数控车床实训报告书
专业:
班级:
学号:
姓名:
指导老师:
船舶工程学院实训中心
附1
…… …… 余下全文
数控车床实训报告
班 级: 10模具设计与制造
姓 名: 熊建辉
学 号: 28
实习成绩:
主讲教师:
机电与汽车工程学院
数控车床实训报告
一、实训的目的与要求
1.了解数控车床的基本结构、加工范围、基本操作。
2.了解常用数控车刀结构类型、几何角度。
3.实际了解数控机床加工的全过程,以及相关知识的作用。
4.掌握FANUC数控系统的基本操作方法,实际掌握工件坐标系的建立与对刀过程。
5.掌握外圆柱面、锥面、成形面圆弧面的基本车削加工的编程与操作技能。
二、实训仪器与设备
专用机房(斯沃数控仿真软件)
三、实训项目
…… …… 余下全文
寒冷的十二月悄悄地来临了,我们班级为期两周的数控车床编程与加工实践教学课程也开始了。南昌这个地方的十二月虽然,十分的寒冷,我们学院给我们发放的实训服又十分的单薄;但是,我们全班同学都没有被寒冷的天气打到,我们每一个同学每天的8点20准时去我们学院的数控铣床与车床实训基地,进行我们班级为期两周的数控车床实践教学课程,从来没有人不愿意去的。在实训期间,对于老师安排给我们的任务,我们每个人都是保质保量的完成了。并且,有的人还超额完成了任务。这次实训的学习后,我们每个人都在数控车床这方面增强了许许多多的知识,至少每一位同学都能够独立操作数控车床加工零件了,并且加工出来的零件可以达到要求的尺寸。还有通过本次实训学习,让我们知道了我们在教室里学习的FANUC系统的数控车床编程和华中数控系统的数控车床编程的不同点,并且我们把这些不同点都很好的掌握了,可以说现在不管是使用FANUC系统编程,还是使用华中数控系统编程零件,我们都是可以十分灵活的编写出来的。并且,一定是可以拿到数控车床上加工出来我们需要的零件的。为期两周的数控车床实践教学课程就在我们十分不舍的心情中结束了,实训的结束那就面临着我们实训报告的开始,这两周的实训也让实训报告的丰富打下了基础。
一、 数控车床实训目的与意义:
通过实训,让同学们在学习了数控车床的理论知识课程的同时,能够好好的整体认识一下数控车床;并且,熟练掌握数控车床的操作和日常维护与常见的故障的判断和处理。进一步的让我们掌握数控车床编程在实际生产中的应用和实际生产中加工零件的方法;其次,让我们可以更好的接触数控车床的加工,使得我们不会对数控车床加工零件的陌生,为我们以后出去工作积累经验。主要是可以让我们系统、完整的掌握数控技术,更快更好的适应机械专业的发展和需要。其次,
本次实训是学院安排的理论和实践结合教程的教学任务,也是我们必须的学习计划。
二、 数控车床实训要求:
…… …… 余下全文
数
控机床实训报告 班级:现代系数控1001 姓名:
前 言
数控机床是人类进行生产劳动的重要工具,也是社会生产力发展水平的重要标志,数控车床和数控铣床是数字程序控制车铣床的简称,它集通用性好的万能型车床、加工精度高的精密型车床和加工效率高的专用型车床的特点于一身,是国内使用量最大,覆盖面最广的一种数控机床,也是是一种通过数字信息,控制机床按给定的运动轨迹,进行自动加工的机电一体化的加工装备,经过半个世纪的发展,数控机床已是现代制造业的重要标志之一,在我国制造业中,数控机床的应用也越来越广泛,是一个企业综合实力的体现。
一、实习意义和目的:通过实习,使学生在学完数控技术等相关理论课程的同时,熟练操作数控机床,熟练数控机床的日常维护及常见的故障的判断和处理,进一步掌握数控程序的编程的方法,以便能够系统、完整的掌握数控技术,更快更好的适应机械专业的发展和需要。
二、实习内容与要求:1、通过数控加工工艺规程的设计,使学生熟练掌握数控加工工艺要求及加工工艺的设计。
2、通过法达克系统数控仿真软件,熟练数控机床的操作界面、刀具定义、编程坐标系的设定和对刀,能熟练编制车削和铣削的加工程序。
3、通过对数控车床的操作,提高一般轴类零件工艺分析及程序编制的能力,掌握数控车床的操作过程及常用测量工具的使用。
4、通过对数控铣削加工中心的操作,提高一般铣削类零件的工艺分析及程序编制能力,掌握加工中心的操作过程及常用测量工具的使用。
实训体会
1.通过这次实习我们了解了现代数控机床的生产方式和工艺过程。熟悉了一些材料的成形方法和主要机械加工方法及其所用主要设备的工作原理和典型结构、工夹量具的使用以及安全操作技术。了解了数控机床方面的知识和新工艺、新技术、新设备在机床生产上的应用。
2.在数控机床的生产装配以及调试上,具有初步的独立操作技能。
3.在了解、熟悉和掌握一定的数控机床的基础知识和操作技能过程中,培养、提高和加强了我的动手能力、创新意识和创新能力。
…… …… 余下全文
数控车床实训报告
一 实训目的
1)了解数控车床机械结构;
2)了解数控车床的基本操作;
3)掌握简单零件的数控加工;
4)掌握数控车床的程序编制、工艺处理与参数的设定并掌握数车的操作与加工。
二 实训设备、材料及工具
圆棒料毛坯若干;数控车床(法拉克2台,西门子2台);刀具若干,游标卡尺一个。
三 实训内容
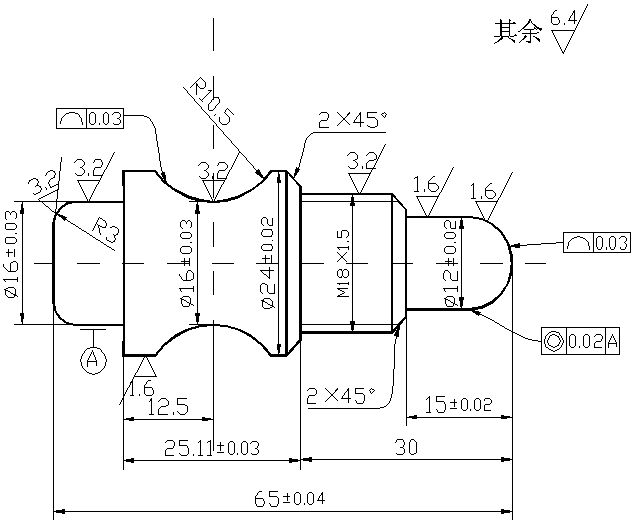
加工如下零件:

编程如下:
G54
T1D1
M3S300F0.2
G0X12
Z2
G1X10
Z0
Z-20
X20Z-25
Z-55
G0X100
Z100
M5
M30
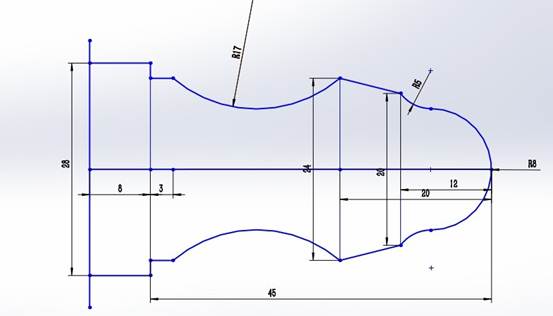
加工如下零件:
编程如下:
G54
T1D1
M3S300F0.2
G0X30
Z-53
_CNAME=“AKEN”
R105=10.000 R106=0.500 R108=1.000 R109=7.000
R110=1.000 R111=0.200 R112=0.020
LCYC95
G0X100
Z100
M5
M30
子程序“AKEN”
G1X28
Z-45
X24
Z-42
G3X24Z-20CR=17
G1X20Z-12
G3X16Z-8CR=5
G2X0Z0CR=8
M2
四 操作步骤
1)开机,打开机床照明 ;
2)输入程序后并检查仿真加工轨迹 ;
3)装夹工件,检查刀具 ;
4)试切法对刀并验刀 ;
5)调出程序,自动模式下加工 ;
6)手动切断 ;
7)打扫机床并关机。
五 实训问题分析
…… …… 余下全文
数控车床实训报告总结
一、实训目的要求
(1)、对各典型零件进行工艺分析及程序编制,能熟练掌握较复杂零件的编程。
(2)、对所操作的数控系统能熟练掌握,并能在数控机床上进行加工操作及调试。
(3)、能正确处理加工和操作中出现的相关问题。
(4)、实训应在老师的知道下由学生独立完成,在实训中提倡独立思考、深入钻研、苦学巧干的学习态度,要严肃认真地完成实训任务,增强自己的实践动手能力。
二、实训内容
(1)、熟悉机床操作面板(广州数控GSK 980DT)
机床操作面板由CRT 显示器和操作键盘组成.其常用键的作用如下:A编辑方式的作用:新建程序、编辑程序、修改程序、输入程序、删除程序(编辑程序-程序-输入O__-ZOB键)。B自动方式:运行程序对零件进行加工。C录入方式MDI:手动输入-程序键-翻页键-切换MDI界面。D机械回零:一般不能乱按的。E手轮按钮:按下后可以用手轮移动X,Z轴的位置。F单端运行:运行单段程序。G急停按钮和复位键作用差不多。
(2)、对刀
工件和刀具装夹完毕,驱动主轴旋转,移动刀架至工件试切一段外圆。然后保持X坐标不变移动Z轴刀具离开工件,测量出该段外圆的直径。将其输入到相应的刀具参数中的刀长中,系统会自动用刀具当前X坐标减去试切出的那段外圆直径,即得到工件坐标系X原点的位置。再移动刀具试切工件一端端面,然后保持Z轴不变移动X轴刀具远离工件,在相应刀具参数中的刀宽中输入Z0,系统会自动将此时刀具的Z坐标减去刚才输入的数值,即得工件坐标系Z原点的位置。对螺纹刀时的方法和对外圆车刀的方法差不多,也先车个外圆向Z轴方向退刀,量起外圆值输入刀具参数,对Z轴时不需要车端面,只需先启动主轴,让刀尖接触端面再向X轴向退刀,调出刀补输入Z0。
(3)、加工
先根据图纸要求确定加工工艺,加工路线,编写程序,再将编好的程序输入数控CNC系统并仔细检查,确定无误后装夹工件,再对刀。对好刀后就可以调出程序,按下自动和运行按钮,关好防护门让机床自动加工。同时操作者不能离开机床,手拿专用工具去处理铁丝,如果机床出现什么异常马上按下急停按钮,预防损坏机床和对操作者造成伤害。
…… …… 余下全文