快速成型制造技术实验报告
快速成型制造技术实验报告
一、实验目的
1了解激光器的工作原理及其运行特点。
2了解高功率横流CO2激光成套设备的工作流程以及设备的组成。
二、实验仪器
DL-HL-TX型CO2激光器 DL-LX型冷水机组 DL-LPM多功
能数控加工机床
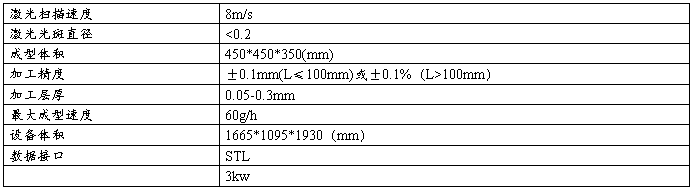
三、设备组成及技术指标
DL-HL-TX型CO2激光器
DL-HL-TX000 型系列横流高压直流电激励千瓦级连续CO2激光
器是一种大功率工业用气体激光器。该系列激光器采用高压直流横向电激励、工作气体横向快速流动、多针-平板的电极结构,以获得大体积、均匀稳定的辉光放电,通过自动充排气系统补充气体,排出废气,实现了激光气输出大功率、长时间连续稳定运转。
该系列激光器采用机电一体化结构,具有性能稳定、一机多用、运行可靠、结构紧凑、操作和维护方便、外形美观、控制功能等特点。其输出光束为多模或低阶模,能量分布均匀、稳定。作为一种精密可控、高能量密度集中的热源,可对金属表面进行多种强化处理。 DL-LX型冷水机组。
本机组是为大功率激光排热设计的制冷换热设备。它提供激光器的冷却循环水。温度在5℃-30℃间可任意选择,其数值采用数字显
示,它另外提供激光器一路环温水系,其温度根据用户需要调节,使观察镜面不致结露而影响效果。
为满足激光器的清洁要求,本机组的水箱、水泵均采用全不锈钢,管接头采用铜、塑料,管路采用不锈钢管或塑料软管。
DL-LPM多功能数控加工机床
1 可以根据用户要求,进行个性化设计。
2 该型加工机由加工机本体及德国西门子SINUMERIK 802D型数控系统组成,具有工作稳定可靠,维护方便。在加工中主要运动由光头完成,工件仅做转动,可完成平面、曲面工件加工,且由于聚焦光头可作手动转动,对复杂的曲面也有一定的加工能力。
3 送粉装置
此套装置为选配装置,主要适用于对轴类和平面类工作做熔覆修复时补充粉末用,该装置送粉量均匀,转速平稳,保证加工中的成型及熔覆质量。
…… …… 余下全文
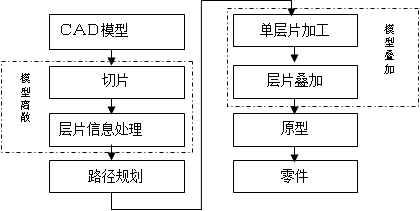 基本流程:
基本流程: