XXXX作业文件

文件编号:JT/C-7.6J-003 版号:A/0
(MSA)测量系统分析
稳定性、偏移和线性研究
作业指导书
批准: 吕春刚
审核: 尹宝永
编制: 邹国臣
受控状态: 分发号:

20##年11月15日发布 20##年11月15日实施
量具的稳定性、偏移、线性研究作业指导书
1目的
为了配备并使用与要求的测量能力相一致的测量仪器,通过适当的统计技术,对测量系统的五个特性进行分析,使测量结果的不确定度已知,为准确评定产品提高质量保证。
2适用范围
适用于公司使用的所有测量仪器的稳定性、偏移和线性的测量分析。
3职责
3.1检验科负责确定过程所需要的测量仪器,并定期校准和检定,对使用的测量系统分析,对存在的异常情况及时采取纠正预防措施。
3.2工会负责根据需要组织和安排测量系统技术应用的培训。
3.3生产科配合对测量仪器进行测量系统分析。
4术语
4.1偏倚
偏倚是测量结果的观测平均值与基准值(标准值)的差值。
4.2稳定性(飘移)
稳定性是测量系统在某持续时间内测量同一基准或零件的单一特性时获得的测量值总变差。
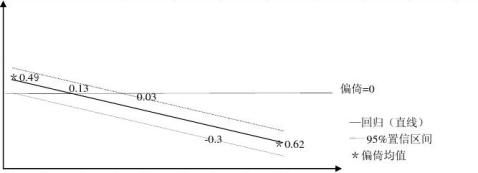
4.3线性
线性是在量具预期的工作量程内,偏倚值的变差。
4.4重复性
重复性是由一个评价人,采用一种测量仪器,多次测量同一零件的同一特性获得的测量值的变差。
4.5再现性
再现性是由不同的评价人,采用相同的测量仪器,测量同一零件的同一特性的测量平均值的变差。
5测量系统分析作业准备
5.1确定测量过程需要使用的测量仪器以及测量系统分析的范围。
…… …… 余下全文