段第32块塔板处设有灵敏板温度检测及塔温调节器TIC-3(主调节器)与塔釜加热蒸汽流量调节器FIC-3(副调节器)构成的串级控制。
下面简单介绍几种事故及排除方法:
1:停冷却水
事故现象:冷却水流量为0.0kmol/h(FI-6)。塔高升高。塔顶温度上升。
处理方法:放火炬保压。停进料。关加热蒸汽量。关塔顶采出。釜液排出。在此基础上进行完全停车操作。
2:停加热蒸汽
事故现象:水蒸气断,即加蒸汽流量为0.0koml/h。
处理方法:关进料。停塔顶采出。压力高时放火炬。釜液排出。在此基础上进行完全停车。
3:无进料
事故现象:进料量为0.0koml/h 。
处理方法:紧急停车。
4:停电
事故现象:由于GA-405A/B、GA-406A/B停转。回流量为0.0。塔顶采出量为0.0。 处理方法:关进料阀。停塔顶采出。排放火炬维持塔压及回流罐液位。在此基础上进行停车操作。
5:无回流量
事故现象:回流量逐步降为0.0(FIC-2),回流泵坏。
处理方法:开备用泵GA-405B及相关阀门。关泵GA-405A及相关阀门。
2. 65t锅炉(2011-10-18下午)
此锅炉在我国大型石油化工企业应用广泛,本锅炉(又称为一氧化碳环保锅炉)可燃烧含有一氧化碳(CO)的炼油厂催化裂化再生烟气。65t是指锅炉每小时产出中压蒸汽65t(65t/h),65t锅炉所包含的工艺、设备、操作及控制内容相当于一套完整的过程系统,开车过程具有典型的代表意义,而且复杂程度适中,因此特别适合于仿真实习的后期综合训练。
一氧化碳(CO)锅炉的作用是使燃料放热,并将热量传给工质水,以产生440℃、3.82MPa的过热蒸汽。作用:向全厂供给中压蒸汽及消除催化裂化装置再生CO废气对大气的污染,回收催化装置再生废气之热能。
主要设备及作用:WGZ65/39-6型锅炉,采用锅水自然循环,双泡气结构。锅体本身由煤油器、上泡包、对流管束,下泡包、下降管、水冷壁、过热器、表面式减温器、联箱等组成。
煤油器作用:预热锅炉给水,降低排烟温度,提高锅炉效率。
上泡包作用:汽水分离,连接受热面构成正常循环等。
水冷壁(φ60*5的钢管)作用:吸收炉膛辐射热,连接
过热器(低温段与高温段)作用:使饱和蒸汽变成过热蒸汽。
表面式减温器作用:调节过热蒸汽的温度,调节范围为10~33℃。
冷态开车操作说明:
1:启动前阀位检查 2:除氧器投运 3:锅炉上水
4:燃料系统投运 5:锅炉点火 6:锅炉升压
7:锅炉并汽 8:锅炉负荷提升
七. 拆装压缩机(2011-10-17,全天)
20xx年10月17日全天,马润梅和金广林老师指导我们拆装了实验室内的一台L型空气压缩机。该压缩机的型号为4L- 20/8,其中4L代表空气压缩机为四列,20代表流量为20m3 /h,8代表压力位8atm。
经过马老师的细心讲解,我们了解到,该空气压缩机主要由吸气阀、排气阀、活塞、连杆、十字头、曲轴、冷却器、气缸等构成。我们的任务就是通过现场拆装了解其内部结构及工作原理,并分组绘制不同部分的零件图,已达到训练绘图技能、掌握重要设备结构功能的实习目的。
空气压缩机按工作原理可分为容积式压缩机、往复式压缩机、离心式压缩机。容积式压缩机的工作原理是压缩气体的体积,使单位体积内气体分子的密度增加以提高压缩空气的压力;往复式压缩机(也称活塞式压缩机)的工作原理是直接压缩气体,当气体达到一定压力后排出;离心式压缩机的工作原理是提高气体分子的运动速度,使气体分子具有的动能转化为气体的压力能,从而提高压缩空气的压力。
经过一天的现场拆装,我们亲自动手,将这一人多高的空气压缩机拆卸、组装,直观地了解到了该空气压缩机总成、各零部件及其相互间的连接关系、结构以及原理,增强了我们的实际的动手能力,同时也锻炼和培养了我们的动手能力及团队协作精神。
八. 学术报告(2011-10-19)
上午 十分荣幸段老师邀请到了燕山玉龙工程公司王院长为我们做学术报告。 王院长根据自己的经历,详细讲解了有关工程师技术员的成长历程及一些压力容器的规范标准,王院长结合自身丰富的阅历和经验给我们具体讲解了一些设计实例,以及一些事故为我们今后更好的预防事故的发生敲响了警钟。
下午 钱才富教授在科教301进行了一场题为《石油化工及其装备业的发展》的讲座。
石化工业包括石油炼制和石油化学工业,是以石油、天然气为原料生产油品和石化产品的能源和原材料产业,是关系国家经济命脉和安全的支柱产业,担负着为社会提供燃动能源和大量基础材料的重任。
石化装备制造业是石化工业的基础和重要组成部分,担负着为石化工业提供基础设备的任务。
石化设备包括专用设备和通用设备,是石化生产的必要条件。但与国外先进水平相比,我国石化装备制造业还存在自主创新能力弱,国际竞争能力不强,总体技术水平不高,一些
重大关键设备还需进口等问题。
钱才富教授又讲到未来15年我国石化工业将采取的重要措施。如下:一是加快结构调整,提高产品质量,降低生产成本,全面提高竞争力;二是生产规模进一步扩大,实现产业有效发展;三是生产工艺技术更新速度加快,现代高新技术将获得广泛应用;四是装置单线产能进一步大型化;五是生产过程实现智能化,清洁化,资源能源利用率将进一步大型化;六是生产运行周期进一步延长。我们应围绕大型、高效、低能耗并具有环保能力的石化装备进行开发,加快技术更新步伐。
接下来,钱教授分两个主要方面介绍了石油化工及其装备业的发展趋势,让我们对此有了一个系统的认识,使我们开拓眼界,与时俱进。
1. 世界石化装备制造业的发展趋势
① 世界石化技术的发展趋势
1、 清洁燃料生产技术、厚油深度加工技术和油化结合技术;
2、 石化工艺不断进步,石化产品向多样化、高性能化、高附加值的方向发展;
3、 石化生产过程加速向清洁化方向发展;
4、 替代能源和替代石化原料的技术研发方兴未艾;
5、 大利应用信息技术。促进了生产效率的提高及成本的降低;
6、 高新技术的应用;
7、 石化工程技术进步,推动石化装置向大型化发展。
② 世界石化装备技术的的发展趋势
A.石化装备技术发展的总趋势
1、 石化装备日趋装备大型化;
2、 石化装备研制与工艺技术的研发、设计紧密结合;
3、 石化装备趋于机电一体化;
4、 发展节能、环保装备;
5、 新材料、新设计和新的制造技术不断得到应用。
(计算机仿真技术的应用便于做出前瞻性的决策与优化方案,大大降低了石化重大装备的研发风险。)
2. 我国石化装备制造业现状及存在问题
钱教授讲到我国装备制造业的现状,说到我国总体精细制造业并不发达,国内部分设备仍需进口,有些工艺技术仍未引进时,显现出痛心的神情,让我们下决心学好装备专业,以后排除垄断,自主创新。
在讲解我国装备制造业存在的问题是,钱教授主要讲了七方面的问题。一是石化装备技术研发与工艺技术的研发脱节;二是石化装备制造业自主创新能力不强,制约了自身的发展;三是石化装备集成能力差,产品的专业化、标准化、系列化程度低;四是一般石化装备能力过剩,重大石化装备制造能力不足,部分关键石化设备仍需进口;五是技术引进与消化吸收脱节;六是石化装备制造业自主创新的政策环境仍有待改善;七是国外专利和企业并购,阻碍了我国石化装备制造业自主创新能力的提高。
九.实习总结:
生产实习的帷幕已经落下,感慨颇深,最起码这是充实的一个月,其中我们学到的一些是学校课本所无法企及的工人师傅的经验,以及一些设计细节。
此次实习我们实实在在的压力容器制造的全过程及组装,泵的内部结构,塔的结够,石
油化工的工艺流程等等。这样极大的促进了我们想象力,让我们对过程设备设计等课程所提到的知识有了更加深刻的认识和进一步的学习。
为此,感谢这次实习,更感谢在此次实习中一直躬亲指导我们的几位老师,真诚地向您道声:辛苦您了,谢谢您!你们渊博的知识与精彩的讲解给我们带来了无尽的知识,促进了我们个人学识的增长以及眼光的拓展。
指导老师:段成红老师
蔡纪宁老师
陈平老师
周俊波老师
马润梅老师
颜廷俊老师
实习学生:辛阳
报告日期:2011-10-20